| 干货 | 您所在的位置:网站首页 › 铜制弹簧止回阀倒流功能检测方法 › 干货 |
干货
|
将杠杆轴与气控操纵座连接侧的轴承、挡油圈及杠杆拆下,定置摆放。 03 松开大密封盖螺母,拆下大压圈。 04 在做好配合标记后,松开大支架固定螺栓,拆下大支架,定置摆放。 05 拆出杠杆轴及衬套,定置摆放。 06 将摇臂轴侧小支架及附件拆下,定置摆放。 07 松开小压圈上的固定螺母,拆下小压圈,定量摆放。 08 在做好配合标记后,松开法兰盖上的固定螺栓,拆下法兰盖,定置摆放。 09 拆下摇臂及阀芯,定置摆放。 10 取出摇臂及阀芯,定置摆放。 2 阀门的清理检查
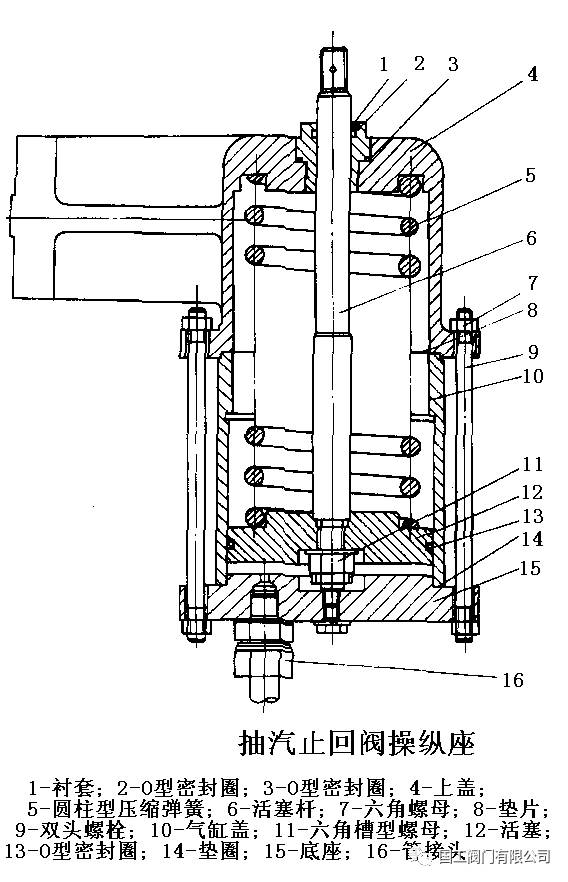
01 检查阀芯及阀体上的阀线,阀线上应无影响密封性能的凹槽、气孔及横贯密封面的痕迹,应全周接触无间断。若发现有影响密封性能的缺陷应进行研磨等处理。 02 检查阀蝶与摇臂间的连接情况,调整垫片与摇臂间隙为1~1.2mm之间,不应过大也不应过小,否则应进行调整。阀蝶与摇臂的紧固螺母连接应牢固,定位的焊点应完整、无裂纹,阀蝶轴与摇臂圈的间隙应符合要求。 03 检查杠杆轴、摇臂轴与大小衬套及播臂的间隙应符合要求,各轴表面及衬套内壁表面应光洁、无凹坑。 04 检查大密封盖与法兰盖内的填料,应完整,如有损坏应予以调换。 05 检查阀门盖头及阀体的密封面应完整,无影响密封效果的凹槽、砂眼及贯穿划痕等。 06 清理检查支架、法兰盖与阀壳结合处的密封面,密封面上粘连的旧垫片应清理铲去。密封面应无影响密封效果的缺陷。 07 所有的键、键槽要清理,应保证连接良好。 3 阀门的装复 阀门在装复前,各轴、衬套表面应用二硫化钼粉剂用力擦至发亮。装复要根据装配标记按解体的逆步序进行,装复过程中应注意以下几点: 1 阀蝶与摇臂连接后,可对调整垫片的厚度进行调整,保证阀蝶开关的转角达到制造厂要求的角度,之后,紧定螺母应与阀蝶点焊牢固。 2 杠杆轴、摇臂轴与摇臂组装时,杠杆轴与摇臂端、摇臂轴的调整垫片与摇臂端均应留有1~1.20mm的间隙。 3 在摇臂轴、杠杆轴外侧与阀壳连接的支架及法兰盖装复紧固时,要注意使两轴保持同心,以防止造成阀蝶开关不活络或卡涩。 4 在两端的填料压紧的过程中,应保证各轴(杠杆轴、摇臂轴)动作活络、不卡涩。 5 所有密封垫片均应更新。 4 操纵座的解体 1 将操纵座的上盖与气缸体,气缸体与底座间均做好装配标记后,拆除上缸与底座的紧固双头螺栓中的短螺栓,定置摆放。 2 同时或分别松开两只长紧固螺栓的螺母,均要求缓慢进行(分别松时要求交替进行),直至松开,将螺栓定置摆放。 3 将操纵座上盖、气缸体与底座分离,取出活塞、门杆及弹簧,定置摆放。 4 拆下开口销及六角槽型螺母,使活塞杆与活塞分开,定置摆放。 5 操纵座的检查及清理。 1) 检查活塞缸内壁应光滑。 2) 检查圆柱型压缩弹簧,并记录弹簧自由状态下的长度,以便与前(后)次检修作对比。 6 操纵座的装复。操纵座的装复按解体的逆步骤进行,同时应注意以下几点: 1) 各密封O型圈均换新的,调换耐温橡胶、型密封圈; 2) 气缸体内壁及活塞表面装复前应涂硅脂以保证润滑; 3) 气控操纵座装复后,用压缩空气校验活塞杆的空行程,应符合制造厂要求,活塞杆的动作应活络连续,无卡涩现象。 7 整体校验。将操纵座固定在阀体上,并与阀门的杠杆连接,接通压缩空气接头,进行整体校验。要求: 1) 与抽汽止回阀组装后,通压缩空气开关的行程应符合制造厂规定的行程。 2) 开关过程中,整体动作应连续活络,无卡涩现象。 3) 阀门的开度指示应校验正确,动作开关连同热工控制一道校验。开、关的显示与阀门的实际位置指示相符合,校验结束。返回搜狐,查看更多 |
【本文地址】