| 螺纹铣削的进给速度该如何计算(二) | 您所在的位置:网站首页 › 铣刀参数公式表 › 螺纹铣削的进给速度该如何计算(二) |
螺纹铣削的进给速度该如何计算(二)
|
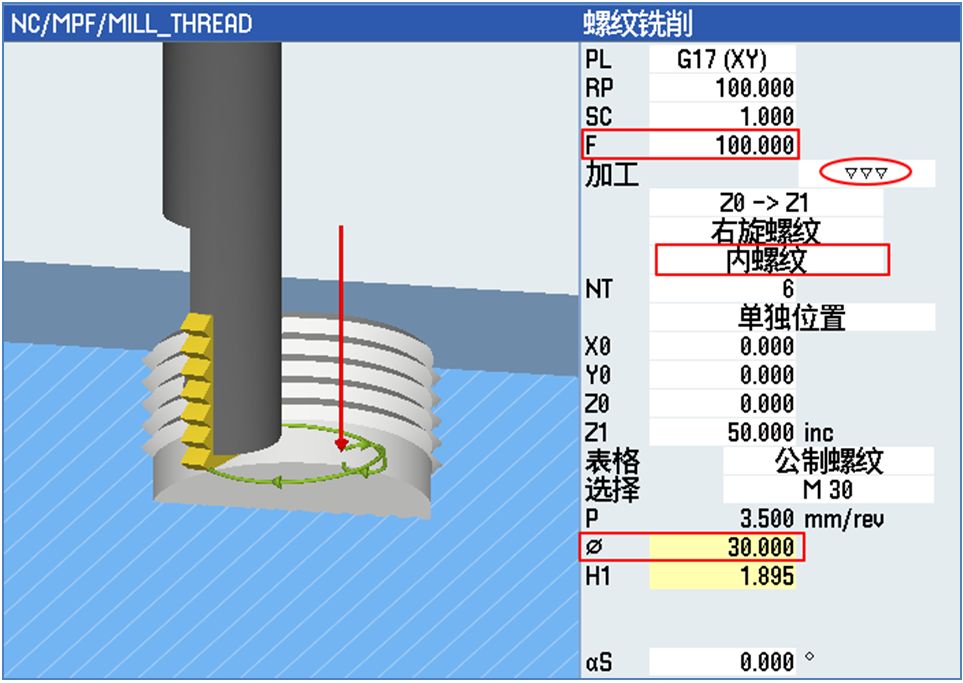
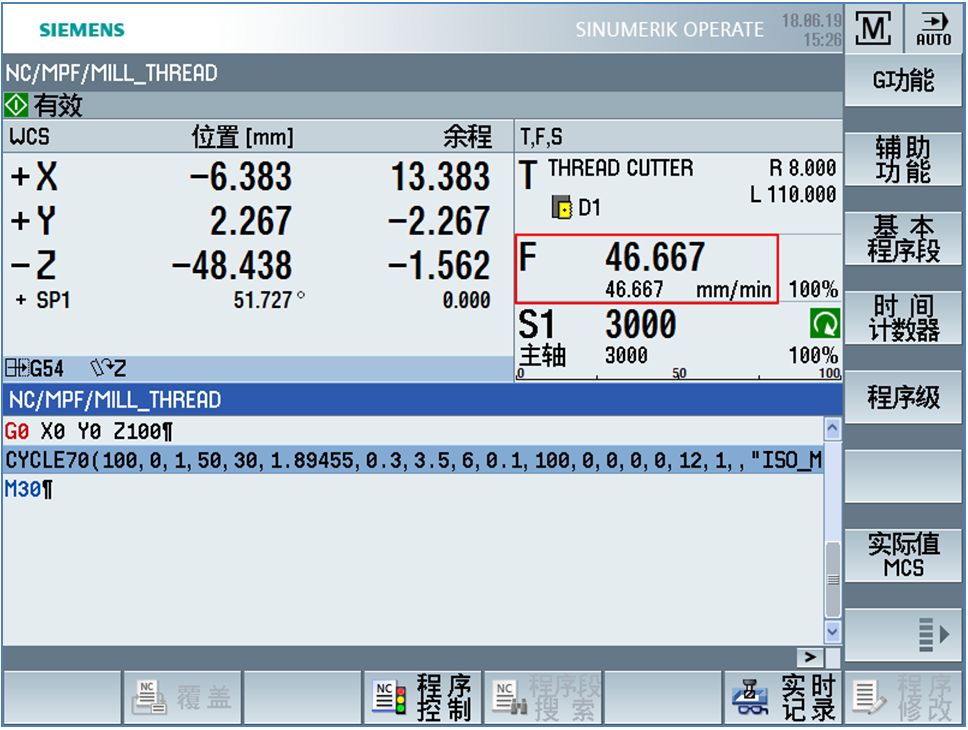
2. 螺纹铣削精加工时刀具中心轨迹速度的计算:
1)加工方式:精加工、内螺纹 2)轮廓进给速度:F=100(为了便于计算和观察运行结果,这个数值特意选择了一个特殊值) 3)螺纹公称直径:30 4)加工余量:U=0 5)螺纹铣刀半径:R=8 6)螺纹铣刀中心轨迹速度的计算: F’=(30/2-8)/(30/2)*100 =7/15*100=46.667
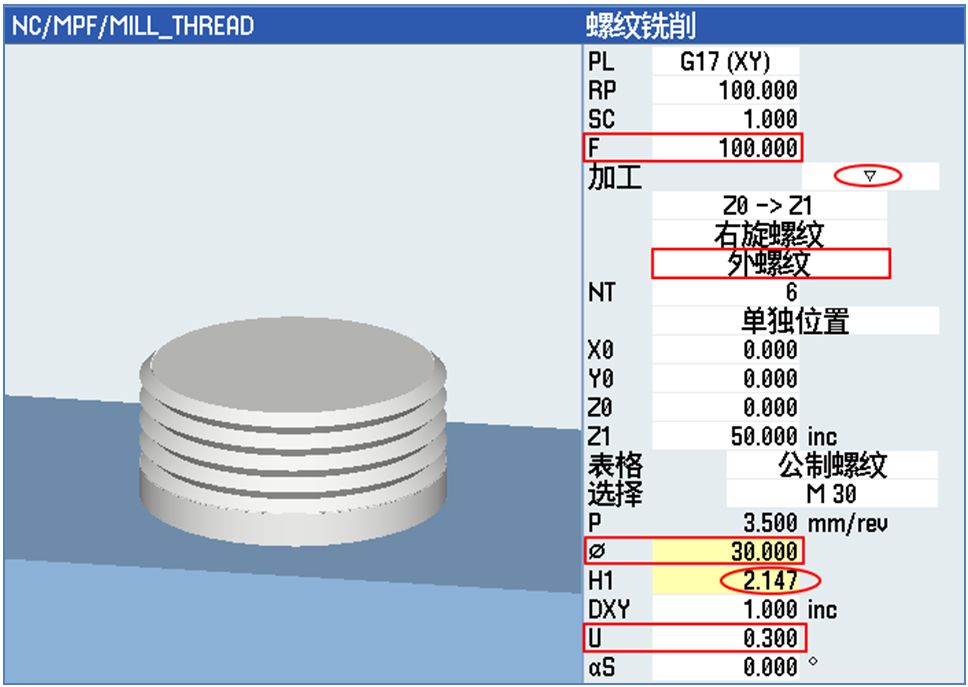
加工实例二:铣削标准粗牙螺纹 M30外螺纹,加工刀具——直径16螺纹铣刀 1. 螺纹铣削粗加工时刀具中心轨迹速度的计算:
