| 【光伏科普】一文通PECVD工序工艺 | 您所在的位置:网站首页 › 电池加热膜的作用与用途 › 【光伏科普】一文通PECVD工序工艺 |
【光伏科普】一文通PECVD工序工艺
|
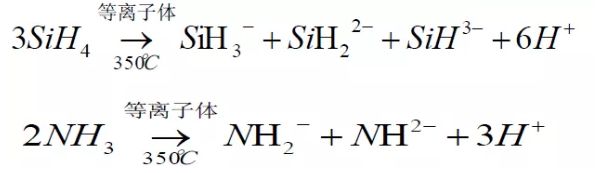
2、等离子体 所谓等离子体,是指气体在一定条件下受到高能激发,发生电离,部分外层电子脱离原子核,形成电子、正离子和中性粒子混合组成的一种形态,这种形态就称为等离子态。
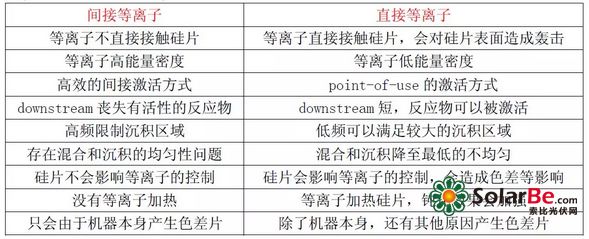
等离子体在化学气相沉积中有如下作用: (1).将反应物中的气体分子激活成活性离子,降低反应所需的温度; (2).加速反应物在基片表面的扩散作用(表面迁移作用),提高成膜速度; (3).对于基体表面及膜层表面具有溅射清洗作用,溅射掉那些结合不牢的粒子,从而加强了形成的薄膜和基片的附着力; (4).由于反应物中的原子、分子、离子和电子之间的碰撞、散射作用,使形成的薄膜厚度均匀 3、镀膜的方式分类 间接等离子:等离子没有直接和硅片接触,基片不接触激发电极( Roth&Rau) 直接等离子:等离子直接接触硅片,基片位于一个电极上,直接接触等离子体( Centrotherm 、岛津)
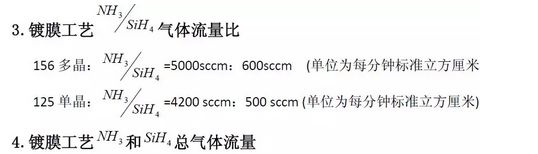
四、影响镀膜效果的主要参数 影响镀膜效果主要的机器本身工艺参数有: (1).镀膜工艺时候真空压力 (2).镀膜工艺温度 (3).镀膜工艺 气体流量比 (4).镀膜工艺 总气体流量 (5).射频功率以及脉冲开关时间 (6).等离子体的沉积方向 由于管式PECVD 是直接镀膜过程,镀膜效果会受到很多外界因素的干扰, 并且这些干扰对膜的质量产生很严重的影响; (1).石墨舟本身的使用状况 (2).硅片表面形貌的差异 管式PECVD 镀膜的各工艺参数具体控制范围 1.镀膜工艺时候真空压力 真空压力对镀膜速率而言很重要,是成膜较为关键的因素,目前在尚德镀膜 工艺保持稳定的情况下,管式PECVD 的真空压力为; 156 多晶:1700 mTorr ,大约相当于226.65 Pa。 125 单晶:1700 mTorr ,大约相当于226.65 Pa。 2.镀膜工艺温度 管式PECVD 工艺时温度为430℃--450℃
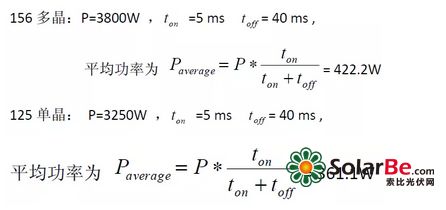
5.射频功率以及脉冲开关时间 射频功率也是影响镀膜成膜的较重要的因素,也是优化工艺时必须考虑的因素,目前射频功率新工艺射频功率为;
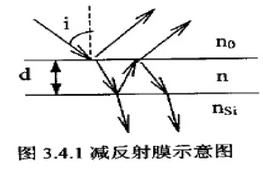
6.等离子体的沉积方向 插片时硅片载体被工艺点固定,在硅片和石墨舟片接触很紧密的情况下(即硅片本身不弯曲,插片不翘起),等离子基本上是垂直撞击到硅片表面。 PECVD 膜的作用、简述膜的特性 1、氮化硅膜的减反原理 光照射在硅片表面时,反射会使光损失约三分之一。如果在硅表面有一层或 多层合适的薄膜,利用薄膜干涉原理,可以使光的反射大为减少,这种膜称为太 阳电池的减反射膜(ARC,antireflection coating)。 照射到硅片上的光因为反射不能全部被硅吸收。反射百分率的大小取决于硅 和外界透明介质的折射率。垂直入射时,硅片表面的反射率R 为:
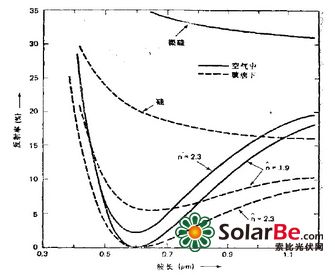
在真空或大气中,如果硅表面没有减反射膜,长波范围(1.1μ m)入射光损失 总量的34%,短波范围(0.4 μ m)为54%。即使在硅表面制作了绒面,由于入射光产生多次反射而增加了吸收,但也有约14%以上的反射损失。
