| 工程塑料管道粘接、焊接工艺 | 您所在的位置:网站首页 › 管道的焊接视频教程 › 工程塑料管道粘接、焊接工艺 |
工程塑料管道粘接、焊接工艺
|
—用细白布沾丙酮擦净粘接面的油污、尘沙、水渍。潮湿、难擦净的表面可用细砂纸轻轻打磨,然后再用丙酮擦净。 —对插入深度给以标记 —用鬃刷、刷子宽度为管径的1/2~1/3。先涂承口后涂插口,反复涂两遍,涂胶要迅速、正确 —刷胶后的管子插入承口内,水平轴线受力,不可弯曲,插入后转90度,再不能变动,应扶持1~2分钟,在静止至固化。管径≥4″应两人操作,同时擦去多余的粘接剂。 —静止固化时间依环境温度而不同 15~40度 静止时间≦30分钟 5~15度 静止时间≦1小时 -5~15度 静止时间≦2小时 -20~-5度 静止时间≦4小时 2.6.5操作场地通风良好,并有防火措施。 3、塑料管道的熔接: 由于塑料管本身的特点已广泛的用于工业领域,又由于粘接连接方法的缺点,比如强度低,而有的塑料比如PE材质,粘接性较差,而熔接则克服了粘接和螺纹连接的缺点,达到的强度均高于塑料管本身的强度和可靠的严密性。 3. 1塑料管道的热风焊工艺: 各种材质的塑料管几乎均可以热风焊,但由于其他更高质量的熔焊方法和专用设备的出现,又限制了它的使用,然而工程中的焊接位置很难100%使用专用设备,所以热风焊仍是不可缺少的熔焊方法。 —热风焊是由焊嘴喷出200~300度热风加热母材与焊条,使之粘稠,在外力的作用下,使母材和焊条连接形成焊缝。 —接头形式:一般分为对接、倒T型接(角接),搭接(承插连接)。 A. 对接:用于板材和管道连接,厚度>2mm时必须开坡口,厚度>5mm时可以双面焊, 效果更好。接口尺寸如图二: 图四:承插接口尺寸 ——焊接参数选定 a. 焊接温度:热风温度230~270度之间,技术熟练的工人温度高些,以提高生产率,但不 能使使塑料焦化或变色。 b. 焊条:材质应和母材相同,直径不宜过大,一般≤4mm,见下表: c. 喷嘴:直径应和焊条直径相匹配,直径过小,焊条受热不均,不充分。喷嘴直段长度应 >喷嘴内径的10倍,以防止热风扩散,使热量集中。 d. 焊接速度:以150~250mm/mm为宜,过快焊条和母材软化不充分焊不牢,过慢则温度 过高,塑料分解,颜色变黄,性能变脆,强度下降。 ——施焊方法: a. 先开压缩空气,再开电源开关,待5~10分钟后方可焊接。 b. 把焊条端部削成(热刀)30~45度斜坡,焊条垂直于焊缝坡口,相距50~80mm,焊嘴对 准焊条,焊件坡口作扇形运动,待焊条软化后,施以稳定的压力,把软化部分的焊条压入坡化了的坡口内形成一层焊缝,加热、施力、压入坡口的操作是连续的。