| 防止螺栓松动的12种方法 | 您所在的位置:网站首页 › 螺母的材质有哪些类型 › 防止螺栓松动的12种方法 |
防止螺栓松动的12种方法
|
如何锁紧螺栓不松动?
螺栓作为夹具常用的工具,用途广泛,但长期使用也会带来很多问题,如连接松动、夹紧力不足、螺栓生锈等。零件加工生产过程中,由于螺栓连接松动,会影响加工质量和效率。
螺栓连接在工作条件下可能承受各种脉动载荷,包括极其剧烈的振动和冲击载荷。在脉动载荷作用下,螺栓连接的失效通常是由于其自身松动和疲劳损坏造成的。一般来说,螺纹连接的抗振动松动寿命比其材料和结构长。
结构的疲劳寿命要短得多,而且早在疲劳失效之前,就已经出现螺纹连接因松动而发生松动失效,或连接件与被连接件因松动而过早疲劳失效。
螺栓连接失效会影响产品和设备的正常运行,甚至造成严重后果。如何防止螺栓松动是螺纹紧固件开发设计的重要任务之一。 那么如何防止螺栓松动呢?实际操作中常用的防松方法有摩擦防松、机械防松和永久防松三种。但今天中国深圳 拓发数控加工 介绍螺栓松动的这12种综合方法-专业知识
防松目的:更有效地长时间工作;以提高相关工件的可靠性。
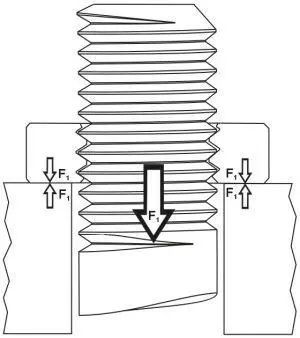
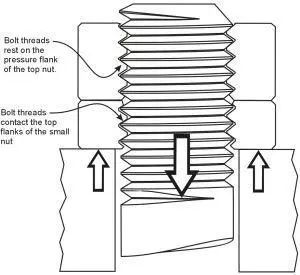
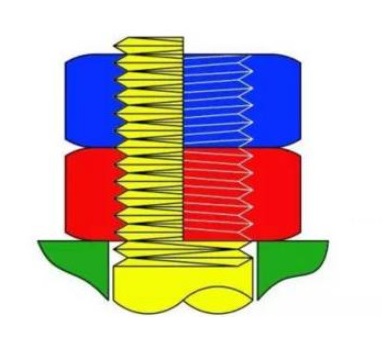
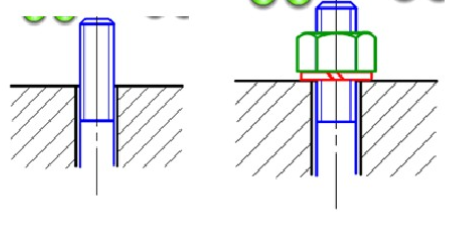
