| 【干货】电气安装工艺控制标准图文大全 | 您所在的位置:网站首页 › 电子围栏安装图解大全 › 【干货】电气安装工艺控制标准图文大全 |
【干货】电气安装工艺控制标准图文大全
|
1.2.1 盘、台底座连接接地地网、盘、台接地采用接地箱单点接地 盘柜接地
1.2.2 盘、台立好盘后,必须包好防止盘内进灰尘,运行中烧坏卡件。 主控电子柜
电子设备配电柜
6KV手车式开关柜
汽水分析站人工取样盘
二、电缆桥架施工工艺控制标准 2.1 根据设计院图纸、电缆敷设清册及现场情况确定电缆桥架的路径、位置、层数、规格。 电缆桥架安装工艺
2.2 支吊架一般直接焊在预埋件上,无预埋铁可用膨胀螺栓固定。在钢结构上可直接焊接固定,安装好后应对焊接部位补刷油漆。电缆支架应有明显接地且接地良好。 支吊架焊在预埋件
支吊架用膨胀螺栓固定
支吊架在钢结构直接焊接固定
2.3 电缆支托架固定螺栓穿向应统一、横平竖直,同一层的托臂在同一水平面,其高低差不超过±5mm。 电缆支架各层之间的距离
三、电缆敷设及接线施工工艺控制标准 3.1 电缆预埋管埋设 3.1.1 采购国标镀锌钢管,压制弯头时采用专用液压弯管机,保证电缆预埋管弯管质量。 3.1.2 在电缆沟道模板安装前完成电缆预埋管埋设施工,避免因电缆沟道凿孔埋管影响土建施工质量。 电缆预埋管埋设施工
3.1.3 电缆预埋管埋设除了按图施工,还应考虑设备接线的实际位置,使电缆预埋管埋设一次到位,避免因埋管位置偏差影响电缆引上线的美观。 整齐美观的电缆预埋管
3.1.4 电缆预埋管埋设高度应基本一致,垂直度偏差≤2mm;除了同一位置电缆预埋管要求成排布置外,同一行和列的电缆预埋管埋设也要求成排布置,整齐规范。可以通过连通管或水平尺保证管口高度一致,采用拉线方法保证电缆预埋管行和列成排埋设。 整齐美观的电缆管
3.2 电缆敷设 3.2.1 电缆敷设前进行电缆走向的总体策划,电缆敷设应按设计路线,同一路径的电缆统一敷设,最好能绘出走向断面图,即通过某一点有多少电缆通过。同一通道内的电缆应避免交叉。 电缆敷设工艺
3.2.2 根据规程规范高低电力电缆,强电、弱电控制电缆按由上而下配置。 3.2.3 电缆敷设区域的温度不应高于电缆的允许长期工作温度。电缆与管道保温层外表面平行敷设时其间距大于500 mm,交叉时应大于200 mm,无法达到时,应采取隔热保护措施。 3.2.4 电缆从电缆架引出采用开孔器开孔,安装电缆管烧焊固定,用阻燃软管接头连接。不用软管接头,保护管端用热塑管热塑。 电缆从电缆架引出
