| 端子压接标准(最新整理) | 您所在的位置:网站首页 › 端子压线标准为什么要呈喇叭状呢 › 端子压接标准(最新整理) |
端子压接标准(最新整理)
|
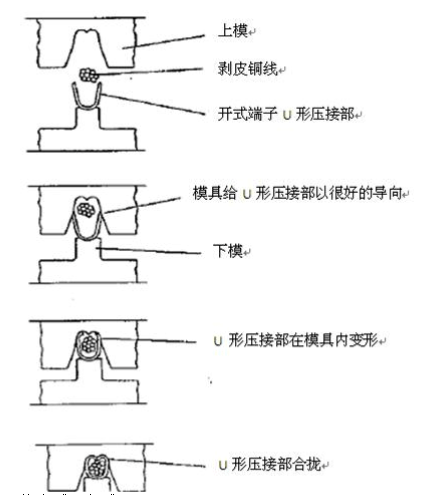
3.2 端子压着过程:
3.3 压接完成品标准: 3.3.1 外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1. 绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2. 绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。 3. 导体压接区应可见芯线(导体)伸出 ,但不能太大。 尺寸要求:0.2 ~1.0mm 4. 嵌合部不可变形,逆止卡爪不可变形。 5. 导体压着部,绝缘体压着部两压接片之间不可有间隙。 6. 钟形口)可以在导体压接片的两侧形成,也可以只在如图的这一侧形成钟形口轴向长度不可过小或过大。其尺寸取决于所压接的线材,可参考以下: 0.03 - 0.56 mm² (AWG 32-20) : 0.25±0.15mm 0.30 - 0.81 mm²(AWG 22-18) : 0.3±0.15mm 7. 尾料片应可见,但长度不可太大。 尺寸要求:max 0.5mm. 8. 端子上下弯曲不大于5° 9. 端子左右弯曲不大于3° 10. 端子扭曲不大于5° 3.4 导体压着截面分析: 3.4.1 压着截面切片的制作要求: 切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取。但同时,当导体压接区压接端子上设置有规则凸起时,应进行相应避开。为了获取较好的截面效果,应对切片截面进行研磨和蚀刻。 3.4.2 切片分析 1. 压接高度 一般端子厂家会提供具体产品所对应的压着高度。
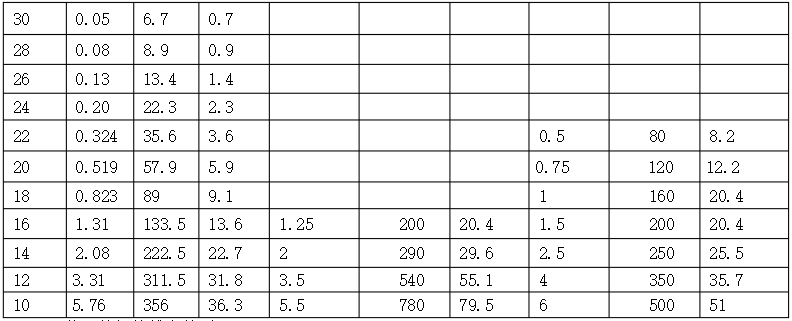
B. 端子生产厂家JST 相关端子标准(Table 2) *以下为UL1007线压着时参考值。 *抗拉力强度规格为导体压着区的抗拉力强度。
2. 压接宽度: 压接宽度尺寸一般由压接刀具来控制。 在生产控制中,一般测量控制用压接宽度来检查实际的压接宽度是否受控。 支撑角度:≤30° 支撑长度:≥0.1mm 最小间隙R:≥0.1倍端子材料厚度 毛刺高度:≥1倍端子材料厚度 毛刺宽度:≤0.75倍端子材料厚度 底边厚度:≥0.75倍端子材料厚度 压接后不可使端子产生裂纹 NG 压接应充分,不可存在间隙不良 NG 3.5 拉拔力标准: 3.5.1 导体压接部位压着力标准:
3.5.2 导体压着部拉拔力的测量: 如图在确保压着端子在去除了绝缘压接部位对拉拔力的影响后(可采用如图方法,亦或将 绝缘压着部的绝缘皮去除),如图以25mm/分钟的速度,进行拉拔力试验。 3.6 导体压着高度测量 3.6.1 测量位置的选取同截面切片位置的选取。 3.6.2 导体压着高度公差: 0.03-0.20mm²(AWG 32-24):±0.02mm 0.20-0.50mm²(AWG 24-20):±0.03mm 0.30-0.81mm²(AWG 22-18):±0.04mm 3.7 绝缘压接: 3.7.1 压接力验证 在不进行导体压接的情况下,在规定长度处如图进行动作,在一个周期内,压着不能有松动。 3.7.2 绝缘压接区截面分析: 良好的压接: 1. 压接应能确保端子至少能压住线材绝缘皮的1/2周长的长度。 2. 端子爪在压接后,应能够形成互相支撑,至少应保证两端子爪互相接触。 3. 端子爪可以刺入绝缘体但不可刺穿绝缘外皮接触到导体。返回搜狐,查看更多 |




【本文地址】