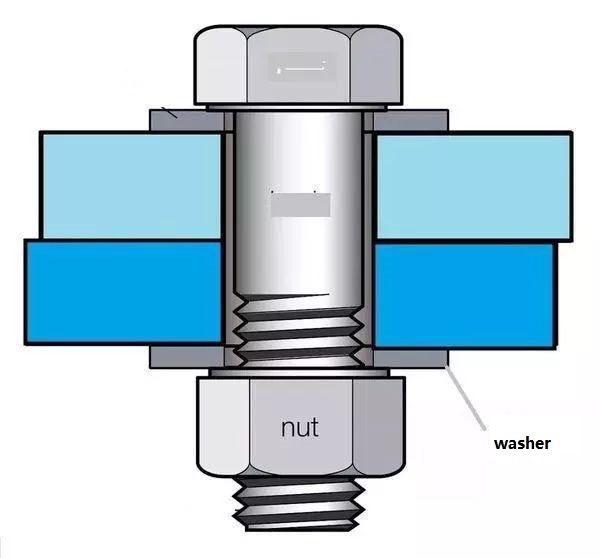
内容 双螺母 30°楔形螺纹防松技术 自锁螺母 螺纹锁 楔形锁紧锁紧双层垫圈 开口销、开槽螺母 串丝、防松 停止垫圈 弹簧垫圈 热熔紧固技术 变色螺栓 预紧 总结 双螺母 顶部防松螺母原理:双螺母锁紧时,产生两个摩擦面。第一摩擦面位于螺母与被紧固件之间,第二摩擦面位于螺母与螺母之间。安装时,第一摩擦力面的预紧力为第二摩擦力面的80%。
唐氏螺纹防松原理:唐氏螺纹紧固件也采用双螺母防松,但两个螺母的旋转方向相反。当施加冲击和振动载荷时,第一摩擦力表面的摩擦力将减小并消失。
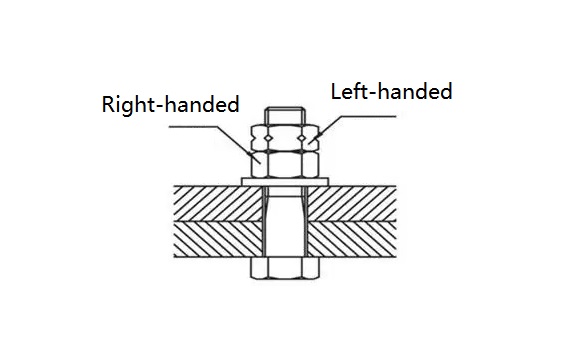
第一个螺母(图中为右旋)会有松动的趋势,即螺母向左旋转。但第二螺母(图中左旋)的旋转方向与第一螺母的旋转方向相反,因此第一螺母的松开力直接转化为第二螺母的拧紧力。这样,螺母就永远不会松动。
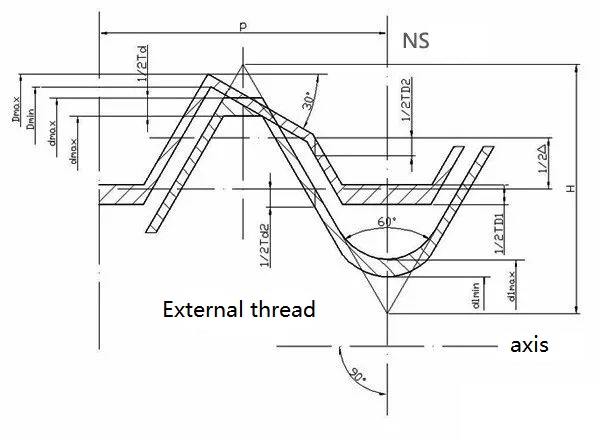
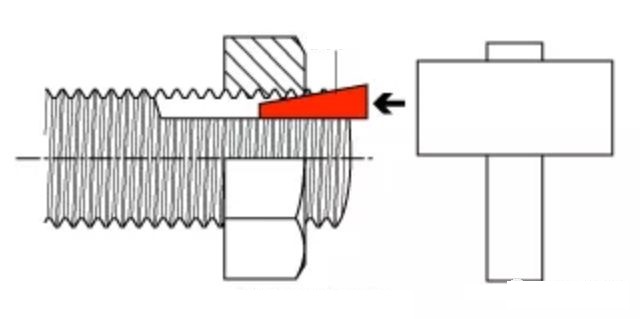
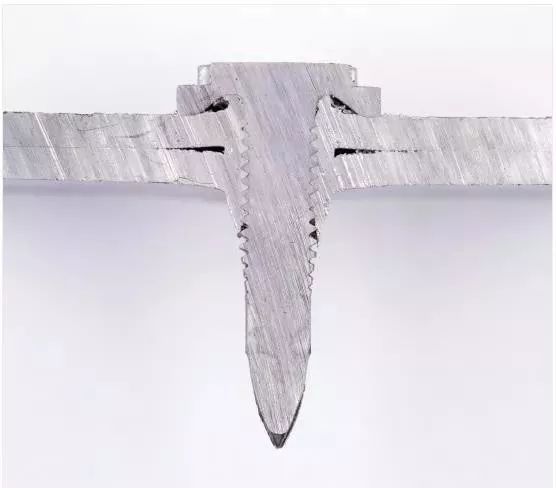
30°楔形螺纹防松技术
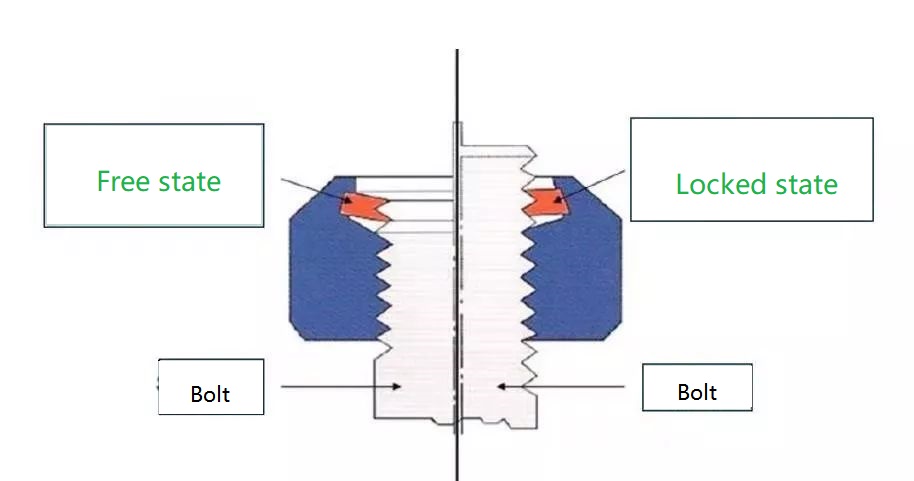
30°楔形内螺纹的底部有一个30°楔形斜面。当螺栓和螺母拧紧在一起时,螺栓的尖头紧紧地压在内螺纹的楔形斜面上,从而产生很好的锁定作用。力量。
