| 塑胶模具型腔布局 | 您所在的位置:网站首页 › 注塑模具分型线是什么意思啊 › 塑胶模具型腔布局 |
塑胶模具型腔布局
|
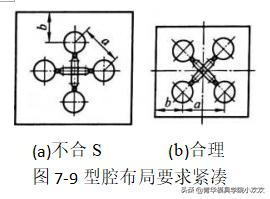
(2)成型零件尺寸最小原则 的外形大小就不会一样,如图7-9所示,图(a)所示布局不合理,图(b)所示布局合理。
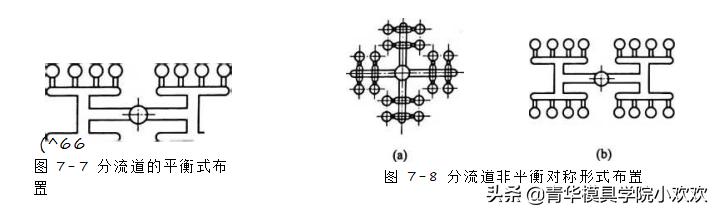
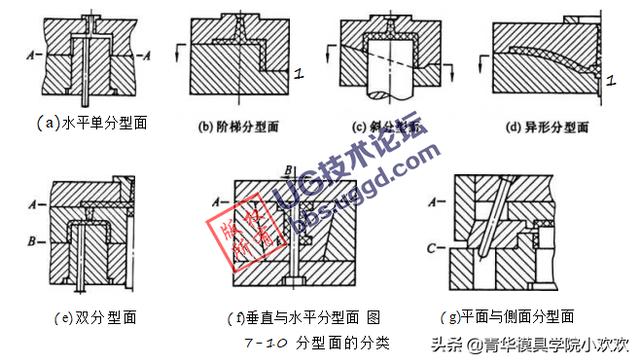
(3)分流道最短原则 分流道设计越短越好,减小压力损失、减小凝料浪费、有利于排气。 (4)便于加工制造原则 多型腔的中心距布局应是整数,不能为小数,考虑便于加工测量。模具的设计基准最好与制品的设计基准。 7.5动、定模的分型面 从模具中取出塑件及浇注系统凝料的可分离的接触表面称为分型面。开模时,浇注系统 凝料有时可以和塑件一起取出,有时需要单独取出,因此,一副模具根据需要可能有一个或 两个分型面,分型面的方向可以与开模方向垂直、平行或倾斜等。分型面的形式和位置选择 是否恰当,设计是否合理,将直接关系到模具结构的复杂程度,还对制品的成型质量和生产 操作等产生影响。 7.5.1分型面定义 ①分型线即PL线,指将制品分为动模和定模的分界线,也可以说是将型腔与型芯分离 开来的分界线。分型线应处于制品的底面或者不可见的、不起功能作用的制品边缘(不影响 制品外形美观的地方)。一旦确定了分型线,制品的分型线应一部分在定模,另一部分在 动模。 每一副注塑模都由两部分组成,在模具注射成型时,动、定模与模具闭合处的接触 平面即取出塑件及凝料的方向相垂直的面,叫做模具分型面,也叫PL分型面。分型线确定 后,将分型线向四周延拓就能确定动模与定模的分型面。 7.5.2分型面的重要性 分型面的位置、形状、结构选择决定了模具结构及成型零件的结构。它不仅关系到塑件的正吊成型和脱模,也关系到模具质量的好坏、模具制造成本及制品的质量。 分型面的设计合理与否直接影响到塑件的质量,决定模具的整体结构形式、注塑成型工 艺操作的难易程度,并与模具制造成本及工艺有密切关系。 7.5.3动、定模的分型面分类 —般塑料模都是只有一个分型面,但有的有多个分型面。分型面按其数目及形式分类可 分为:水平单分型面、阶梯分型面、斜分型面、异形分型面、双分型面、垂直与水平分型 面、平面与侧面分型面等,如图7-10所示。
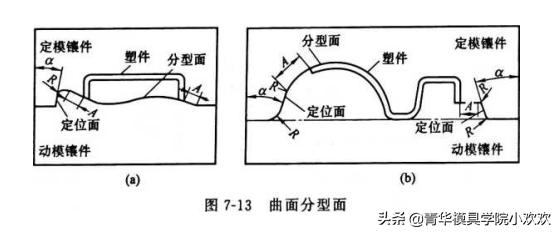
现在对比较特殊的分型面简单说明如下(有的复杂的模具三至四个分型面的都有,这里不作介绍)。 (1)台阶分型面不是同一平面的分型面称为台阶分型面。沿塑件形状分型,没有夹线,不影响外观,但分型面复杂,如图7-11所示,这个塑件的分型面有多种选择,最终的选择往往取决于客户的要求。 (2)斜面分型面 斜度越大,定位效果越差。斜面分型面要按分型面角度向外延伸〜10mm,以防 止型腔边沿崩裂,避免配模时滑动。落差较大的分型面,要考虑设置防止动、定模发生错位的结构。 (3)曲面分型面 曲面分型面的设计和斜面分型面大致相同,如图7-13中所示,A=5〜15mm,倾斜角 度a—般为10。〜15。。注意尽量避免无规则的圆弧分型面,非封胶面的曲面分型面注意要避空。
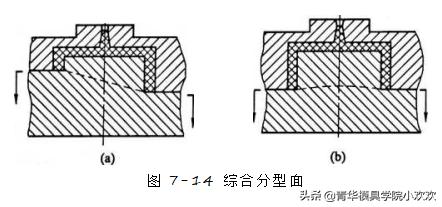
(4)综合分型面 根据制品形状和模具结构的需要,将以上几种形状结合起来应用,形成综合分型面,如图7-14所示。
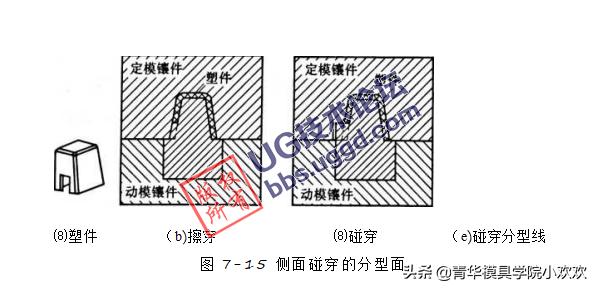
(5)侧面分型面 ①侧面碰穿的分型面。如果采用图7-15 (b)所示的擦穿,则成型塑件没有夹线,如图7-15 (d)所示,但塑件易产生飞边,而且飞边与侧孔平衡,使孔的尺寸缩小;擦穿时侧面最好有3°或以上的斜度。如果采用图7-15 (c)所示的碰穿,则塑件可以看到夹线,如图7-15 (e)所示,但不易出现飞边,即使有飞边与孔垂直,也不影响孔的尺寸,图中a取6°〜10°。如选择图7-15 (c)所示形式,可建议客户将碰穿孔的两侧单边做3°〜5°的斜度,这样就不会有夹线。
②斜面方孔的分型面。斜面方孔优先考虑擦穿,这样可不必设计侧抽芯机构,如图 7-16所示,擦穿的条件是图中的a>3°,如果《 |
【本文地址】
| 今日新闻 |
| 推荐新闻 |
| 专题文章 |