| 材料人必看:LDS工艺全解 | 您所在的位置:网站首页 › 激光是怎么做出来的原理 › 材料人必看:LDS工艺全解 |
材料人必看:LDS工艺全解
|
绝缘性; 不是催化性活性剂; 可以均匀的分散在塑料基体中: 激光照射后能释放出金属离子; 耐高温; 耐化学性; 低毒; 无溢出,无迁移。 二、LDS专用料的制备 二、LDS专用料的制备
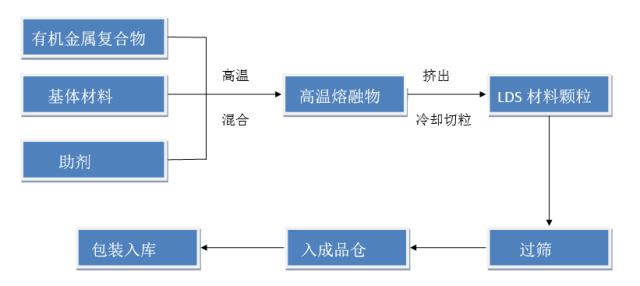
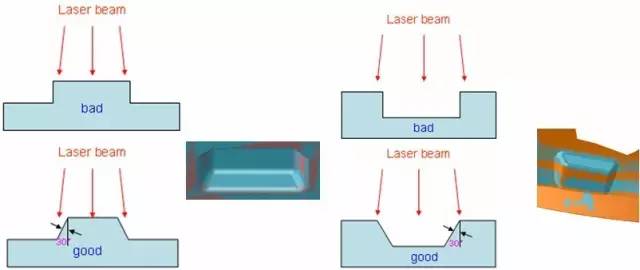
图二:LDS专用料的制备流程,由广东中塑新材料有限公司 提供 三、开模与注塑 三、开模与注塑 模厂根据终端客户的需求和LDS专用料的要求开模和注塑。 1、开模注塑工艺设计可能会给LDS过程中带来的影响 ①镭射区域不能设计垂直面,要适当的设计斜坡,斜坡与垂直线的角度应大于等于30°以上。(如图三)
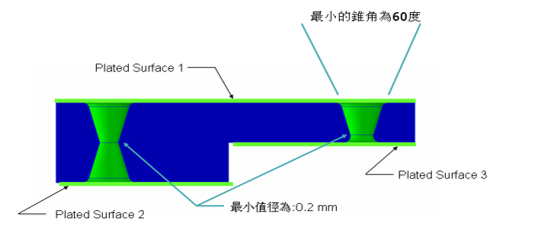
图三:镭射区域设计斜坡与垂直线30°以上 ②镭射区应尽量避开分模线,以免后续给镭射工艺带来断线的致命影响。 ③分模线的高度上限不能超过0.05mm。 ④导通孔应该设计为锥角,锥角角度应为大于等于60°的角度,导通孔 的最小直径应为0.2mm,孔边可倒半径为0.15mm的圆角。(图四) ⑤塑胶素材表面不应做抛光处理,粗糙度为Rz5-10um,符合LDS制程要求。 ⑥塑胶成品素材尺寸公差要求不能超过0.02mm平整度一致度要求要高。
图四 如按照客户需求,提供中塑新材料有限公司 的PC基材,型号为7015-LMT的白色LDS材料。需要注塑成型前材料在120℃的温度下,烘烤4-5个小时来确保材料干燥充分,也更能保证注塑成型的顺利进行。模温控制在100-120℃,注塑温度控制在250-310℃的范围内。注意在注塑成型过程中,不可添加水口料。 四、LDS镭雕 四、LDS镭雕 注塑成型后的素材到镭雕线完成镭雕过程;
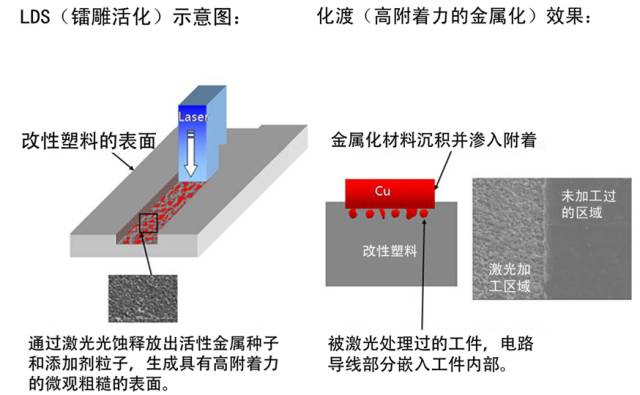
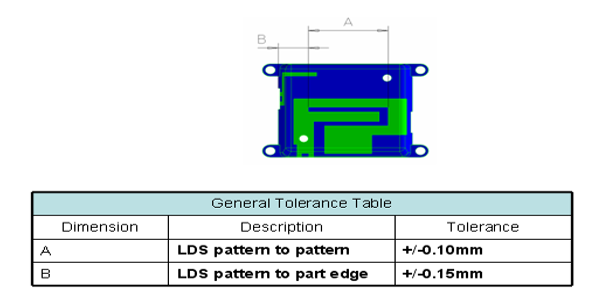