由于牙形角度的变化,螺纹之间接触产生的法向力与螺栓轴线成60°角,而不是像普通螺纹那样成30°角。显然,30°楔形螺纹的法向压力远远大于紧固压力,因此由此产生的防松摩擦力必然大大增加。
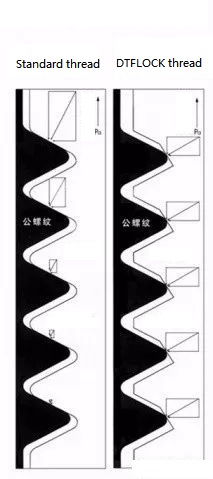
▲ DTFLOCK线程结构示意图
从下图可以看出,两个箭头代表的力为Pɑ,传统60°角螺纹的法向压力为P=1.15Pɑ; 30°楔形螺纹的牙底有30°楔形斜面。改变法向压力的角度和大小,法向压力P=2Pɑ。
30°楔形螺纹与传统60°螺纹的法向压力之比为≈12:7,防松摩擦力相应增大。 30°楔形螺纹的楔形表面还可消除普通螺纹受力不均匀、跳脱和卡死的问题。
自锁螺母 自锁螺母一般通过摩擦力来锁紧。上面我们提到的30°楔形螺纹防松应该属于自锁螺母的范畴。
分为:筑路机械、矿山机械、振动机械设备用高强度自锁螺母,航天、航空、坦克、矿山机械等用尼龙自锁螺母,工作压力不大于2atm工作介质 汽油、煤油、水或空气 使用温度-50~100℃产品上的游动自锁螺母、弹簧夹自锁螺母。
▲嵌入式尼龙自锁螺母
▲在螺母和螺杆之间插入楔块,防止松动
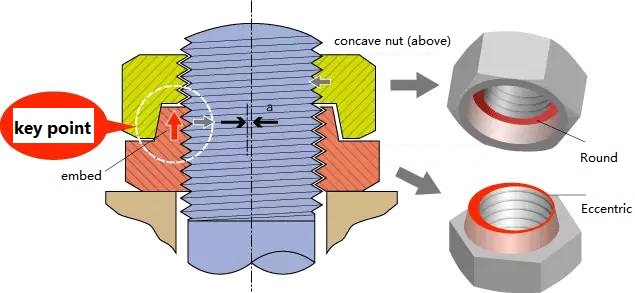
▲日本Hadlock偏心自锁螺母
立即尝试拓发! 拓发工程师支持团队-真人报价更多 精准的 比软件报价 获取免费报价
