| 可转位波形刃铣刀片的铣削力试验研究 | 您所在的位置:网站首页 › 铣刀加工工件参数 › 可转位波形刃铣刀片的铣削力试验研究 |
可转位波形刃铣刀片的铣削力试验研究
|
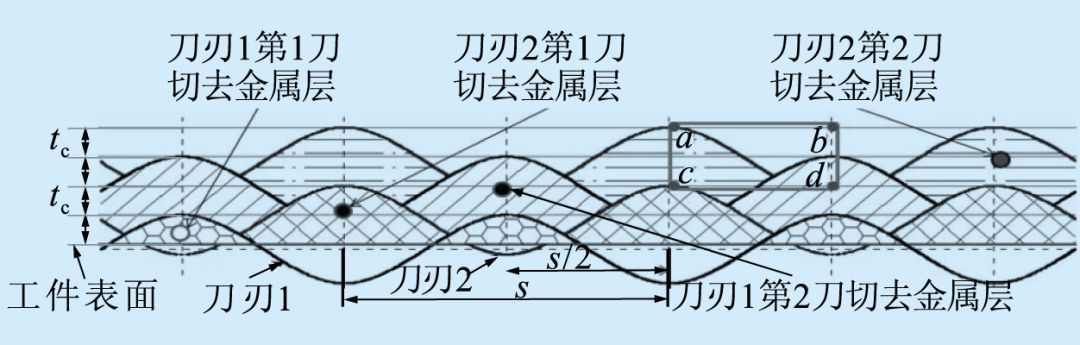
(b)方肩铣刀片 图1 刀片结构 图2为双齿铣削条件下,波形刃铣刀片切入工件时的示意图,S是波形刃刀片的波距,刀刃1与刀刃2之间错开S/2,设每齿进给量fz对应的铣削厚度为tc。
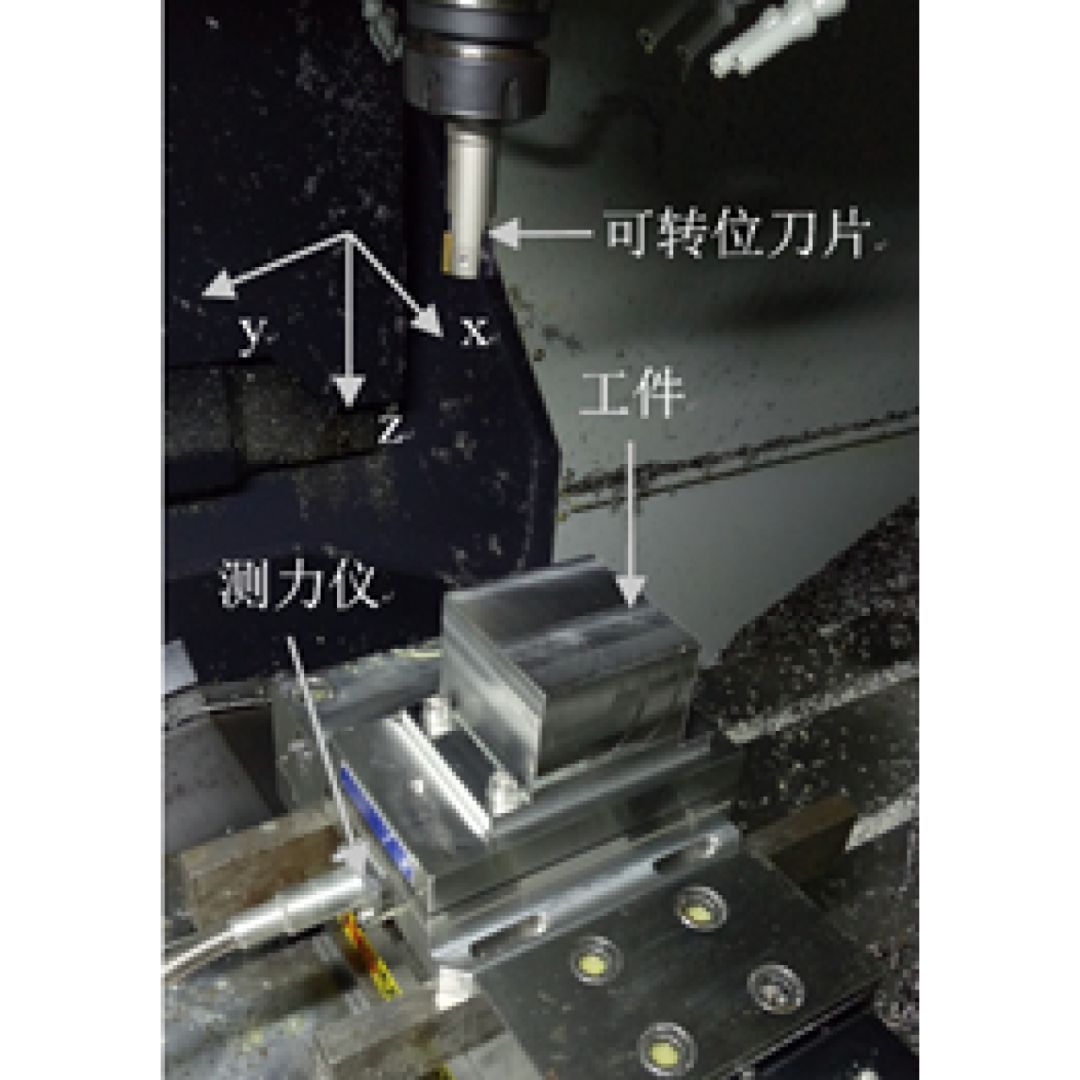
图2 波形刃铣刀片铣削示意图 刀刃1第1次走刀切除的工件材料如图2中六边形网格阴影部分所示,由于只有较短的切削刃参与切削,所以在工件的轴向上还有很大一部分材料未被切削,此时的切削厚度和直线刃铣刀基本持平;刀刃2第1次走刀切除的工件材料如图2中四边形网格阴影部分所示,其中包括上一走刀中未切除的部分,故参与切削的切削刃变长,并且切削厚度增大,切削厚度约为直线刃铣刀片的两倍;刀刃1和刀刃2第2次走刀切除的材料分别如图2中斜线和水平横线的阴影部分所示,它与刀刃2的第1次走刀基本相同,且后续的切削也基本一样。 在上面的铣削过程中,未参与切削的切削刃起到了一定的分屑作用。