| 【干货】图文解析电缆桥架安装实例 | 您所在的位置:网站首页 › 桥架安装图解大全 › 【干货】图文解析电缆桥架安装实例 |
【干货】图文解析电缆桥架安装实例
|
3、镀锌槽钢采用无齿锯切割,严禁使用电气焊切割。
4、立柱切割完后除锈并进行防锈防腐处理,刷两道铁红色防锈漆。 5、第一道防锈漆晾干后再刷第二道防锈漆,以免影响防腐质量。
6、第二道防锈漆晾干后,刷灰色面漆一层。 注:正确配置油漆与稀料的比例,防止油漆过稠堆积不容易晾干或者过稀防腐效果差。 稀料与油漆的配置参见产品说明书。
3 制作完的立柱 刷完两次铁红色防锈漆
刷完灰色面漆
4 垫板加工制作 1、垫板的尺寸根据桥架的大小及安装方式确定。 垫板切割时边缘尽量平直,孔洞大小均匀。孔洞宜加工成长条形,便于安装时找正位置。 10#槽钢或工字钢焊接在垫板上时,一般将垫板加工成200*150mm垫板厚度为8-10mm。
2、 垫板切割完毕后,去除表面残余焊渣及铁锈。 注: 当桥架吊装或在水泥墙侧面安装时,为保证强度,垫板一般开四个孔,四角固定。 当桥架安装在砖墙上时,使用穿墙螺栓将垫板固定在墙体上,垫板一般加工成两孔。
3、垫板内外两侧及边缘刷防锈漆两层,面漆一层。 固定在墙体或顶板上的垫板可只在贴近墙体侧刷防锈漆及面漆,外侧(立柱接触面)待焊接完毕后进行刷油。
5 制作完的垫板 刷完两次铁红防锈漆防锈漆
刷完灰色面漆
6 立柱安装 1、立柱焊接在垫板上。焊接前要根据土建所给标高确定安装高度及立柱长度。
2、将制作好的垫板按桥架走向确定好安装位置,安装时同一排垫板的偏差尽量缩小,防止确定好立柱安装位置后不能焊接在垫板内。 3、垫板的固定方式根据桥架的大小、层数(即重量)确定,一般为四角固定。当桥架较轻时也可两点固定,但必须达到足够的强度。
4、根据土建所给标高,确定两端立柱焊接位置,立柱焊接在垫板上,焊接前使用水平尺进行检测以保证立柱垂直度。 5、在两端立柱上下各拉一根细线,用于确定中间立柱焊接位置。
6、中间立柱焊接前,用水平尺对相邻的两个侧面进行检测,防止左右及前后倾斜。 7、立柱与垫板焊接时,要对立柱的内外两侧施焊,焊缝均匀饱满。焊接时一般外侧满焊,内侧分段焊接,槽钢拐角处,两侧各留10mm不焊接。
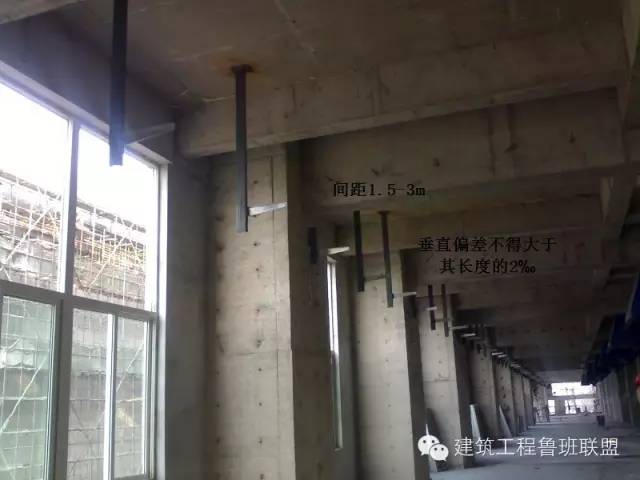
注: 1、电缆桥架的立柱或支架与预埋件或钢结构焊接固定时,应对固定点两侧焊接,焊缝饱满,在焊缝处做防腐处理;采用膨胀螺栓固定时,选用的螺栓要适配,连接紧固,防松零件齐全,禁止电缆桥架的立柱采用膨胀螺栓固定在砖墙上。 2、立柱的安装不得有明显的倾斜,其垂直偏差不得大于其长度的2‰。 3、当设计无要求时,电缆桥架水平安装支架间距为1.5-3米,垂直安装的支架间距不大于2m,且在同一区域内支架的间距应保持一致,其偏差不得大于100mm。 4、遇下列情况增加立柱:1)水平转弯之前、后约300~50mm处及其转弯的中间。 2)标高有明显变化之处的前、后约300mm。 3)过伸缩缝的前、后约300mm处。
立柱两侧焊接,焊缝饱满。
过伸缩缝前、后约300mm处增加立柱
7 托臂安装 1、托臂焊接在立柱上。焊接托臂前首先确定两端托臂在立柱上的高度,上下层托臂间距符合设计图纸,两端确定好后进行焊接。 2、两端托臂焊接完后,在两端托臂上拉两条水平线,用于确定中间托臂高度,拉线要拉紧防止中间下垂。
3、托臂焊接前使用水平尺检查托臂的水平度。
4、托臂要两侧焊接,焊缝均匀饱满,焊接牢固。如图纸无说明可两侧满焊或两侧上下部分焊接,焊接长度根据桥架重量及电缆数量、粗细确定。 托臂焊接完后,进行防锈处理。
托臂两侧焊接
焊接完的托臂及立柱
8 桥架安装 1、桥架内外连接板齐全,螺栓固定无遗漏,螺母位于桥架外侧。
2、桥架弯头制作时,使用切割机加工,严禁使用电气焊加工。
3、桥架之间、桥架与托臂之间,以及托臂与立柱之间的固定不宜使用电气焊,但一般仍采用点焊。桥架在托臂上应固定牢固、平直,不得有明显的扭曲或倾斜,同一直线段上的电缆桥架中心线左右偏差不得大于正负10mm,高低偏差不得大于正负5mm。
4、直线段金属电缆桥架长度超过30m,玻璃钢制电缆桥架长度超过15m时应设有伸缩节,电缆桥接跨越建筑物变形缝处应断开(断缝15-20mm),同时跨接地线做成Ω型。
框槽安装完的桥架
焦槽安装完的桥架
(来源:建筑工程鲁班联盟,版权归原作者)返回搜狐,查看更多 |








































【本文地址】