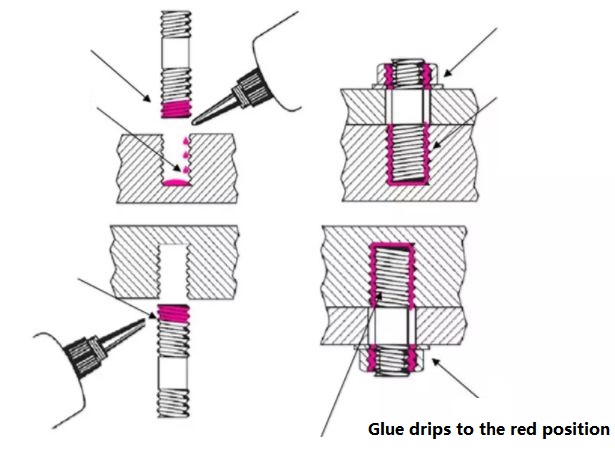
螺纹锁 螺纹锁固胶是由(甲基)丙烯酸酯、引发剂、助促进剂、稳定剂(抑制剂)、染料和填料按一定比例组成的胶粘剂。 对于通孔情况:将螺栓穿过螺孔,在啮合部分的螺纹上涂抹螺纹锁紧胶,装配螺母并拧紧至规定扭矩。
对于螺孔深度大于螺栓长度的工况:在螺栓螺纹上涂抹锁紧胶,组装并拧紧至规定扭矩。
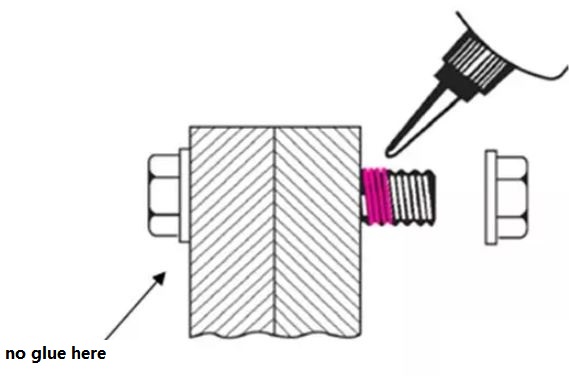
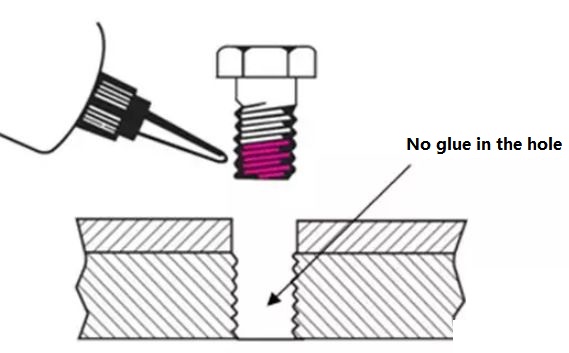
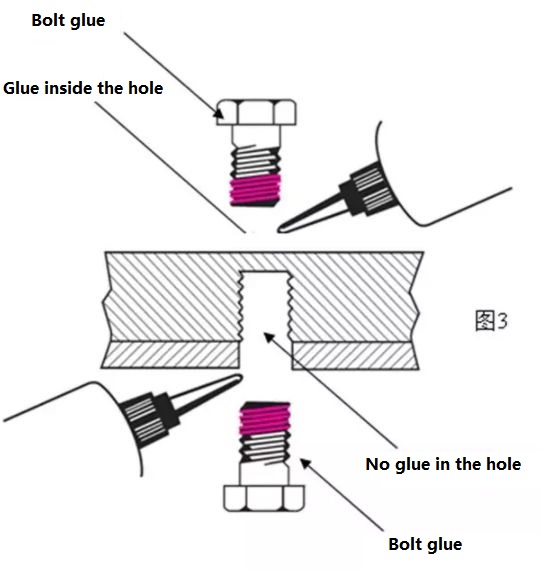
对于盲孔工况:将锁紧胶滴到盲孔底部,然后将锁紧胶涂在螺栓的螺纹上,组装并拧紧至规定扭矩;如果盲孔开口向下,只需将锁紧胶涂在螺栓的螺纹上即可,盲孔内无需涂胶。
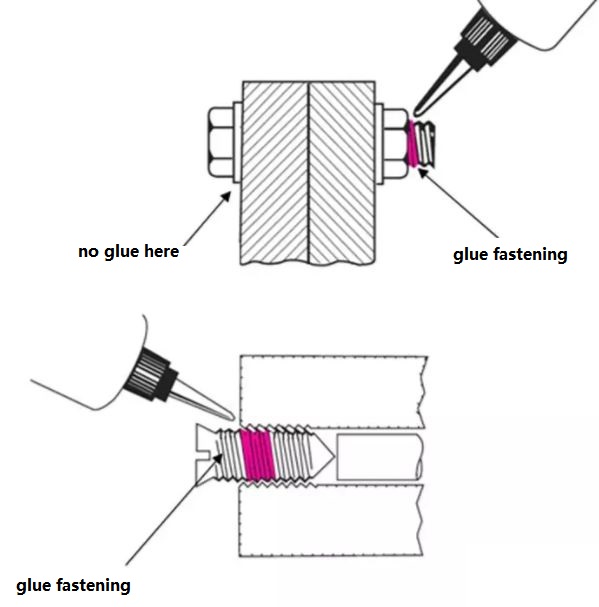
对于双头螺栓的工况:应将锁紧胶滴入螺孔内,然后将锁紧胶涂在螺栓上,组装双头螺栓并拧紧至规定扭矩;其它零件组装完毕后,在螺柱上涂上锁紧胶,组装螺母,并在与螺母啮合处拧紧至规定扭矩;如果盲孔的开口朝下,则孔内无需打胶。
对于预装配的螺纹紧固件(如可调螺钉):装配并拧紧至规定扭矩后,将锁紧胶滴入螺纹啮合处,使胶自行渗透。
楔形锁紧锁紧双层垫圈
楔形锁紧垫圈外表面上的径向锯齿与其接触的工件表面接合。当防松系统遇到动载荷时,只能在垫圈内表面发生位移。
