| 邹军:我用螺旋插补铣锥孔(铣锥螺纹),可以做到走刀平稳、铣出的表面上没有纵向印痕(附编程实操方法) | 您所在的位置:网站首页 › ug80铣孔用哪一个指令 › 邹军:我用螺旋插补铣锥孔(铣锥螺纹),可以做到走刀平稳、铣出的表面上没有纵向印痕(附编程实操方法) |
邹军:我用螺旋插补铣锥孔(铣锥螺纹),可以做到走刀平稳、铣出的表面上没有纵向印痕(附编程实操方法)
|
这么做的结果: 1,孔口产生了毛刺,影响产品质量 2,刀具费用有点高,因为用的是专用倒角刀具 那么,提高产品质量的改进的方法有哪些呢? 从编程角度来讲,其中有一种方法那就是:螺旋插补铣 1,孔和倒角可以用一把标准刀具,都采用螺旋插补铣的方式,一次铣出来,避免倒角和孔有接刀痕以及毛刺等的产生。 2,要求程序通用性好,一个程序要满足不同尺寸的倒角。后面再次加工不同大小的孔,不同角度的锥面,刀具直径如果变化等都可以用此程序搞定。
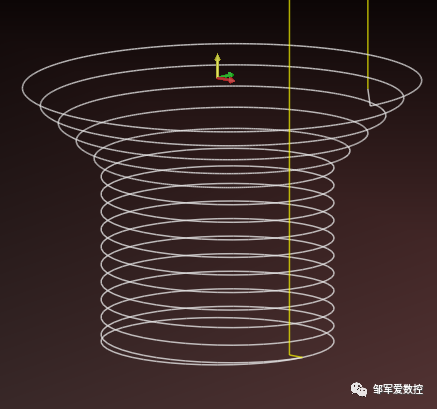
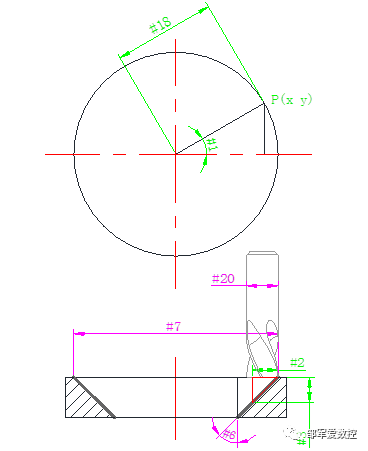
上面两点,如何通过数控宏程序来实现呢? 这是我今天分享的重点:逻辑推理 以螺旋插补铣锥孔为例(螺旋插补铣孔以及孔口倒圆弧以前分享过不再赘述,如需要私信,我把PPT送给你) 逻辑推理关键点在于: 推导出变量之间的数学关系式 让数学关系式来参与运算,从而完成程序的编辑! 这么讲空泛,具体看下面简图,同时思考一个问题:
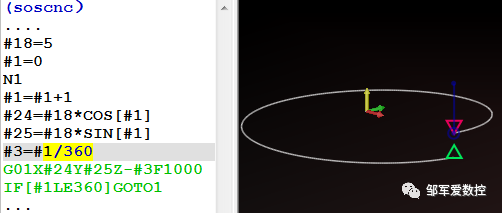
你如何计算出#24 ,#25,#3的数学关系式呢?也就是圆锥上面任一点的点位坐标呢? 在一个直角三角型中,(如上简图)根据三角函数,夹角#1和边的关系,可以推出以下关系: #24=#18*COS[#1] #25= #18*SIN[#1] 因为由夹角#1的转动,就会绘制出一个半径为#18的圆弧 这就是简单的逻辑关系, 由夹角#1的取值范围不同,那么就会有对应的圆弧 比如: 让#1从0 ~180 自增运算,执行下面程序就是半圆了。 比如: #1取值的范围从从0 ~270 ,执行下面程序就就走出一个3/4的圆了。 比如: #1 从0 ~360 ,就是一个整圆了。 好,我们要X,Y,Z三轴联动螺旋插补铣锥,而不是在一个平面上走圆弧 试想2个问题: 第1个:关于变量#3(Z方向)关系式的推算(随着#1的变化而变化) #1自增 ,范围0~360将会是一个整圆,那么#1自增的过程 同时让Z方向的数值也逐渐变化。如果我把#1的数值 直接赋值给#3 ,即:#3=#1 上面程序中的G01X#24Y#25 添加一个Z-#3,不就完成了一个圆的螺旋线了吗! 那么,我们看#1的数值 直接赋值给#3,(Z方向)会是什么情况? 当#1=0的时候 #3 也就等于0 当#1=1的时候 #3 也就等于1 当#1自增到360的时候, #3的数值也就等于了360 G01X#24Y#25Z-#3 也就是走一整圆的同时#3(Z方向)下降了-360 每走一圈我想让Z方向下降1mm,怎么办呢? 如下关系式: #3=#1/360 很容易推算出来,即给#1除了一个系数360 #3=#1/360 当#1自增到360时候, #1/360运算的数值也就赋值给了#3 比如,我们看下面程序段: #1自增,范围0~360,也就是一圈圆,Z下降了1mm
