| 聚四氟乙烯材料端面余弦曲线槽的车削 | 您所在的位置:网站首页 › 聚四氟乙烯棒sfbn-2 › 聚四氟乙烯材料端面余弦曲线槽的车削 |
聚四氟乙烯材料端面余弦曲线槽的车削
|
解决措施 (1)解决装夹引起的零件变形软自定心卡盘装夹方式会引起零件变形,那么采用过盈心轴的装夹方式进行试验,这也是加工聚四氟乙烯材料常用的装夹方式。过盈心轴装夹是利用零件内孔与心轴通过过盈配合产生的摩擦力来抗拒零件的切削力,从而实现车削。这样的装夹方式,由于夹紧力均匀分布在零件的内孔,因此不易引起零件发生变形。在试验过程中发现,虽然可以勉强加工,但是由于零件的端面槽为连续圆弧,切削阻力大,而内孔与心轴的接触面太小,摩擦力也小,极易引起零件在心轴上“打转”,切削过程极不稳定,造成废品率较高,因此过盈心轴装夹方式不适用。 (2)开缝套筒装夹方式的改进综合考虑以上因素,决定采用开缝套筒装夹外圆的方式。由于该装夹方式接近全包围零件外圆,夹紧力均匀分布在零件外圆上,因此不易造成零件变形。 常用的开缝套筒装夹方式如图2所示,在试验过程中发现,零件加工完成后出现零件外圆变小,厚度增大的现象。这是由于聚四氟乙烯材料弹性模量低,在夹紧力作用下材料发生冷流,无法恢复造成的。同时也说明常用的开缝套筒装夹无法控制夹紧力的大小,且容易过大。
图2 开缝套筒装夹 为了控制夹紧力,我们对原有的开缝套筒装夹方式进行了改进。制作新型开缝套筒,控制开缝套筒内径与零件外径过盈量在0.03~0.05mm, 将开缝套筒的长度改为10mm,配车台阶软自定心卡盘夹持,保证轴向定位精度,且开缝套筒可以重复使用。在开缝套筒内孔增加金属限位块(见图3),限制最大夹紧力。改进后进行验证加工,经检测,零件没有再发生装夹变形,证明改进后的装夹方式有效,克服了零件变形和聚四氟乙烯材料冷流现象。
图3 新型开缝套筒装夹 (3)余弦曲线端面槽的成形由于余弦曲线在数控车上使用尖刀加工无法实现,因此我们选用成形刀具实施加工。 1)刀具材料的选择及要求。聚四氟乙烯属于易切削材料,因此刀具材料选用高速钢即可满足切削需求。刀具切削部分的表面粗糙度是影响零件表面粗糙度的重要参数,至少要比零件的表面粗糙度提高一个等级,才能保证零件的表面粗糙度。由于零件的表面粗糙度值Ra要求为1.6μm,所以刀具的表面粗糙度值Ra≤0.8μm。成形刀具为2个余弦周期,且尺寸小,因此刀具后角不能干涉切削,引起余弦曲线不完整。 2)成形刀具的设计与制作。综合以上要求,成形刀具的设计如图4所示,主后角设计为20º,为了刀具安装时能够定位准确,设计了A、B两个对刀测量面,并平行于余弦曲线的中心线,刀具所有成形面表面粗糙度值Ra≤0.8μm。
图4 成形刀具 由于数控慢走丝线切割机床加工的表面粗糙度值Ra≤0.4μm,所以成形刀具采用数控慢走丝线切割机床加工,余弦函数方程y=0.5cos(0.885πx)采用Mastercam软件转化成图形,再把图形转换成实际坐标切割成形刀具,使用设备的上、下异形切割功能,切割刀具曲线轮廓的同时保证刀具后角。由于成形刀具刃磨前角会破坏原有余弦曲线的轮廓精度,所以刀具采用0º前角。 3)成形刀具的安装和使用。为了余弦曲线加工精确,成形刀具在安装时,前刀面必须与车床旋转中心高度一致,对刀测量面A和B与车床的轴线平行。具体的安装方法如图5所示,在机床导轨上架设一套磁性表架,将B面直线度校正在0.02㎜以内,即可保证刀具轴向位置;然后进行径向对刀(见图6),用刀具A面车一段外圆,保证尺寸φ(5±0.01)㎜,即φ(5±0.01)+φ(2×1)=φ(7±0.01)(㎜),保证刀具的径向位置。
图5 刀具安装
图6 径向对刀 (4)工艺要求及加工路径零件毛坯采用φ20mm的聚四氟乙烯棒,由于聚四氟乙烯材料的热膨胀系数大,所以温度的变化直接影响零件的尺寸精度,因为该零件车削余量较小,车削的时间也很短(以普通车床主轴转速980r/min,进给量0.025mm/ r计算,最长车削时间不超过16s),所以车削时的热变形量可以忽略不计。但是必须控制车削过程的环境温度,使环境温度的变化对尺寸的影响降至最小,因此在恒温厂房(20±2)℃内完成加工。具体的加工路径是:①自定心卡盘装夹棒料,钻孔φD+0.02 0至尺寸。车端面,车外圆φ(18±0.02)mm,取中间公差,即±0.01mm。②切断,对长度L,取中间公差,即(L±0.01)mm。③用手术刀片去除孔口毛刺。④采用新型开缝套筒装夹,车左端面槽,掉头装夹,再车右端面槽(见图7)。
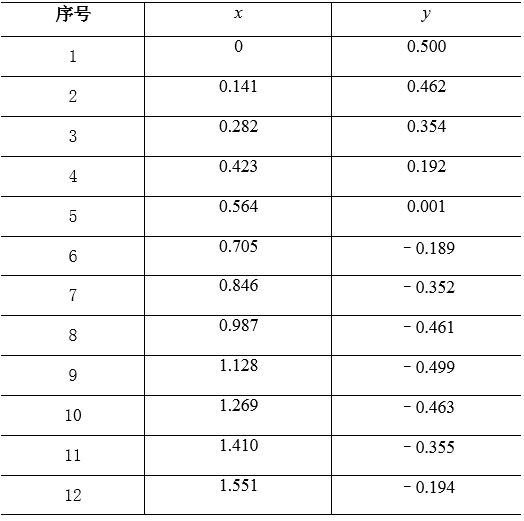
图7 车右端面槽 3 实施效果 为了更精确的测量余弦曲线槽的尺寸轮廓精度,将零件对中剖开后,用万能工具显微镜测量其坐标值(见图8),记录各坐标值(见表1),再经过计算,证明余弦曲线达到设计要求。
图8 零件检测 表1 余弦曲线槽实测坐标值
4 结语 通过装夹方式和成形刀具的改进与创新,顺利实现了端面余弦曲线槽的加工,零件加工质量得到有效保证。特别是改进装夹方式后,零件的夹紧力恒定可控,杜绝了冷流现象。刀具A、B面的设计,简化了对刀过程,同时还提高了刀具位置精度。 本文发表于《金属加工(冷加工)》2020年第10期第57~59页,作者:中国电子科技集团有限公司第三十八研究所 高磊、王建中,原标题:《聚四氟乙烯材料端面余弦曲线槽的车削》。返回搜狐,查看更多 |



【本文地址】