| 焊接位置的分类与术语图解 | 您所在的位置:网站首页 › 电焊的种类及区别 › 焊接位置的分类与术语图解 |
焊接位置的分类与术语图解
|
焊接位置的分类
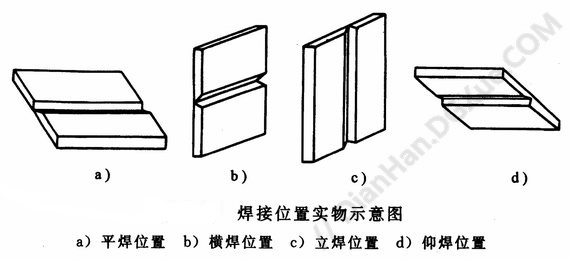
焊接位置基本分为四种,即平焊位置、横焊位置、立焊位置、仰焊位置,见上图。在其位置上进行的焊接分别称为平焊、横焊、立焊、仰焊。
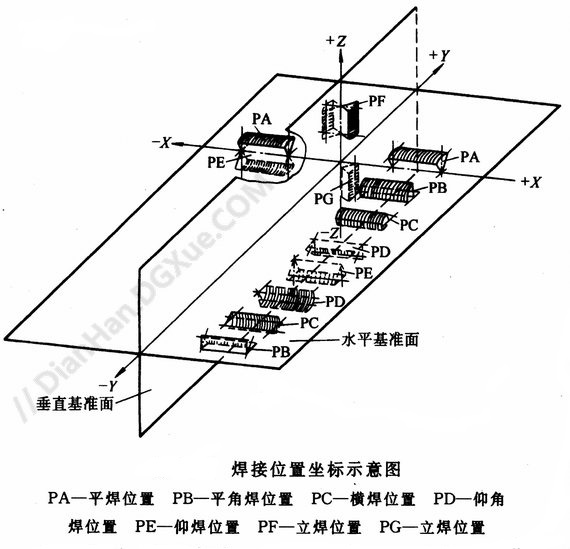
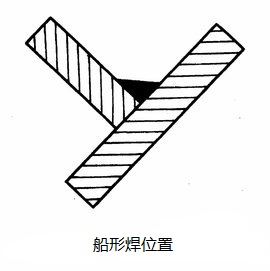
平焊位置:焊缝倾角0°,焊缝转角90°的焊接位置,见上图PA。 横焊位置:焊缝倾角0°,焊缝转角0°、180°的对接位置,见PB、PC。 立焊位置:焊缝倾角90°(立向上)、270°(立向下)的焊接位置,见图PD。 仰焊位置:对接焊缝倾角0°、180°;转角270°的焊接位置,见图PE、PF。 其它常用焊接位置术语为了更清楚地表达焊接位置(板板、管板、管管)及操作的特点,习惯上还有一些常用的焊接术语。 船形焊:T形接头、十字形接头和角接接头处于平位置进行的焊接,如下图。
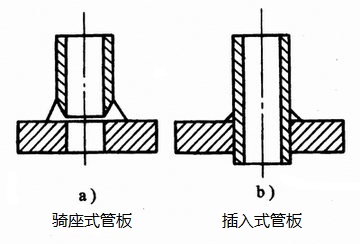
向下立焊和向上立焊:立焊时,热源自下向上进行焊接,称为向上立焊;若热源由上向下进行焊接,则称为向下立焊。 管板的焊接位置:管板角焊缝焊接通常分为三类:垂直俯位、垂直仰位、水平固定。按其接头种类又可分为插入式管板角焊缝和骑座式管板角焊缝,如下图:
|
【本文地址】
公司简介
联系我们
| 今日新闻 |
| 推荐新闻 |
| 专题文章 |