| 你可知双螺杆挤出机中螺杆的5个分段? | 您所在的位置:网站首页 › 螺杆有哪几部分组成的 › 你可知双螺杆挤出机中螺杆的5个分段? |
你可知双螺杆挤出机中螺杆的5个分段?
|
行业小白 在改性企业,塑料改性的具体方法是什么? 改性工厂技术人员 在改性工厂会用到一种设备,叫双螺杆挤出机,它是改性工厂最重要的主机。塑料基质、辅料与助剂经双螺杆挤出机混合、混炼、熔融、剪切、挤出等一系列过程,最后生成高性能的专用料。一般助剂有增强剂、增韧剂、阻燃剂等等。
行业小白 双螺杆挤出机,听到的少,能介绍下它怎么工作的吗? 改性工厂技术人员 。。。。。
当与不熟悉行业的人一起聊天,被问到这样的问题,回答不上来是不是有点尴尬。双螺杆挤出机作为改性企业最重要的主机,其重要性多了解一点双螺杆挤出机的知识很有必要。今天我们来聊聊双螺杆挤出机螺杆分段及其功能、螺杆排布与温度设定。
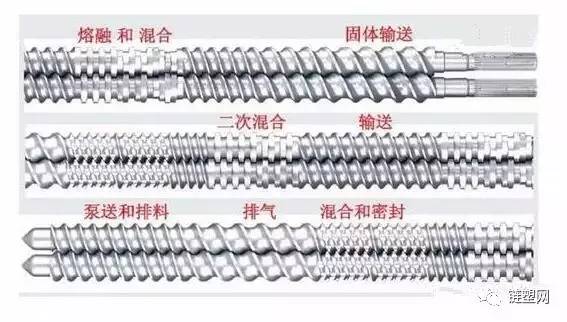
1、螺杆的分段及其功能 螺杆一般分:输送段、熔融段、混炼段、排气段、均化段5个段。 1、输送段,输送物料,防止溢料。 2、熔融段,此段通过热传递和摩擦剪切,使物料充分熔融和均化。 3、混炼段,使物料组分尺寸进一步细化与均匀,形成理想的结构,具分布性与分散性混合功能。 4、排气段,排出水汽、低分子量物质等杂质。 5、均化(计量)段,输送和增压,建立一定压力,使模口处物料有一定的致密度,同时进一步混合,最终达到顺利挤出造粒的目的。
▲螺杆的分段图 2、螺杆排布分段与温度设定 1 输送段 A、螺杆排布思路有: ■ 深槽正向螺纹 ■ 中等螺槽大导程正向螺纹,且螺槽容积由大变小,即螺纹导程由大向小渐变。 B、温度设定思路 ■ 不宜太高,影响物料在此段输送和受剪切的;也不宜太低,螺杆受力过大或卡死 ■ 一般略接近熔融,按梯度排列。 2 熔融段 A、螺杆排布: 物料在此段要达到的目的是:使加工物料获得物理变化和部分化学变化所需的能量,使组分间分布均匀和初步分散,做到组分均质化、粘度接近。 ■ 一般要求物料承受较大的剪切和机筒传热,使之熔融; ■ 一般设置捏合块,剪切元件或反螺纹,且注意相间排列配合。 B、温度设定 ■ 玻纤系,温度太低,树脂半融,到后段玻纤包覆性差;温度太高,树脂流动提高,温炼与剪切作用变小,甚至出现高温降解,其设定原则: 1、据基料不同和玻纤含量不同; 2、扣除螺杆剪切输入的热量,略高于基料熔点范围内; 3、熔融段后段(即玻纤加入口)熔体流动状况。 ■ 填充系,(提供强剪切使填充物,充分分散),熔融段高出基料熔点10~20℃(尽量提高),使物料充分熔融均匀分布。 1、阻燃系,(保护好阻燃剂),其温度要偏低,特别是白色材料,尽可能降低。 2、玻纤增强阻燃系,设定温度介于前面两者间,以物料基本熔点为依据。 3、合金系,以两组熔融温度为依据,同时考虑组分比例及组分之热敏性等,适当调整温度 3 混炼段 A、螺杆组分排布 物料在此段要达到的目的是:1、细化分散,形成理想的尺寸和结构。2、注意保护成品理想的结构不被破坏。 一般有两典型思路:1、增强型,二头和三头组合;2、兼分布与分散的高剪切与高分流以捏合块为主体,螺纹块为辅助咸高剪切。 B、温度设定 ■ 玻纤系,温度太低,物料流动性能差,粘度大,摩擦变大,生热高,会出现局都过热;温度太高,树脂降解,剪切度小玻纤分散变差,其设定原则: 1、据基料和玻纤含量不同而不同。 2、略筒于基料熔点范围内。 3、据成品带条的光泽度而确定。 ■ 填充系,(提供强剪切使填充物,充分分散),混炼段高出基料熔点10~20℃(尽量提高),使物料充分熔融均匀分布,保证混合体是流体状态。 1、阻燃系, (保护好阻燃剂)共混温度在偏低,特别是白色材料,尽可能降低。 2、玻纤增强阻燃系,温度设定以物料基本熔融为依据,保护好阻燃剂。 3、合金系,以组分的熔融温度为依据,同时考虑组分比例及组分热敏性而调整。 4 排气段 螺杆组合排列 一般排气口入口处,设立反向螺纹咸反向捏合块,将熔体密封建立起,是高压;用大导程螺纹元件以形成低充满度和懂熔体层,使物料暴露自由表面或采用多头小导程螺纹,以增加熔体表面更新速度,利于气体排除与挥发 ——总的思路:反螺纹(R-LH)或反向棍合块(KG)+输送螺纹+大导程或多头小导程螺纹。 5 均化(料量)段 A、螺杆组合 螺纹块导程渐变小或螺槽渐变小来实现增压,减少背压段长度,同时注意采用单头螺纹与宽螺棱螺纹来提高排料能力,避免冒料。 B、温度设定 以适当降低温度,但模头高温利于排料。 在熔融段温度基础上,适当降低温度,其原则:根据带光泽降度而定。 阅读原文可直接报名链塑网近期会议返回搜狐,查看更多 |




【本文地址】