图五:LDS材料镭雕,化镀示意图 1、导电线路设计须知 ①尽可能的将线路设计在同一个面,曲面平面不受限制,拿一个长方体素材来说,拐角相连的线路非常影响LDS生产效率,若能改为在两条对边上就可以提高生产效率,尤其是较大机壳。 ②镭射线路最细可设计为0.2mm左右。 ③线路之间的间距最小0.5mm左右,防止后续化镀过程中产生溢镀而造成线路短路。 ④线路边到塑胶壳边的距离为最小0.1mm左右。 ⑤线路边到塑胶壳墙体边的距离为1-2mm左右,(防止镭射过程中因金属粉尘溅到壁上而产生溢镀),如示意图: ⑥平坦面相对曲面镭射可能会给化镀厚度及粘附力带来不同的影响,平坦面镭射效果比曲面效果好。 2、LDS过程应注意事项 ①首先确认要导入镭雕设备LDS STP文件中的3D线路应为零厚度的。 ②导入图案后先验证夹具的稳定性。 ③调试过程中不能轻易修改设计好的线路,只要改动0.1mm都有可能会给后面的RF性能测试带来影响。 ④参数的设置也很重要,能量与激光运行速度、频率设置的合理性以及显微镜下观察镭射后的表层不能有烧焦和能量不足带来的外观不良,这将会给后面化镀带来严重的影响,也将直接影响性能测试。继续以 中塑新材料有限公司的LDS PC 7015-LMT白色材料为例,材料要求镭雕参数能量在5-12W,速度为2-4m/s,频率为40-100KHz。 ⑤当一个产品要用多个POS才能完成时,首先应考虑夹具旋转的角度,在程序里应设置为角度是从小到大或从大到小依次旋转,来节省加工时间提供生产效率。 ⑥从设备光学Z轴与机械Z轴综合考虑多个POS机械Z轴值,尽量控制机械Z轴的运动最小范围。 ⑦Hatch线的宽度在镭射效果允许的情况下尽可能的设置宽一点,(一般设置在0.03-0.05mm)以减少加工时间,提高生产效率。 ⑧复杂的产品需要2个工作台才能完成的,尽量考虑将两边的加工图案分布均匀,合理安排镭射与拆装产品时间,做到人与机器在时间上互不相等,从而提高生产效率。 ⑨LDS尺寸公差,一般情况,线路与线路之间为±0.1mm,线路到塑胶壳边缘为±0.15mm。(如图六)
图六 五、化学镀金属 五、化学镀金属 已镭雕完成的素材到化镀线完成化镀过程; 1、化镀前LDS产品储存要求 ①镭雕好的产品应放置于湿度 |
【本文地址】