楔形锁紧垫圈沿厚度方向的可伸缩距离大于螺栓沿螺纹所能产生的纵向位移。
现有的其他防松方法完全不同。楔块式防松是通过夹紧力而不是摩擦力来紧固螺栓。 拥有120年历史的HEICO-LOCK楔形防松系统产品包括楔形锁紧垫圈、RING-LOCK楔形垫圈和楔形锁紧螺母。主要材料为达克罗涂层碳钢和316不锈钢,也广泛使用254SMO、C276、718等不锈钢材料。
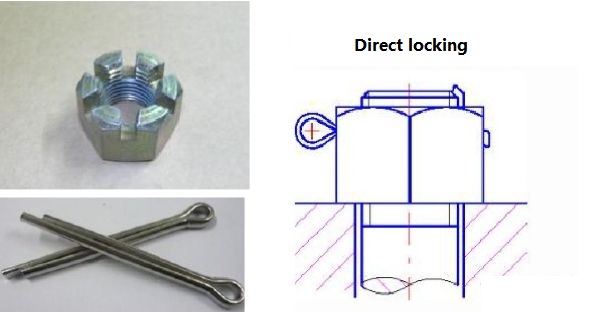
开口销、开槽螺母
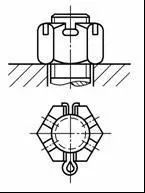
螺母拧紧后,将开口销插入螺母槽和螺栓端部孔中,并打开开口销尾部,以防止螺母与螺栓相对转动。
开口销的安装形式如下:
开槽螺母与螺杆孔螺栓和开口销配合使用,以防止螺栓相对于螺母旋转。
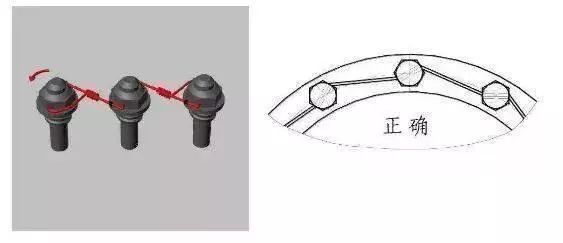
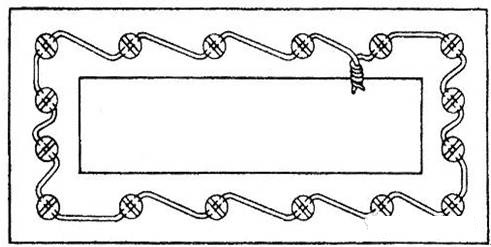
串丝、防松
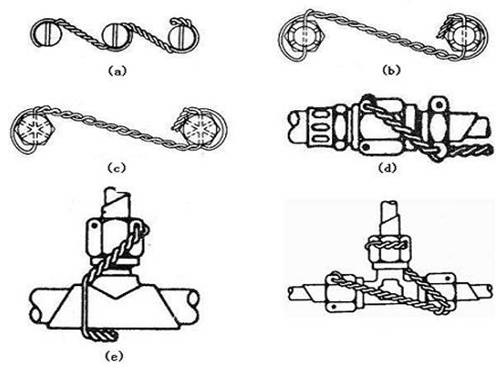
串联钢丝防松是将钢丝穿入螺栓头孔内,将螺栓串联起来,起到相互遏制的作用。这种松动方法很可靠,但拆卸比较麻烦。
这种防松方法多用于飞机、火箭等。
单股钢丝一般用在小螺丝组、间距较近或难以到达的地方,如图所示。
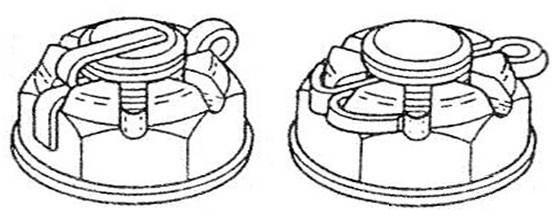