如果在硅的表面制备一层透明的介质膜,由于介质膜的两个界面上的反射光 相互干涉,可以在很宽的波长范围内降低反射率。此时反射率由下式给出:
式中, r1、r2 分别是外界介质一膜和膜一硅界面上的菲涅尔反射系数;△为 膜层厚度引起的相位角。它们可分别表示为:
其中,n0, n 和ns:分别为外界介质、膜层和硅的折射率,λ 0 是入射光的 波长,d 是膜层的厚度。 当波 长 为λ 0 的光垂直入射时,如果当nd= λ 0 /4 ,则由式
为了使反射损失减到最小,即希望Rλ 0 =0, 应有:
硅的折射率nsi=3.9,n0=1 :
从裸露的硅表面和从覆盖有折射率为1.9 和2.3 的减反射膜的硅表面反射 的正常入射光的百分比与波长的关系:
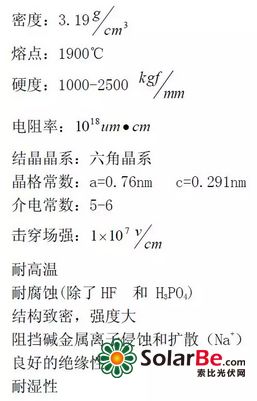
2、氮化硅膜的钝化效果 PECVD 沉积SixNy 薄膜有一定程度的表面损伤,同时薄膜中有较高含量的氢, 容易和空位形成氢一空位对{V. H}+。空位还能增强氢的扩散,使氢与缺陷及晶 界处的悬挂键结合,从而减少界面态密度和复合中心。正电荷{V. H}+也改善了 SixNy/Si 的界面状态。很多文献资料显示,有效少数载流子寿命和SixNy 膜中 的氢含量由一定的关系。多数情况下,氢含量较高,少子寿命也较大。但沉积温度改变时有所不同,可能是温度的升高更有利于粒子的运动,使SixNy 膜中更多的氢溢出,到达界面或进入硅中,消除悬挂键的活性,从而获得更高的少子寿命。 这样,薄膜中的氢含量有可能降低。 合适条件的后退火能够进一步增强氢和氢一空位对{V. H}+的扩散,从而降 低表面复合速率,获得更好的钝化效果。但是退火温度过高时,SixNy 膜和硅中的氢都会向外扩散溢出,使氢含量迅速减少,少子寿命急剧下降,钝化效果消失。 PECVD 沉积氮化硅膜后,单晶硅少子寿命的提高主要是因为好的表面钝化。 对于多晶硅和其他低质量的硅片(如硅带),因为体内具有大量的空位、缺陷和晶界等,除了表面钝化效果。因此,低质量硅片的氢钝化效果更明显。 3、氮化硅膜的抗干扰效果 氮化规的主要性质是对 H O 2 、O、Na、Al、Ga、In 等都具有极强的扩散阻 挡能力,使它成为一种较理想的保护电池的材料。 4、膜的特性
5、氮化硅颜色与厚度对照表:
管P常见的异常情况 边缘水纹
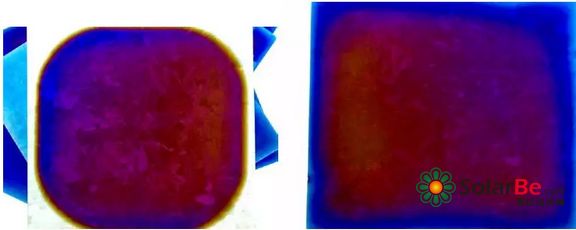
原因:因2#HF槽吹干效果不佳,导致正面边缘生产洛合物,再加上碱洗不干净最终导致边缘水纹; 解决:改善2#槽吹干效果,将碱槽浓度加大 2.红片 原因:(1).沉积时间过短; (2).减薄量过低; (3).石墨舟使用次数过多 (4).石墨舟预处理效果不佳 解决:(1).根据实际情况调整镀膜时间; (2).根据已镀膜完片子的情况,结合对应的减薄量,实时调整镀膜时间; (3).检查操作记录,确认舟已使用多少次,如果使用次数过多就要求员工将石墨舟作刻蚀处理 (4).对该石墨舟尽早做刻蚀处理 3.淡蓝 原因:(1).沉积时间过长; (2).减薄量过高; 解决:(1). 根据实际情况调整镀膜时间; (2).根据已镀膜完片子的情况,结合对应的减薄量,实时调整镀膜时间; 4.镀膜呈彩虹状 原因:弯曲片; 解决:对于弯曲片,因Centrotherm工艺原理所限,没有办法,所以弯曲片只能在平板机器上做; 5.石墨舟掉片子,如下图所示:
原因:员工上料不牢,在机内碎片; 解决:掉了一片,就导致了上面两片异常片,对于右边这片肯定是要返工的;而左边这片,图中所看到的是硅片的背面,而它的正面是好的,所以员工常会将这样的片子留下面,下面是这种片子的电性能:
从上面的数据中可以看出,这样的片子肯定是Jo片,所以这种片子也是一定要返工的; 6.异常色差,如下图所示:
原因:制绒槽的风刀堵住所致; 解决:更换风刀; 7.边缘色斑印, 如下图所示,镀膜后该区域依然较明显:
原因:(1).清洗间出来的片子吹不干; (2).石英舟不干净; 解决:(1).检查到底是什么原因导致,是酸洗不脱水还是风刀吹不干导致,视实际情况解决; (2).从上图可以看出,边缘的色斑形状规则,是石英舟的支撑杆处出现的,须跟踪是哪个石英舟导致,将该石英舟停用作清洗; 8.工艺圆点大 原因:石墨舟的固定点磨损过深导致 解决:让设备人员将石墨舟拆洗,更换石墨片; 平板部分 9.Roth&Rau的可控参数 (1). 压强0.2mbar~0.3mbar 温度350℃~400℃ 微波功率2800W~3600W SiH4(0sccm~2000sccm)和NH3(0sccm~2000sccm),SiH4和NH3总气流量控制在2000sccm,而NH3和SiH4的比率控制在2.9~3.6; 带速150cm/min~170 cm/min 上面这些参数是常规调整参数,可对单框整体的膜厚和折射率进行控制; (2).进料腔的加热时间,进料腔和出料腔冲NH3的时间和流量,进料腔、预热腔和工艺腔的加热器的输出功率,微波发生器的开关时间(基本没修改过); 第二组这些参数主要是调整温度、压强和等离子体浓度的均匀性; 10.膜厚与折射率不匹配 原因:(1).工艺腔压强异常; (2).总气流和气流比率超出界限; (3).工艺腔严重漏气(具体参看15) ; 解决:(1).检查工艺参数,是否被在线修改,工艺腔的压强基本都是0.25mbar,不能过低,比如不能小于0.2mbar,如果压强过低的话,膜的折射率会很小1.8~1.9,且膜厚反而会偏厚;压强为0.1mbar时,电性能如下:
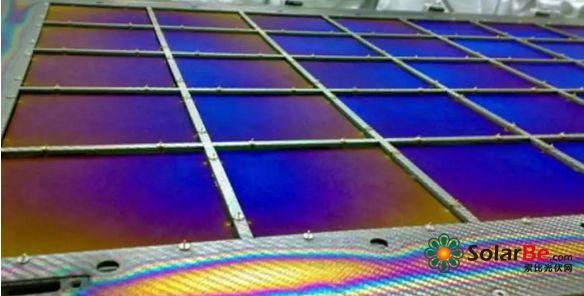
(2).也需检查工艺参数是否被修改, 11.石墨框有一边边缘或一道出现发红现象(沿进框方向) 原因:(1).石英管的使用时间 (2).工艺腔内掉片 (3).石英管因其它原因导致其表面残留的氮化硅厚度不均,从而导致微波受到削减 (4).特气气孔堵塞 (5).实际微波功率偏低 解决:(1).如果是石英管已用时间过长,督促尽早更换石英管 (2).开腔将碎片去除 (3).更换石英管 (4).这种情况较难发现,所以只能督促设备人员在维护时,清理干净,用直径1mm左右的器具将气孔清理; (5).如(3).中说的,并不一定是微波功率本身偏低,但可以调整其解决已有的问题,如果是左边偏红的话,可以适当提高右边微波的功率; 12.机器导致掉片 原因:(1).如果是机器内部掉片,内部压强差异导致的可能性更大, (2).机器外部掉片,则原因主要是传输带不平整导致 (3).石墨框的钩子和档针变形也会导致 (4).员工放片不到位也会导致 措施:(1).检查各腔体单周期内的压强变化趋势,特别是四个腔门在开关前后的压强变化 (2).让设备人员排除传输带问题 (3).跟踪确切是哪个框在特定位置掉片,将其停用; (4).要求员工进框前,轻敲石墨框检查一下; 13.沿进框方向出现单框最前面2~3排或最后面2~3排整体发红,如下图所示; 原因:因预热腔或冷却腔传动速度出现异常,和工艺腔匹配出现问题;
解决:让设备人员将设备软件重新运行后即可解决;(属于软件问题) 14.单框五道之间出现严重色差; 原因:工艺腔与外部连通,出现轻微漏气; 解决:开腔后会发现膜较厚的那道对应的工艺腔的腔壁处也会有发白物质,更换石英管; 也可以在电脑操作界面上确认各个腔体的漏气情况,先将要确认的腔体抽成真空,然后将其处于待机状态,察看压强升高的速度,标准是 |









【本文地址】