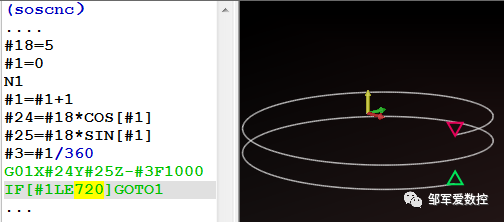
#1自增,范围围0~720,也就是2圈圆,Z下降了2mm
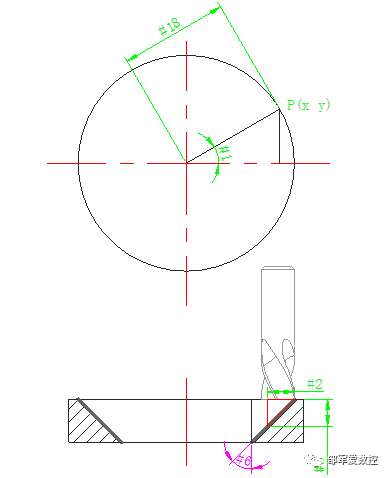
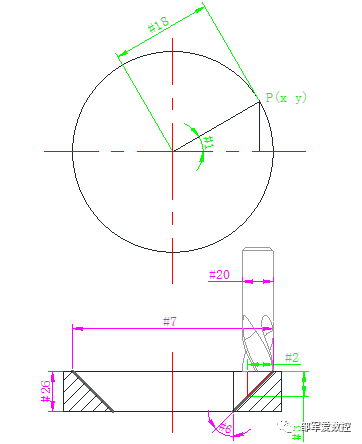
2、关于圆锥上面任一 P点 X Y算数式的推算 #24=#18*COS[#1] #25= #18*SIN[#1] 这是铣园, 但是三轴联动螺旋插补铣锥,随着Z的下降,半径(#18)也会变化 如何变化,见下图:
TAN[#6]=#2/#3 可以计算出 #2= TAN[#6]* #3 好,这个#2就是变化量,因#3(Z方向的下刀深度)变化而变化 关系式为:#2= TAN[#6]* #3 (备注:#6代表锥度变量) 那么圆锥上面任一 P点 X Y算数式为: #24=[#18-#2]*COS[#1] #25=[#18-#2]*SIN[#1] 这才是圆锥上任一点P的X, Y坐标 。 推算出了圆锥上任一点P的X、 Y还有Z坐标算数式: #3=#1/360 (每走一圈,Z的下降的深度) 那么,很快就可以完成零件的编程。 比如 #1自增的范围围0~3600,也就是10圈圆,Z下降了10mm
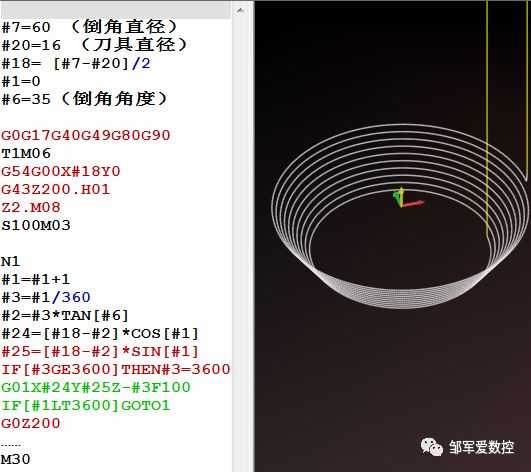
备注: 变量#18代表圆弧的半径值,并没有把刀具计算在内 给#18赋值的时候需要计算即:#18= (倒角直径-刀具直径为)/2 我可以单独设置两个变量,分别代表倒角直径,刀具直径,比如下图
#7 代表 倒角大端直径 #20 代表刀具直径 上面程序就变成下面程序了:(给#7,#20赋值,而不是#18了)
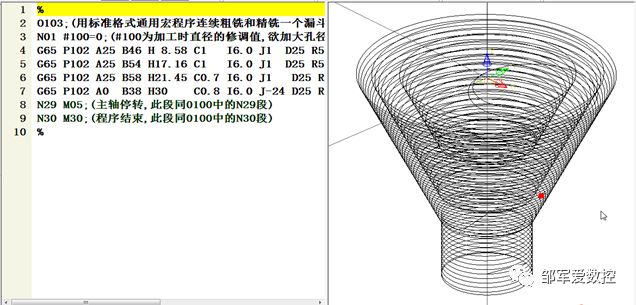
根据倒角的大小,刀具的直径,要加工的锥度大小,分别给#7,#20,#6赋值即可。 好,你有没有发现,上面程序中 1, 设置的变量#3=#1/360 每圈下降的深度是固定的,即1mm 2, 零件Z方向的总深度,是由#1来决定的 1圈圆弧,#1的范围是0-360 2圈圆弧,#1的范围是0-720 …… 10圈圆弧,#1的范围是0-3600 由上面两点,每圈切深和总圈数决定了要加工的倒角总深度 实际上,我们希望直接给变量赋值,来决定我们要加工的总深度,而不是什么圈数。比如在程序中设置一个变量#26代表零件Z方向的总深度。
设置一个变量#4代表每圈下刀深度 那么#26/#4 就代表要走的圈数 #5=FUP[#26/#4] 圈数取整 备注: FUP是宏程序中的一个取整函数,什么意思? 运算式计算的结果如果有小数,把小数部分变为整数1,并加到整数部分 比如, #26=16(零件深度) #4=2.2 (每圈切深) 16/2.2=7.272 那么#5=FUP[#26/#4] #5的结果为8(#26/#4运算的数值,小数部分变为整数1,并加到整数部分) 好,变量之间的推理就分享到这儿,我直接给个程序:
欢迎大家加我微信号yuki7557,这个号是邹军老师专门为网友开设的,每天行业内原创干分享,朋友圈位置有限,先加先学习 硬货就要转发返回搜狐,查看更多 |


【本文地址】