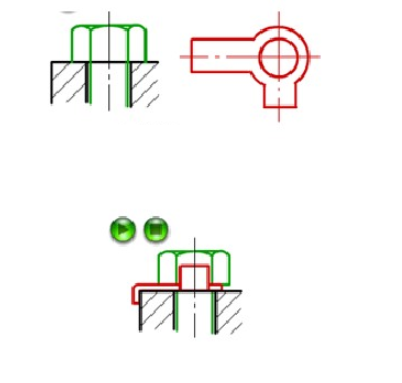
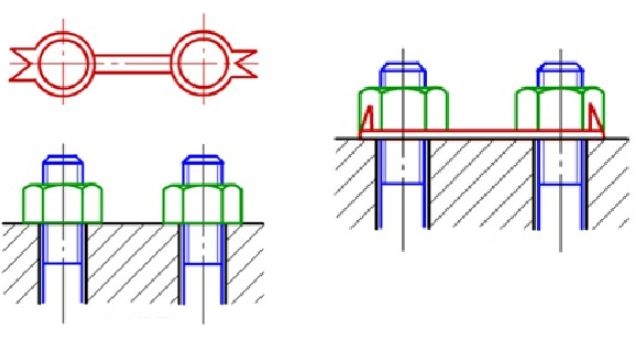
停止垫圈 螺母拧紧后,将单耳或双耳止动垫圈分别弯曲并紧贴在螺母和连接件的侧面,即可锁紧螺母。如果两个螺栓需要双重锁紧,可以使用双制动垫圈使两个螺母相互制动。
弹簧垫圈
弹簧垫圈的防松原理是,弹簧垫圈被压扁后,弹簧垫圈会产生持续的弹力,使螺母与螺栓之间的螺纹连接副持续保持摩擦力,产生阻力矩,防止螺母松动。
同时,弹簧垫圈开口的尖角分别嵌入螺栓和被连接件的表面,以防止螺栓相对于被连接件转动。
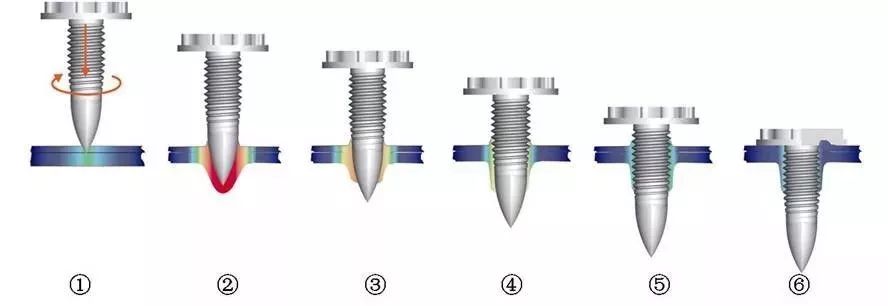
热熔紧固技术
热熔紧固技术无需预钻孔,可直接攻丝实现封闭型材下的连接,在汽车行业得到广泛应用。
这种热熔紧固技术是一种冷成型工艺,通过设备的中心紧固轴,将电机的高速旋转传导到被连接的板材上,经摩擦受热后产生塑性变形,然后进行自攻攻丝加工。拧紧。
热熔紧固工艺步骤及过程包括旋转(加热)→穿透→通孔→攻丝→穿线→紧固六个阶段。
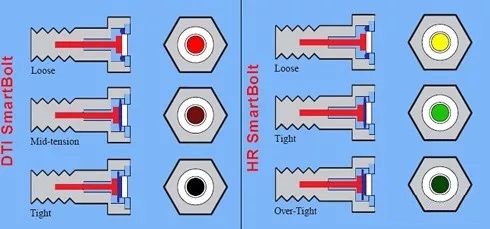
变色螺栓
智能变色螺栓,准确的说,这是一种感应螺栓,叫做Smartbolt。感应螺栓的螺栓头有感应板,拧得越紧,其颜色越深。
当强度达到90%时,它由黄色变成绿色,当强度达到100%时,它变成黑色。
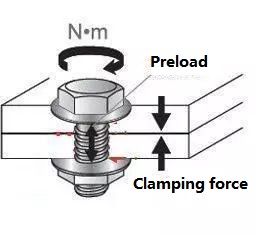