图2中的矩形abcd代表了直线刃铣刀在轴向切深为S/2、每齿进给量fz的条件下,两次走刀的切削层面积。从图中可以看出,相同情况下波形刃铣刀两次走刀的切削层面积比直线刃铣刀少,故铣削力也小于直线刃。 2 试验条件与试验方案 (1)试验条件 工件材料为45钢,尺寸为90mm×80mm×70mm。数控机床采用韩国斗山DNM515数控加工中心,机床功率为11kW,转速范围:0-10000r/min。试验场地布置如图3所示;采用的硬质合金可转位铣刀片的型号为波形刃P290-ACKT1806PDR-FW铣刀片和直线刃P290-ACCT1806PDR-TL铣刀片,两种刀片采用一种刀杆,刀杆型号为P290-EPW-D25-2-120-W-25-18;测力仪为瑞士KISTLER系列9257B切削力测量系统,铣削方式采用顺铣,不使用冷却液。
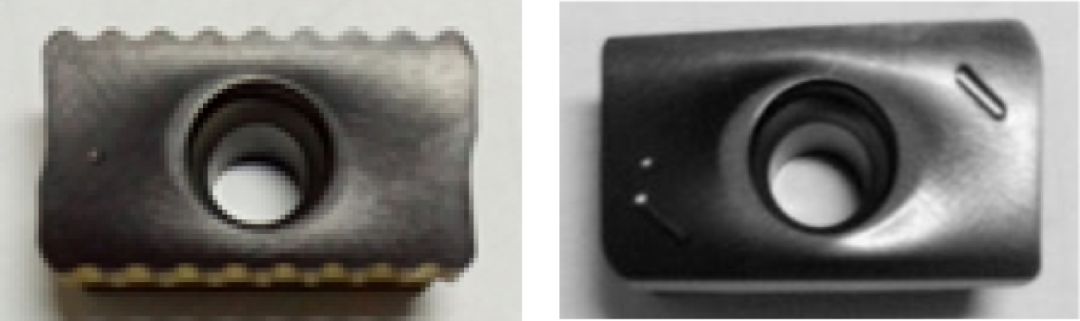
图3 现场布置图 图4为试验中所用到的两种刀片和一种刀杆,图4a中,波形刃刀片的前角为15.574°,后角为7°,棱带宽度为0.123mm;图4b中,直线刃刀片前角为18.641°,后角为7°,棱带宽度为0.104mm。
