| 二保焊是如何调节电流电压的 | 您所在的位置:网站首页 › 二氧焊机飞溅大怎么调 › 二保焊是如何调节电流电压的 |
二保焊是如何调节电流电压的
|
CO2焊效率高,速度快,很多工厂和工地都采用二保焊。今天给大家演示二保焊立焊的焊接方法。很多焊工看焊接视频会问电流电压是多少,但实际情况是每台焊机都不一样的。 很多人看到焊接视频,会问电流电压是多大?其实焊机不同,电流电压也是不同的,单纯的电流电压,并不能解决问题。下面是二保焊电流电压调节的二条基本方法:一,但焊丝端头始终有滴状金属小球存在,说明焊接电压偏高,此时应加快焊丝速度调高电流,或降低焊接电压;二,当焊丝干伸偏短时能正常焊接,稍长就出现顶丝现象,说明焊接电压偏低,此时应通过降低送丝速度调低电流,或升高焊接电压。 二保焊电流电压不匹配,出现的问题也就这两种,当然其中还包含着飞溅大,声音不好听的问题,调好了,这些问题也就没有了。 中厚板的立焊CO2焊一般采用单面焊双面成形的工艺,通常采用v形坡口,焊前要清除坡口及其周围的油污和水锈并露出金属光泽。 装配时,要根据具体情况预留反变形量。
定位焊采用与打底焊相同的规范进行焊接,焊接层次分为打底焊、填充焊和盖面焊。 计算焊接电压的方法 我们如果要焊接某一范围的电流,则电压可由下式中求得: 焊接电压=14+(0.05×焊接电流) 例:焊接 200A电流时需要多少焊接电压? 14+(0.05×200)=14+10 =24V 注:在正常情况下,请选择公式推算的电压和电流,如果根据个人爱好,可增加 1~2伏电压。 打底焊 将焊件间隙小的一端放于下侧,焊枪沿坡口两侧做小幅度横向摆动并在坡口两侧稍做停留,控制电弧在坡口处。 展开全文当坡口底部熔孔直径为3~4mm时,进行正常焊接。焊接时根据间隙及熔孔的变化调整焊枪摆动幅度和焊接速度,尽可能保证熔孔直径不变,并保证焊道平整。焊完后清理干净焊道表面。
打底正面
根部透度均匀,高度一致 填充焊 焊枪采用月牙形或锯齿形摆动,注意熔池面侧熔合情况,保证焊道表面平整,第二层填充层的焊道焊完后应比焊件金属表面低1.0~1.5mm,以免坡口边缘熔化,导致盖面层产生咬边或焊偏现象。 减少二保焊飞溅的措施:一,在小电流区,短路过渡飞溅小,进入大电流区(细颗过渡区),飞溅率较小;二,焊枪垂直于焊缝时飞溅量最少,反之,倾角越大飞溅越大,焊枪前倾或后倾在20度以内最好;三,焊丝干伸长飞溅量也大,焊丝伸出长度从20增到30毫米,飞溅量增加百分之五,不影响视线的情况下,干伸长度尽可能缩短。 焊完后同样清理干净焊道表面。
填充电流电压
填充层平整度一致
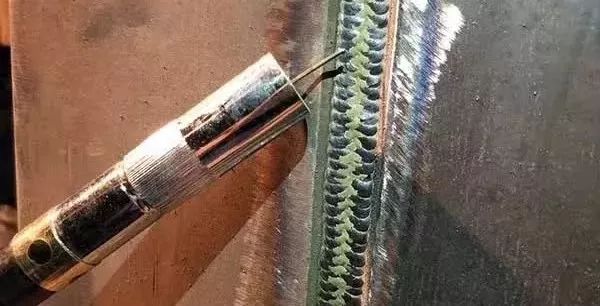
盖面焊 焊枪采用月牙形或锯齿形摆动,摆动幅度到坡口边缘即可,停留0.5s,确保无咬边,并尽可能保持焊接速度均匀,熄弧时须填满弧坑。
盖面电流电压
盖面成型一致,纹路均匀返回搜狐,查看更多 责任编辑: |










【本文地址】