预紧
高强度螺栓连接一般不需要额外的防松措施,因为高强度螺栓一般需要比较大的预紧力,这么大的预紧力在螺母和被连接件之间产生强大的压力,该压力产生摩擦扭矩,阻止螺母转动,因此螺母不会松动。
不知道以上12种螺栓的经典防松设计你是否学会了呢?当然,掌握了螺栓的防松设计后,手动夹紧螺栓时还应考虑拧紧方法和拧紧时的扭矩分配。
让我们今天开始一个新项目 获取免费报价 总结 只要预紧力足够满足要求,只要夹紧长度不太短(如lk≥3d),即使有一定的振动载荷,螺栓一般也不会自行松动。 良好的螺栓接头设计、适当的夹紧力开发和适当的螺栓锁定相结合,可以可靠地固定螺栓接头,以应对此处提出的许多松动挑战。 良好的螺栓连接将采用适当尺寸和类型的螺栓和螺母进行设计,并指定最佳张力以获得保持连接完整性所需的夹紧力。 应用中适当的夹紧力要求每个螺栓在其整个使用寿命期间保持正确的张力(预紧力)水平。
拓发数控加工顶级制造能力
好的设计来源于沟通,寻找好的供应商从您联系info@tuofa-cncmaching开始,所以您想了解更多我们的资源,无论是零件设计还是订购样品,我们都有能力。
我们完整的工业制造服务包括 数控加工、钣金制造和 3D 打印。我们相信拓发的制造能力将让您:一次在线订购体验,亿级分享。
|
 02,2022年XNUMX月
02,2022年XNUMX月






 倒角 VS 圆角:成本体现在细节中
倒角 VS 圆角:成本体现在细节中
【本文地址】