3.2.5 电缆敷设施工过程中先临时绑扎,等同一路径的电缆敷设完毕后再作统一整理固定使其整齐美观,电缆牌不应夹在电缆中,应扎牢并排列在电缆外侧。 电缆敷设整齐挂牌美观
3.2.6 电缆绑扎固定采用绑扎带编织和夹件压接(即加工专用的电缆成排热镀锌固定夹和定购钩型螺丝,用以固定电缆)相结合的方法,使电缆成排分层布置,横平竖直,整齐美观。 电缆绑扎固定采用绑扎带编织
电缆绑扎固定采用夹件压接
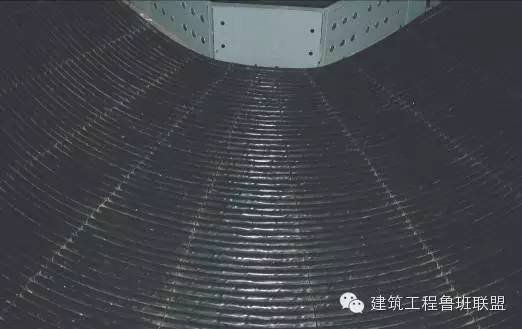
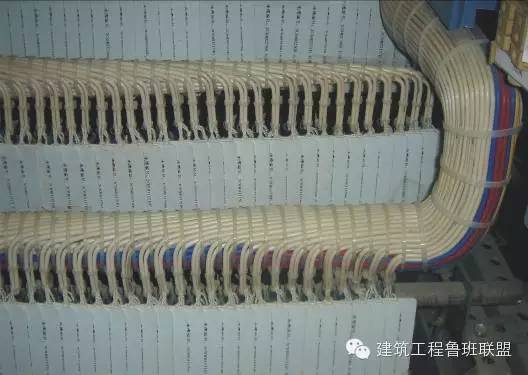
3.2.7 对于控制电缆间的电缆,按上述要求外,在电缆引上线至控制盘底应整理成圆束,弯曲圆滑,弯曲半径一致且符合规范要求,对于柜盘下引上线较多的,可在电缆夹层间,增加垂直电缆桥架,使电缆引上线排列更整齐美观。 控制电缆敷设工艺
3.2.8 搬运电缆时,不应使电缆松散,电缆盘应按电缆盘上箭头所指示方向滚动。 3.2.9 在下列地方应将电缆加以固定: 3.2.9.1 垂直敷设或超过45°倾斜敷设的电缆在每个支架上,桥架每隔2m处。 垂直敷设的电缆固定
3.2.9.2 水平敷设的电缆,在电缆首末端、转弯及电缆接头的两端处。 水平敷设电缆固定
3.2.10机械敷设电缆的速度≤15m/min,牵引强度不大于7kg/mm2,严防电缆受机械损伤。 3.3电缆接线 3.3.1电缆敷设后两端制作电缆头,用塑料带缠紧,然后使用热缩管热缩,铠装电缆,其钢带要用包箍扎紧。 电缆头制作工艺
3.3.2 屏蔽电缆、导线、补偿导线的屏蔽层均应按设计或厂家要求接地。 3.3.3 引入盘、柜的电缆应排列整齐,编号清晰,并固定牢固。 屏蔽接地工艺
电缆固定采用分层方式
电缆固定、电缆头制作及电缆牌挂设
盘柜内绑扎横档,两层电缆头之间 均匀、整齐、美观
电缆标识牌的制作及挂设
3.3.4 控制电缆头制作长短一致,铠装电缆在进入盘、柜后,钢带接地。 电缆钢带接地
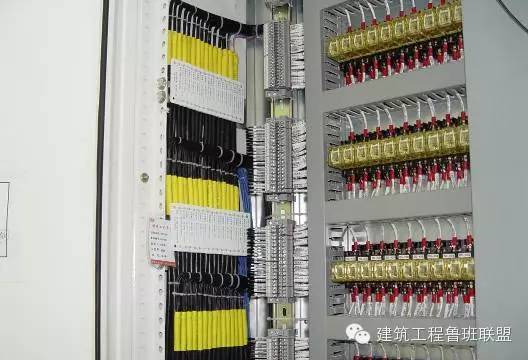
3.3.5 控制电缆做头后,电缆芯线拉直,排列整齐,绑扎距均匀,间距为100~120 mm,应按垂直或水平有规律地配置,备用芯长度应留有适当余量,二次接线线芯弯曲弧度一致,接线胶头长短一致。多股线芯压线鼻子,线头露出鼻子0.6~1 mm。 电缆芯线拉直,排列整齐
