| 精益课堂(第八期)-标准工时的四大制定方法! | 您所在的位置:网站首页 › 秒表测定什么 › 精益课堂(第八期)-标准工时的四大制定方法! |
精益课堂(第八期)-标准工时的四大制定方法!
|
间接测时法: 此方法在没有任何实际生产的情况下,就能获得标准工时。特别适合新产品的规划。 3、预定工时法 优点:具体的方法有:MTM,MOST,MOD。它们最大的优点就是不需要实际生产。另外,预定工时法的分析结果可以作为一个改善的基准。比如,工程师在规划阶段分配了一个手腕动作的时间,但在具体实施的时候发现工人使用了一个手肘动作去完成。那么是不是现场的布局有问题,需要把物料放在手腕能够取的范围内呢? 缺点:必须对每个编码的起始点,结束点,包含动作了如指掌。否则很可能产生遗漏了某个工作导致预定工时分析出来的工时偏短。另外,如果长期使用预定工时法会导致疏离工厂现场,导致分析结果脱离实际。 建议使用场合:新产品导入阶段、量产阶段。注意根据不同的周期时间选择不同级别的编码,不建议高等级动作采用低等级编码分析。注意编码假设环境与现实环境是否相同。
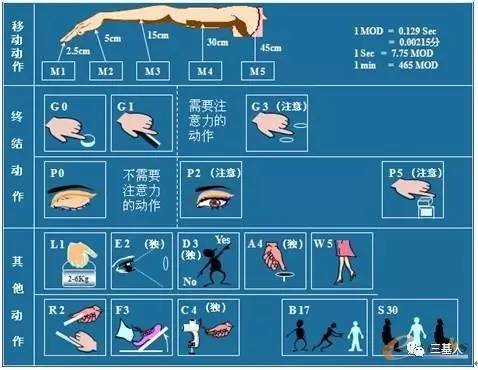
4、标准资料法 优点:能利用企业历史信息进行快速制定标准工时。并且由于是企业本身产生的历史数据,所以标准工时更加准确,同时,通过该历史数据中设定改善目标,也更加具备可实施性。 缺点:标准资料库的形成不是一朝一夕就能形成的,需要企业不断地从上述几种测量方法中总结提取,形成标准资料库。这个过程就像没有尽头的马拉松一样,因为总是有新产品出现,新工艺出现,需要不断的补充改善,岂是一般的企业能坚持的了的? 建议使用场合:新产品导入阶段、量产阶段。几乎可以运用所有的场合。注意历史数据所在环境与现在数据所在环境是否相同。 好了,上述四种方法的优劣相信各位IE也有所了解,快选择一个,去帮助企业建立工时系统吧!! 延伸:标准工时制定法 1、标准工时的定义 所谓的标准时间,就是指在正常条件下,一位受过训练的熟练工作者,以规定的作业方法和用具,完成一定的质和量的工作所需的时间。 标准时间的界定条件: ①.规定的环境条件下 ②.按照规定的作业方法 ③.使用规定的设备、治工具 ④.由受过训练的作业人员 ⑤.在不受外在不良影响的条件下 ⑥.达成一定的品质要求 2.标准工时的制定方法 直接观测法 即使用秒表(也叫码表)进行直接测量的方法,通常选择一般熟练员工在正常环境下作业,进行时间测量;秒表测量也有多种方法,可以选择使用多次测量,也可以选择连续测量;既定时间标准设定(Predetermined Time Standards, PTS)法 它是将构成工作单元的动作分解成若干个基本动作,对这些基本动作进行详细观测,然后做成基本动作的标准时间表。 1.模特法,即将人体的各种动作分解为21种基本的动作,制定标准工时的时候,将员工作业的动作分解成模特法中对应的动作,并根据对应动作相对应的时间来制定标准工时,模特法中最基本的动作单元时间为0.129秒,可以根据熟练度等条件不同而加以调整; 2.简明工作因素法(BWF:Brief Work Factor ),BWF也是将各种动作分解成基本动素,基本单位为BU,每个BU的时间为0.06秒,每个动素为5个BU,通过将员工动作分解为BWF中的基本动素,以制定标准工时。 其他方法 除了上述几种方法之外,还有MTM(预定动作时间标准法)、WF(工作因素法)等其他的标准工时制定方法。这是指理论上的方法,实际上制定标准工时的方法可以灵活运用,比如有新机种需要制定标准工时是,可以参考以往的相似机种来制定标准工时。
