| 表面粗糙度:您需要了解的一切 | 您所在的位置:网站首页 › 金属表面纹理处理方法 › 表面粗糙度:您需要了解的一切 |
表面粗糙度:您需要了解的一切
|
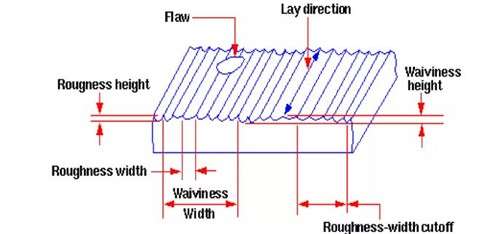
表面纹理的数值计算 量化纹理质量的三个基本参数是表面粗糙度、波纹度和铺设度。
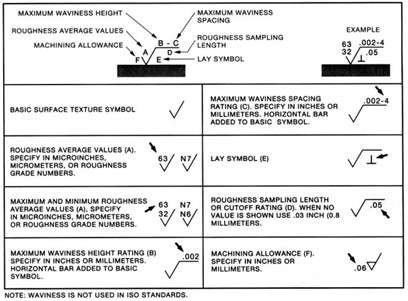
表面纹理轮廓 波纹度: 波纹度是指与法线表面的最佳宽间距偏差。 波纹度长度用于测量任何表面纹理的波纹度。 位置: 它指的是表面纹理的主要图案,可以是垂直、圆形、平行、径向、多向或其他,具体取决于工具和加工操作。例如,CNC 车削可产生圆形纹理。 粗糙度: 与标称(基础)表面的重复或随机偏差定义了表面粗糙度。 例如,偏差较大表示表面粗糙,偏差最小表示表面光滑。在这三个参数中,表面粗糙度参数在制造中用于控制表面光洁度质量。 表面粗糙度参数平均表面粗糙度 “拉” 用于计算任何加工表面的粗糙度值。 它被定义为“粗糙度轮廓与基体(标称)表面的平均偏差”。 它是通过将轮廓长度除以绝对粗糙度值积分来进行数学计算的。 有效值 是表面粗糙度数值计算中使用的另一个参数,通过表面微观峰和谷的均方根计算。 然而,“Ra”主要用于表示表面粗糙度,并且有不同的方法来测量其值。 粗糙度符号表面光洁度符号用于指示机加工零件所需的表面光洁度水平。 这些符号提供了向供应商和机械师传达表面光洁度规格的标准方法。
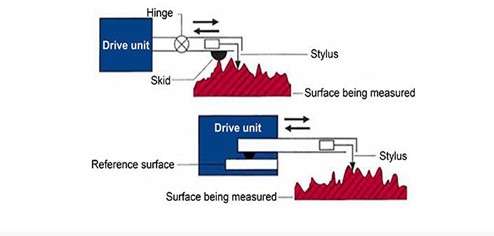
粗糙度符号 工业中使用的一些常见表面粗糙度符号包括: RA(平均粗糙度高度):表示表面的平均粗糙度高度,通常以微米 (μm) 为单位测量。 Rz(最大粗糙度高度):表示表面的最大粗糙度高度,通常以微米 (μm) 为单位测量。 RMS(均方根粗糙度):表示粗糙度轮廓与平均线的平均偏差,通常以微米 (μm) 为单位测量。 CLA(中心线平均粗糙度):表示表面中心线的平均粗糙度高度,通常以微米 (μm) 为单位测量。 AA(算术平均粗糙度):表示表面的平均粗糙度高度,通常以微英寸 (μin) 为单位测量。除了这些符号之外,各种行业标准还提供了更详细的表面光洁度规范,例如 ISO 1302 和 JIS B 0601。 值得注意的是,表面光洁度符号的选择取决于工作的具体要求,包括材料类型、使用的制造工艺和期望的结果。 清晰准确地传达所需的表面光洁度规格也很重要,以避免制造过程中的误解或错误。 表面粗糙度符号表面光洁度符号用于指示机加工零件所需的表面光洁度水平。 这些符号提供了向供应商和机械师传达表面光洁度规格的标准方法。 如何测量平均表面粗糙度“Ra”? 表面粗糙度 (Ra) 可以使用各种技术进行测量,包括直接、非接触式、轮廓仪等。 让我们更详细地回顾一下每一项。 直接测量(触针法)它是使用触针式探针装置测量表面粗糙度的接触方法。 连接到手写笔的滑板或鞋通过手或电动机构在表面上缓慢移动,遵循总体轮廓。 它提供测量数据,探头在表面上滑动。
从事触针探针测量工作
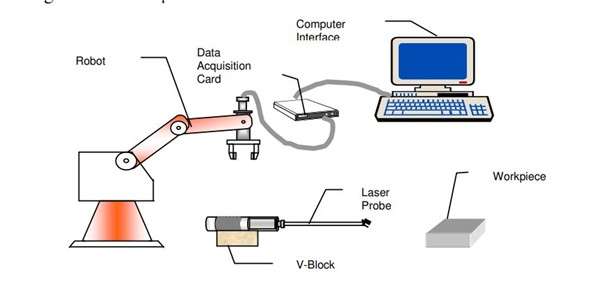
我们的测量示例 探头记录微观几何形状,由于表面粗糙度而相对于滑移运动上下移动。 触笔跟踪微观的峰和谷,并将垂直运动转换成随时间变化的电信号,代表表面轮廓。 使用轮廓计算与基准表面的偏差并给出粗糙度值“Ra”。 非接触式测量非接触式粗糙度测量方法使用光或声音代替探头和触针,无需接触测量表面即可提供轮廓。 非接触式测量方法的自动化设备提供了准确的粗糙度值。
非接触式测量工作 (克劳迪奥·坎帕纳,2007) 激光或超声波沿 X 和 Y 方向照射到测量部件的表面。一旦到达表面,就会以波形反射到设备。然后设备将波形数据发送到计算机中,形成表面轮廓,通过计算机处理该轮廓后提供粗糙度。 比较法与我们之前讨论的基于操作员和工程师视觉感觉的其他方法相比,它不是一种客观的方法。 比较方法涉及使用在相同设备和条件下加工的相同材料的现有样品。 一般来说,制造商会为所有类型的材料制作不同粗糙度级别(Ra= 3.2 μm、1.6 μm、0.8 μm、0.4 μm、0.2 μm)的样品,并使用这些样品来确认新制造零件的粗糙度。比较是根据不同方面进行的,例如加工痕迹的强度、辉光等。
|

【本文地址】