1)加工方式:粗加工、外螺纹 2)轮廓进给速度:F=100(为了便于计算和观察运行结果,这个数值特意选择了一个特殊值) 3)螺纹公称直径:30 4)螺纹牙形深度:2.147 5)加工余量:U=0.3 6)螺纹铣刀半径:R=8 7)螺纹铣刀中心轨迹速度的计算: F’=(30/2-2.147+0.3+8)/(60/2-2.147+0.3)*100 =160.823
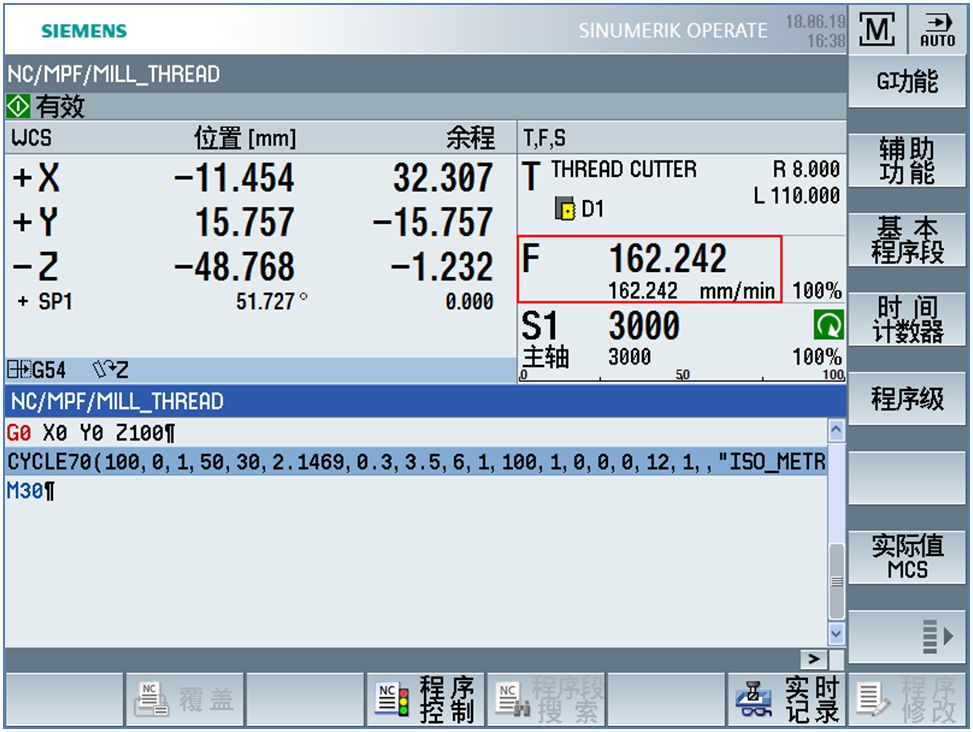
此处与系统中计算的刀具中心进给速度160.822有1μ的误差,是由于系统在使用H1=2.147进行运算时,实际计算和取值精度都大于小数点后第三位,计算得更为精准! 2. 螺纹铣削精加工时刀具中心轨迹速度的计算:
1)加工方式:精加工、外螺纹 2)轮廓进给速度:F=100(为了便于计算和观察运行结果,这个数值特意选择了一个特殊值) 3)螺纹公称直径:30 4)螺纹牙形深度:2.147 5)加工余量:U=0 6)螺纹铣刀半径:R=8 7)螺纹铣刀中心轨迹速度的计算: F’=(30/2-2.147+8)/(30/2-2.147)*100 =162.242
还没有用过这个功能的同学们赶快去体验一下螺纹铣削循环的方便之处吧! 扫一扫:返回搜狐,查看更多 |


【本文地址】
公司简介
联系我们