(a)波形刃刀片 (b)直线刃刀片
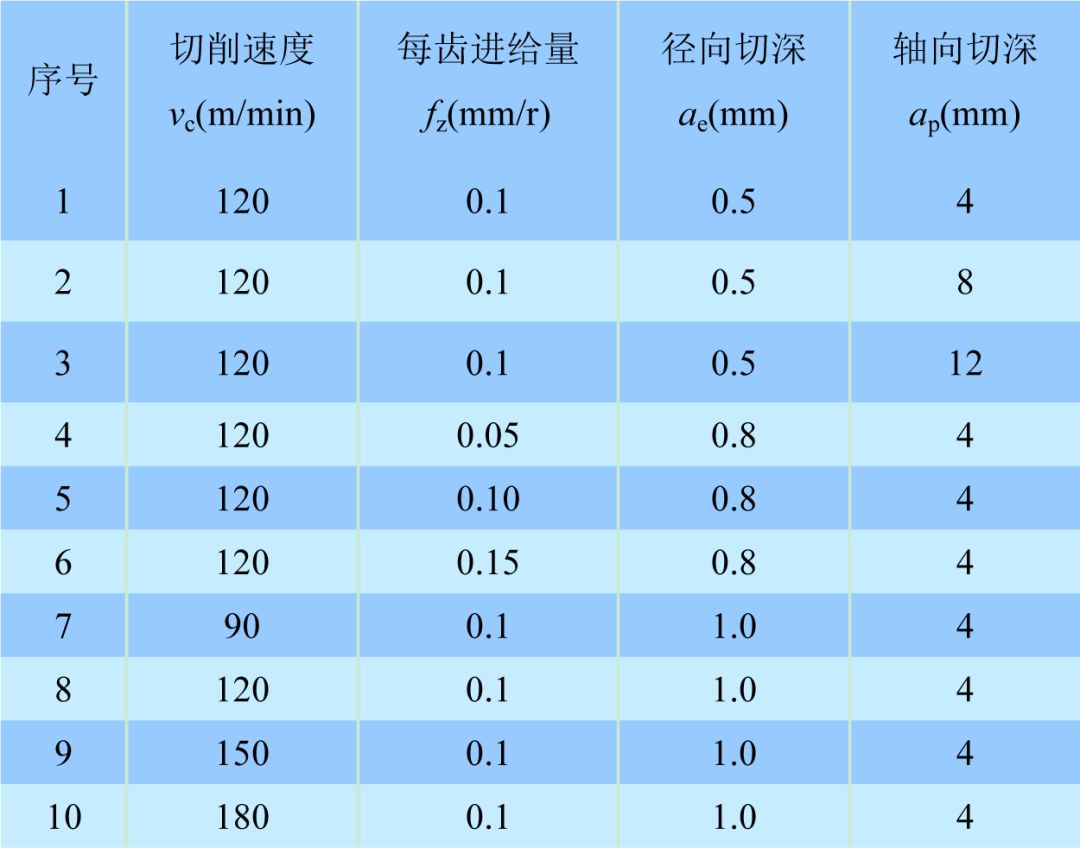
(c)刀杆 图4 刀具 (2)试验方案 对比波形刃刀片和直线刃刀片在相同铣削条件切削45钢时的铣削力,选取10组铣削参数,对比试验的切削参数选择如表1所示。 表1 铣削力对比试验的参数选择
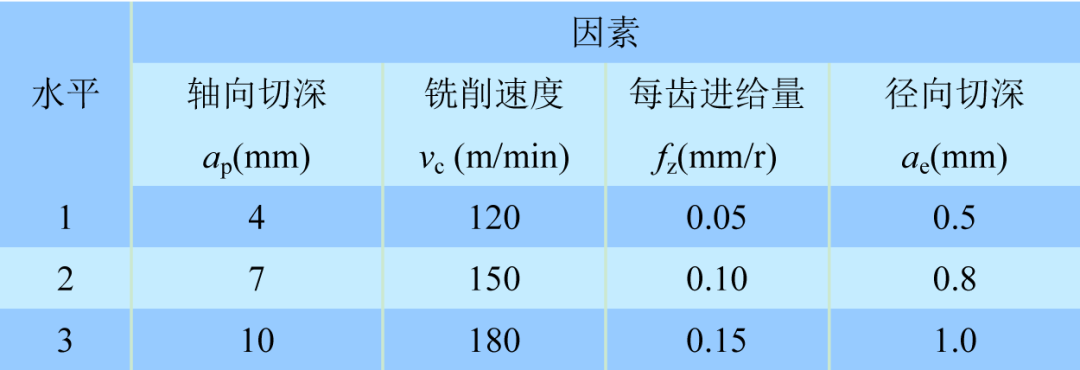
对波形刃刀片采用正交试验,所设计的四因素三水平试验表L9(34)如表2所示。 表2 正交因素水平表
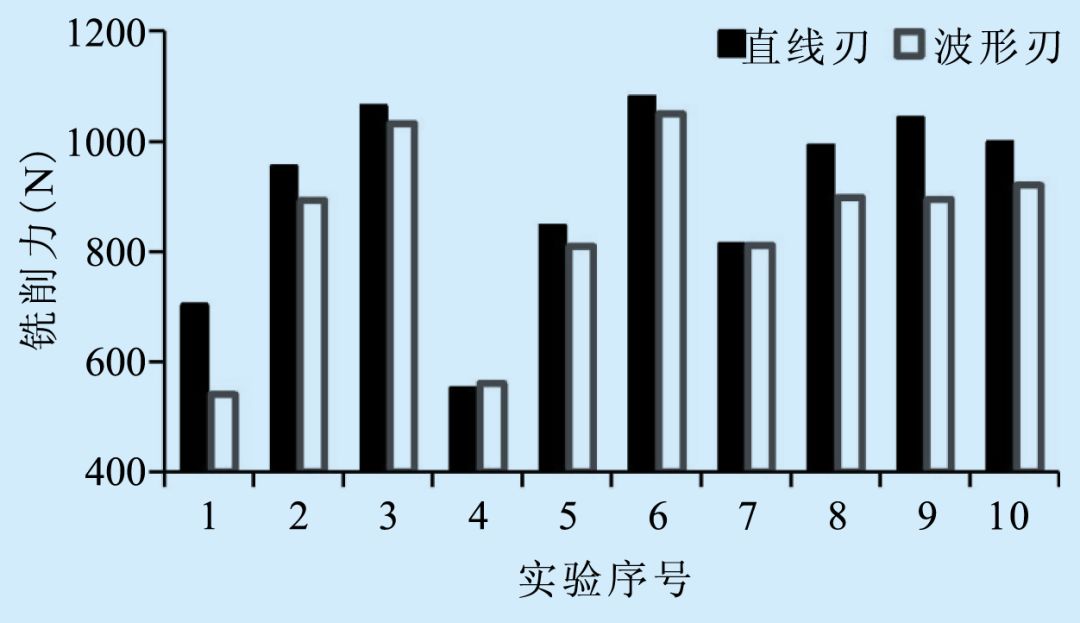
3 试验结果与分析 (1)两种刀片的铣削力对比结果分析 根据表1的试验参数,得到在相同切削参数下两种刀片的铣削力,其结果制成柱状图见图5。
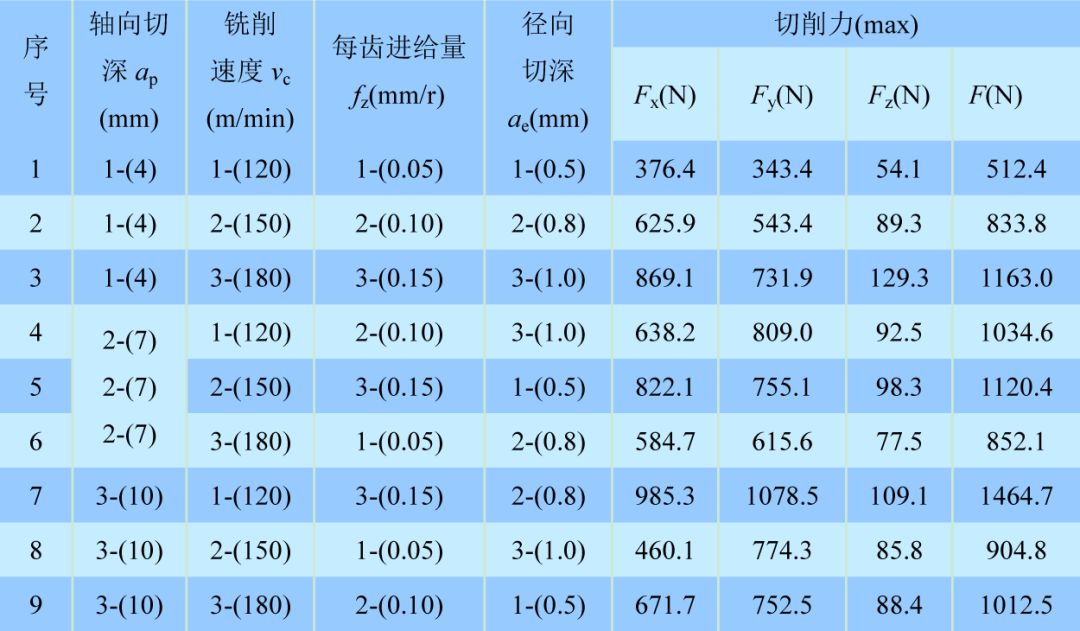
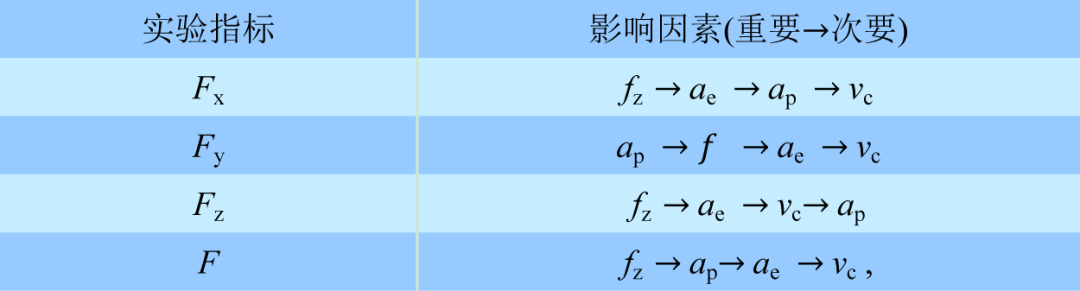
图5 两种刀片铣削力对比 从图5可以看出,在多数情况下且切削参数相同时,波形刃刀片的铣削合力与直线刃刀片相比可以降低10%-20%,波形刃刀片在铣削力方面有更好的性能,主要有以下三个原因: ①波形刃刀片主切削刃的分屑结构很独特,铣削时可将直线的长条状切屑转变为短而厚的细鳞片状切屑,以减少工件表层和切屑的塑性变形抗力。 ②在轴向上波形刃刀片的主切削刃投影是正弦曲线,从波形顶点来看,顶点的上下两面都与工件相接触,所以形成的铣削分力可以相互平衡。 ③由于两把刀片安装在刀杆上的位置相互错开,其波形刃以错位的形式得以有效搭接,每把波形刃铣刀片在切削时切削刃没有全部参与切削,且波形刃刀片更容易切入工件。 (2)正交试验结果分析 ①线性回归分析 波形刃铣刀片铣削45钢时采用的铣削试验方案及结果如表3所示。根据表3,采用多元线性回归的方法,建立45钢波形刃刀片铣削力经验公式为 R2为多元线性回归的相关度系数,常被用来评价回归方程与试验数据的拟合程度,其值与1越接近,则表示拟合程度越高,由此可知式(1)-式(4)的拟合程度很高。 ②铣削因素对铣削力影响分析 使用极差法分析表3的试验结果,可以得出各铣削因素对铣削力的影响主次情况。由表4可知,每齿进给量对铣削合力的影响最大,其次为轴向切深和径向切深,铣削速度对铣削力的影响最小。 表3 波形刃刀片铣削45钢试验方案与结果
表4 试验因素主次的确定
当试验参数为ap=4mm、vc=120m/min、fz=0.05mm/r、ae=0.5mm时,铣削力有最小值512.4N,这也是本试验所得到的最优切削参数。 小结 本文对可转位波形刃铣削刀片铣削机理和铣削力进行了研究, 在相同条件下分别采用波形刃铣刀片和直线刃铣刀片对45钢进行了铣削试验,通过对试验结果的分析,得到如下结论: (1)研究了波形刃铣刀片的作用机理,双齿铣削时波形刃铣刀两次走刀的切削层面积比直线刃铣刀少,理论上波形刃刀片的切削力更小。 (2)在相同的切削参数下,分别使用波形刃铣刀片和直线刃铣刀片切削45钢,波形刃铣刀片的切削力与直线刃铣刀片相比可以降低10%-20%。 (3)对波形刃铣刀片进行正交试验,通过多元线性回归分析的方法得出铣削力的经验公式;通过极差分析法得到了各铣削因素对波形刃刀片铣削力的影响程度,每齿进给量对铣削力的影响最大,其次是轴向切深和径向切深,切削速度对铣削力的影响最小。 (4)试验得到了最小铣削力所对应的切削参数,即ap=4mm,vc=120m/min,fz=0.05mm/r,ae=0.5mm。在实际生产中,可以使用高的铣削速度和小的进给量来减少波形刃刀片的铣削力。 原载《工具技术》 作者:何云
返回搜狐,查看更多 |

【本文地址】