3.3.6 挑选接线工艺好的接线工负责工程的接线施工,施工前对接线工进行区域分工和技术交底,使接线施工在工艺风格上一致。特别注意控制楼盘柜内的电缆接线工艺,安排技术一流的接线工负责该部分接线工作。 3.3.7 电缆线芯连接牢固,并预留有足够备用长度,线芯弯曲弧度整齐一直,电缆备用芯统一预留至端子最高处。电缆芯引上部分成排布置,绑扎带整齐均匀。 线芯弯曲弧度整齐一致
3.3.8 电缆线芯胶套头编号用电缆胶头专用打印机打制,长度和套入方向一致。 电缆胶头专用打印机
电缆胶头安装工艺
3.3.9 电缆牌打印要用专用打印机。 电缆牌专用打印机
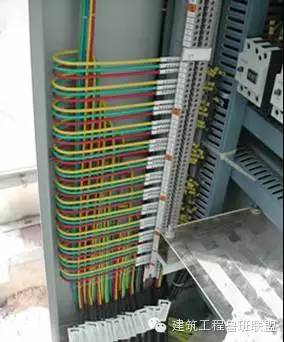
3.3.10 电缆接地线统一引接,编织成辫子状,压接接线鼻子连接在接地铜条上。 电缆接地工艺
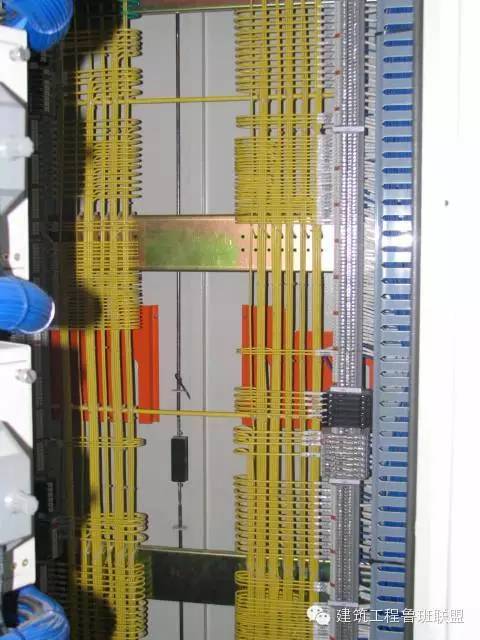
盘柜内同一走向电缆线芯应绑扎成一圆把,经绑扎后的线束及分线束应做到横平、竖直、走向合理,整齐、美观
热缩套管颜色应统一
四、架空线及设备跳线施工工艺控制标准 4.1 架空线及设备跳线架设施工中首先要做好放样测量工作,同一档或同一列的架空线或设备跳线同时统一放样,设备跳线放样采用“本线模拟法”。由同一有经验的架线工采用驰度板观测法测弧垂是否统一并在设计范围内,同时要考虑季节和温度因素。三相钢芯线拉好后统一观测。 三相母线的驰度整齐划一规范美观
4.2 同一档或同一列的架空线及设备跳线所用的导线应尽量同时统一下料或在同一环境温度下下料,下料时还应考虑到金具的尺寸及金具压接后尺寸的变化。 4.3 导线压接由同一组有压接经验并持证的压接工施压,在正式压接前按规程做好压接试件,在试件通过拉力试验合格后才可以实施正式压接施工。在压接试件过程中还要记录好导线压接后金具和导线尺寸的微小变化情况,并在下料时考虑这些尺寸变化。另外,在施工过程中使用同一压接机具和保持同一种压接方法。 金具与导线连接
4.4 设备跳线要避免生硬弯曲,弯曲部位要滑顺,跳接导线特别是T接导线没有明显受力过大现象,呈悬链状,自然顺畅。 跳接导线特呈悬链状,弯曲部位滑顺自然顺畅
4.5 架空线不得有扭结、松股、断股及其它明显的损伤或严重腐蚀等现象,金具表面无裂纹、伤痕、砂眼、锈蚀、滑扣等缺陷,镀锌层完好无脱落,同一档母线驰度及引下线垂直度一致。 4.6 在施工场地上铺上一层彩条布以保护导线不受损伤及保持导线的洁净。 架空线安装工艺
五、电力变压器安装工艺控制标准 5.1 基础轨道水平误差 |











































【本文地址】