待一根焊条用完时用热刀削成30~45度斜端,同法削另一根待用焊条,稍加热搭接处继续施焊。 c. 有关数据的把握:多层焊时,第一层用焊条直径宜小,一般2~2.5mm,焊嘴与母材的倾 角:母材厚度>5mm时为20~25度。母材厚度10~20mm时为30~45度,焊嘴距焊缝距离5~6mm,摆幅10mm,焊条与焊缝的夹角>90°<100°施力:2mm焊条=5N,3mm焊条=7N, 4mm焊条=10N。 d. 焊接缺陷、修补及试验 发现如下缺陷必须修补:裂纹、未熔合、夹渣。方法是借助热风,用刀具切去缺陷,形成600~800C坡口,重新补焊口。缺陷严重的,把焊口切掉,加套管用承插连接代之。塑料管道焊接后依设计不同要求做如下试验: 外观检查,电火花试验,气压或水压试验达到设计图纸要求。 —— 塑料管道热风焊设备:德国WTDOS热风焊设备可以得到质量优良的焊逢:见下图: 3.2 电熔连接工艺:电熔连接是用专用埋入电热丝的管件,接通电源后,电热丝产生能使管件内壁和管道表面熔化而连接的一种先进方法。 —— 一般规定: a.管道、管件材料外观检查,符合设计图纸规定。 b.管道、管件连接部位无油污、尘沙、水渍,可用丙酮细布擦净,并用刮刀刮除管道连接部位的外表面。 c. 经过培训合格的人员操作。 —— 电熔连接工艺: a. 电熔连接设备与电熔管件联接正确。连接通电加热电压和时间符合专用设备说明书的规定。 b. 连接冷却时间内,不得移动管道或施加外力。 c. 被连接的管材端部应垂直,接触紧密,还应标出插入的深度。完成连接的管道、管件轴线在一条轴上。 d. 干管连接时,应在下部管壁设置专用托架支架,并固定牢固。 —— 电熔连接专用设备见下图:杭州德瑞宝管道科技焊接设备适用于高质量要求的塑料管焊接。 —— 焊接实例:某制药有限公司热水1/2”~3”PB管电热焊接。
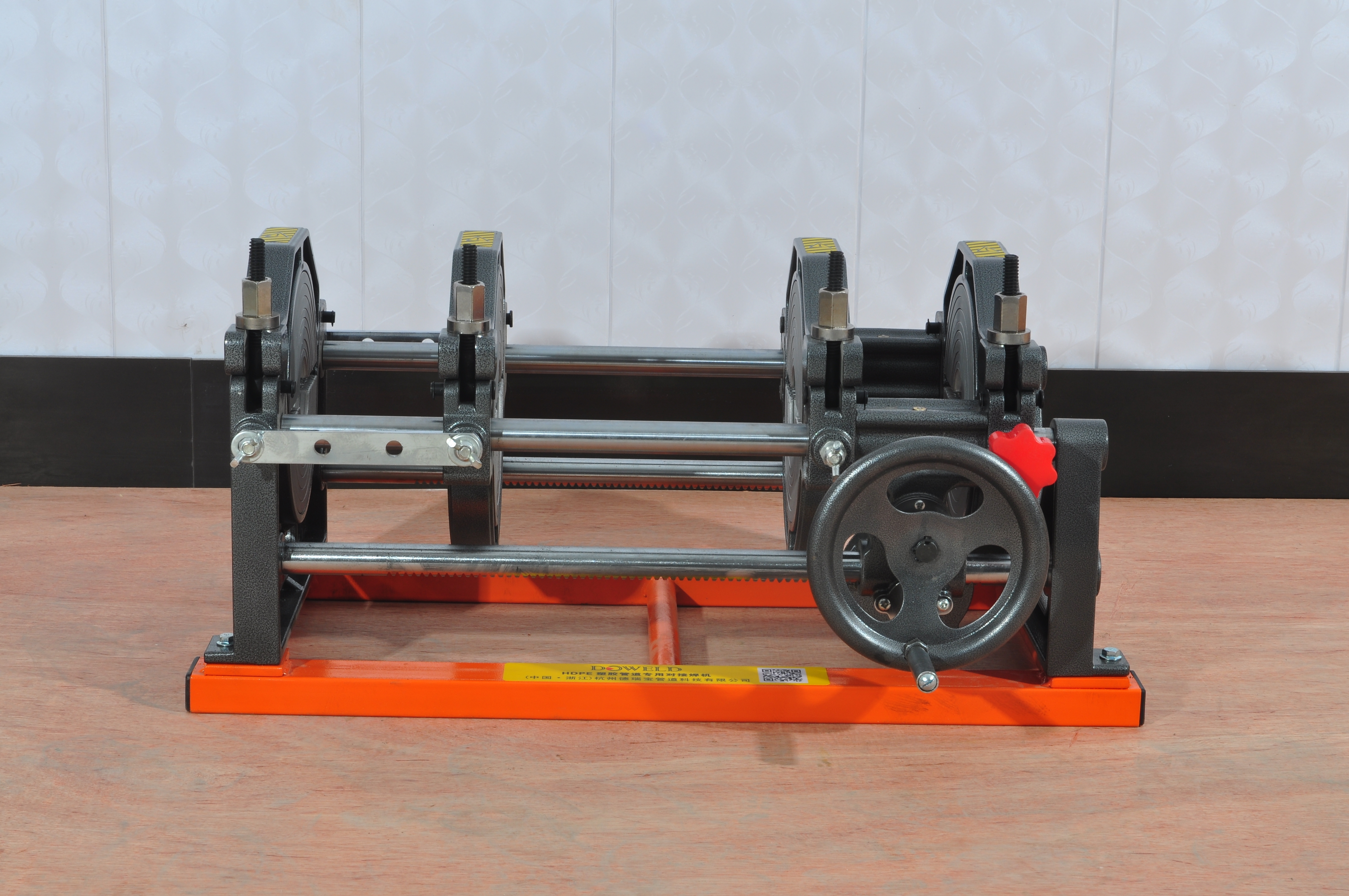
3.3 热熔连接工艺:热熔连接是借助加热板、加热棒、加热套等专用加热元件产生热能完成塑料管道、管件的对接,承插式连接和马鞍形连接(支管)的先进的塑料焊工艺。焊接质量高、速度快。可以进行手动、半自动、自动焊接。 3.3.1 手工加热板,管道对接设备见下图:加热板加热待连接的管端部,利用对中心工具,用手工施加压力,使接口部位产生均匀的突缘,待冷却后,完成连接。
3.3.2 半自动、自动加热板、加热棒、加热套的塑料管道对接,承插式连接和马鞍式连接。管道、管件的热熔连接。上述主要设备的简图介绍如下:内熔环清除范围为≧Φ190,深入管内深度max12m。
|
















 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】