| 精密冲压没有想象的那么复杂,学会这些你也会精密冲压 | 您所在的位置:网站首页 › 项目工作不足和改进怎么写 › 精密冲压没有想象的那么复杂,学会这些你也会精密冲压 |
精密冲压没有想象的那么复杂,学会这些你也会精密冲压
|
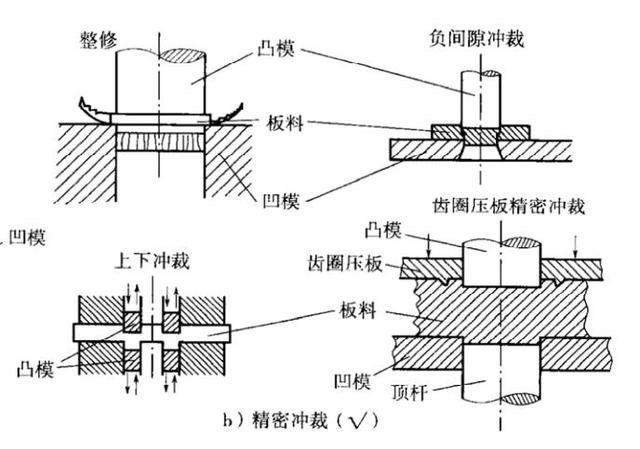
精冲时为了抑制冲压过程中材料产生撕裂,保证塑性变形过程的进行,采取了下述措施:1、用v形齿压边圈压住材料。避免板料弯曲翘起;2、采用小冲压间隙。精冲的双面冲压间隙大约是材料厚度的1%-1.5%,使材料始终保持和冲压方向垂直,以减少变形区的弯曲变形,不产生拉应力,构成压应力塑性变形的条件;3、利用压边力和顶杆的反压力,将材料变形区紧紧压紧,使之处于二向受压状态,并提高变形区材料的静水压力,以提高材料翅性,抑制裂纹和撕裂的产生。将凹模或凸模刃口做成很小的圆角,一般圆角半径为0.05mm~0.1mm,以减少刃口处的应力集中,避免或延缓裂纹的产生。
三、精密冲压要使用精密冲床 精冲工艺过程要求设备同时提供冲压力、压边力和反顶力,通常在专用的精冲压力机上进行。普通压力机一般不能同时提供这三个力及其运动,而且在压力机的刚性上和运动精度上较差,故不宜在普通压力机上进行精密冲压,除非采取一定的技术措施,如加装机械或液压装置提供压边力和反压力,才能在通用压力机上实现精冲。采用液压装置提供压边力和反顶力,压力均衡平衡,可按工艺要求在精冲过程中实现保压或减压,控制简便,因此普通压力机上的精冲技术,其压边力和反压为普遍采用液压力实现。
四,精密冲压的模具间隙不能太大 小间隙是精冲模的主要特征。间隙的大小及其沿刃口周边的均匀性,直接影响精冲零件剪切面质量。精冲问隙主要取决于材料厚度,也和冲压轮廓及工件的材质有关。间隙太大,剪切面有撕裂。这是因为间隙过大,变形区材料受到较大的拉伸作用,并产生拉应力,而拉应力正是诱导产生微裂纹及撕裂的原因,因此,精密冲压的凸、凹模间隙不能太大。 五,精密冲压的压边力不能太小 精冲时常采用V形齿圈压板进行强力压边。V形齿圈压板的作用是:1、防止剪切区以外的材料在剪切过翟中随凸模流人;2、夹紧材料,在精冲过程中使材料始终和冲压方向垂直而不翘起;3、提供强大的压力,在变形区建立三向压应力状态,消除或阻止因拉应力引起的裂纹的产生,防止切断面产生撕裂。为了保证冲压件的剪切质量,降低动力消耗和提高模具的使用寿命,必须正确计算和设定压边力,压边力太小,变形区材料的静水压应力低,不利于抑制裂纹,在剪切面产生撕裂,影响剪切面质量。压边力太大,则产生过大的动力消耗,使模具结构复杂,并降低了模具的使用寿命。因此,在实际工艺过程中,压边力要进行调试 六,精密冲压的反压力不能太小 反压力是影响精冲件质量的重要因素。较大的反压力可以提高变形区材料的静水压应力,抑制拉裂纹,有助于提高精冲件的质量。但反压力过大会增加凸模的负载,降低冲压模具的使用寿命。反压力太小会影响冲压件尺寸精度、平面度、塌角和剪切面质量。反压力较小,精冲件塌角大,冲压件表面不平,中间拱起。因此,和压边力一样均需在实际工艺过程中,在保证冲压件质量的前提下尽量调到下限值。 七,精冲的搭边值不能太小 因为精冲时齿圈压板要压紧材料,齿形尺寸使得精冲的搭边值比普通冲压时要大些。精冲排样图设汁与普通冲压的设计原则基本相同,精冲搭边值的正确选取与否对精冲件的质量影响很大,一般来说,搭边值越火,有利于提高精冲的断呵质量,但不经济。因此,在选择精冲搭边值时,应在满足切断面质量的条件下选择最小值。 以上就是本次分享的全部内容,你学会了吗?返回搜狐,查看更多 |

【本文地址】