3.标准工时的计算 标准工时的计算公式: 标准时间=观测时间*评比系数*(1+宽放率)=正常时间*(1+宽放率) ①.观测时间:是实际观测得到的时间值的平均,而观测时间由于受到作业者熟练度、工作意愿、情绪等的影响,并能代表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必须要项的预备,这样才得到标准时间。 ②.评比系数: 评比是一种判断或评价的技术,目的是将实际的操作时间调整到平均工人的正常速度。 其中影响评比的因素包括: a)操作者的熟练程度 b)设备工具的完善度 c)操作者的教育程度 d)工作的困难度 以100%作为正常速度的基准,如果评价系数为1.1(即110%),代表比正常速度快10%左右,如果评价系数为0.6(即60%),由代表作业速度相当于正常速度的60%。 ③.宽放:宽放是指由于疲劳,生理需求,管理需求等不可避免的因素而给予标准工时制定调整的一个方法。 宽放率=(标准工时-实测工时)/实测工时*100% =管理宽放率+生理宽放率+疲劳宽放率 正常工时是人工操作单元工时(经过速度评比)+机器自动作业工时(不可作速度评比)的总和 宽放率主要是如下几个方面的总和: 1.生理宽放 一般取2%~5%。 2.疲劳宽放 一般取5%~20%; 3.管理宽放 一般取3%~10% 4.特殊宽放 电子制造业使用的宽放率一般取10% 4.标准工时的用途 1.效率管理 效率是对标准时间达成程度的指数,标准时间决定之后,管理人员必须在标准时间内完成作业。
2.设备能力 机器设备具有多少能力,必须依据标准时间作计算分析,以作为设备购置之依据,及采取适当之应变措施。 3.设备计划 透过标准工时及设备的产能,将整厂的设备作最佳的安排。 4.人员及负荷计算 生产计划拟定后,可依据标准时间计算所需之人工小时及所需人员,而且前机器设备具有多少能力,期负荷的情况都需依据标准时间来计算。 5.标准产能计算的依据 依照各产品的标准工时,将每天的工作时间来计算各产品的标准产能。 6.生产计划进度安排 依照标准工时来安排各产品的生产进度。 7.日程管理 制造部门依据标准时间计算出应生产的产品数量,安排人员设备的配置、日程计划、生产管制等工作,以达成要求的数量。 8.人机配合的计算 依据标准时间,方可适当安排人员及机器的配置,以减少人力的浪费。 9.生产线平衡的计算 生产在线各工作站若配置不当,会造成瓶颈及过多空闲时间而造成浪费,需在标准时间适当地安排工作。 10.人员计划 将标准工时所计算出的产能来安排工作人员,在将全厂的人员来排定计划。 11.工作方法的改善 将各单元的标准时间予以计算出来,作为改善的参考依据,同时可作为改善前后的比较。 12.作业指导训练的标准 在现场生产单位的作业指导训练中,标准工时是其各作业单元效率的依据。 13.工作绩效评估及奖金计算 实施奖工制度必须籍由标准时间来衡量工作绩效,才能公平合理计算奖金。 14.新产品的开发 新产品的开发,可依据旧有产品单元标准时间来预估所需要的成本。 15.人工成本计算 标准时间为直接人工成本计算的基本数据。 16.订定产品价格的参考 标准工时可将产品一部份的成本计算出来,再加上其他因素,可作为产品价格的参考。 5.产能的定义 产能:是指单位工作时间内的良品的产出数 工作时间:员工的实际的作业时间,由出勤时间减去相关活动产生的等待时间 良品产出数:生产现场的产出必须一定要是良品才能作为产能计算的依据 6.产能的计算 产能的计算公式: 产能=单位工作时间/周期时间 周期时间是指产出单位产品的时间间隔(瓶颈时间),单位工作时间是指出勤时间减去相关活动产生的等待时间返回搜狐,查看更多 |


【本文地址】