| 工艺 | 您所在的位置:网站首页 › 柚木加工工序流程 › 工艺 |
工艺
|
来源:雪球App,作者: 旺材锂电,(https://xueqiu.com/7479326512/133405651) 关注并标星↑↑「旺材锂电」 更多,更及时的干货内容,请关注微信公众号:wc_ldc 诚邀业内人士及机构向我们投稿,投稿有礼 投稿邮箱:[email protected] 来源:新能源时代 锂电池生产制造流程,凡在新能源领域的从业人员都能“信手拈来”。但是,简单的流程能表达出锂电池制造工艺技术的种种艰辛吗?下面为大家介绍主要锂电池制程管控的要点。 一部分 正极配料(正极由活性物、导电剂、粘结剂组成)
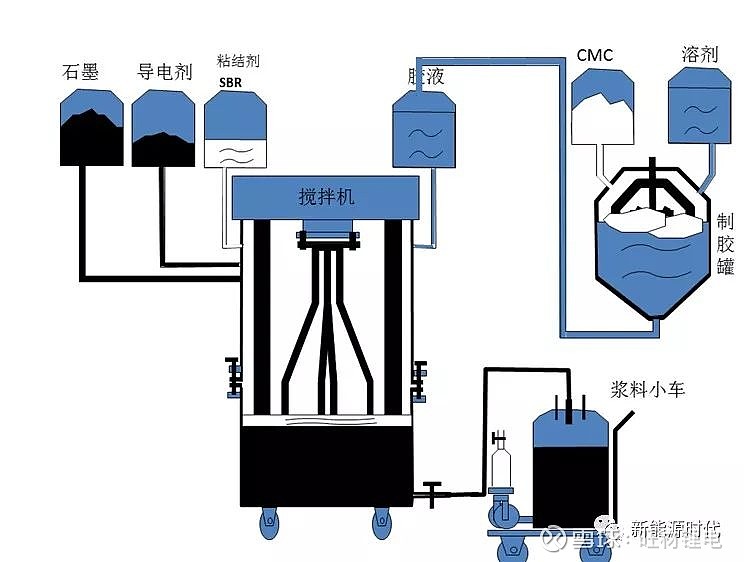
1、首先是对来料确认和烘烤,一般导电剂需≈120℃烘烤8h,粘结剂PVDF需≈80℃烘烤8h,活性物(LFP、NCM等)视来料状态和工艺而定是否需要烘烤干燥。当前车间要求温度:≤40℃,湿度:≤25%RH。 2、干燥完成后,(湿法工艺)需要提前配好PVDF胶液(溶质PVDF,溶液NMP)。PVDF胶液好坏对电池的内阻、电性能影响至关重要。影响打胶的因素有温度、搅拌速度。温度越高胶液配出来泛黄,影响粘结性;搅拌的速度太高容易将胶液打坏,具体的转速需要看分散盘的大小而定,一般情况下分散盘线速度在10-15m/s(对设备依赖性较高)。此时要求搅拌罐需要开启循环水,温度:≤30℃. 3、接下来是配正极浆料。此时需要注意加料的顺序(先加活性物和导电剂慢搅混合、再加入胶液)、加料时间、加料比例,要严格按工艺执行。其次需要严格控制设备公转和自转速度(一般分散线速度要在17m/s以上具体要看设备性能,不同厂家差别很大),搅拌的真空度、温度。在此阶段需要定期检测浆料的粒度和粘度,而粒度和粘度跟固含量、材料性能、加料顺序和制程工艺关系紧密(此次不叙述,欢迎讨论)。此时常规工艺要求温度:≤30℃,湿度:≤25%RH,真空度≤-0.085mpa。 4、浆料配完后就要将浆料转出至中转罐或涂布车间,浆料转出时需要对其过筛,目的就是过滤大颗粒物、沉淀和去除铁磁性等物质。大颗粒影响涂布到最后可能导致电池自放过大或短路的风险;浆料铁磁性物质过高会导致电池自放电过大等不良。此时的工艺要求是温度:≤40℃,湿度:≤25%RH,筛网≤100目,粒度≤15um(参数仅供参考)。 二部分 负极配料(负极由活性物、导电剂、粘结胶、分散剂组成) 1、常规负极体系为水系混料过程(溶剂为去离子水),因此来料无需干燥要求。此过程要求去离子水导电率在≤1us/cm。车间要求温度:≤40℃,湿度:≤25%RH。 工艺示意图如下
负极配料流程图 2、来料确认完成后,首先制备胶液(CMC和水组成)。此时石墨C和导电剂倒入搅拌机进行干混,建议不抽真空,开启循环水(干混时颗粒挤压摩擦产热严重),低速15~20rpm,间隔≈15min刮料循环2-3次。接下来将胶液倒入搅拌机中开启抽真空(≤-0.09mpa),低速15~20rpm刮料循环2次,再调整转速(低速35rpm,高速1200~1500rpm),运行15min~60min(具体依各厂家的自身的湿法工艺而定)。最后将SBR倒入搅拌机中,建议此时快速低时搅拌(SBR属于长链高分子物,速度过高时间过长分子链易打断失去活性),建议低速35-40rpm,高速1200~1800rpm,10-20min。 3、最后测粘度(2000~4000 mPa.s)、粒度(35um≤)、固含量(40-70%),抽真空过筛(≤100目)。具体的工艺值需要根据材料物性、混料工艺等影响有一定差异。车间要求温度:≤30℃,湿度:≤25%RH。 三部分 涂布 1、正极涂布即将正极浆料挤压涂或喷涂在铝集流体AB面上,单面密度≈20~40 mg/cm2(NCM功率型),涂布烤箱温度常规4-8节(或更多),每节烘烤温度95℃~120℃按实际需要调整,避免烘烤开裂出现横向裂纹和滴溶剂现象。转移涂布辊速比1.1-1.2,间隙位打薄20-30um(避免拖尾导致在极耳位压实过大,电池循环过程析锂),涂布水份≤2000-3000ppm(具体要根据材料和工艺定)。车间正极温度≤30℃,湿度≤25%。示意图如下
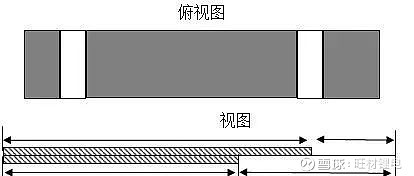
涂布走带示意图
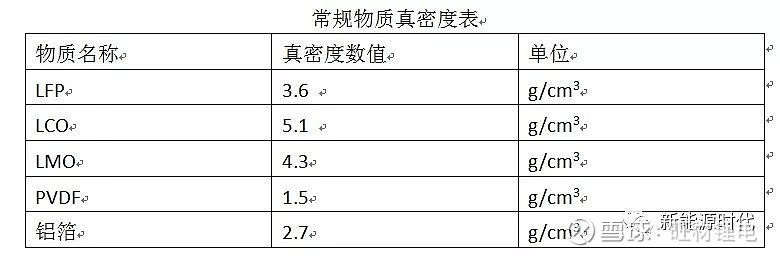
正负涂布极片图 2、负极涂布即将负极浆料挤压涂或喷涂在铜集流体AB面上,单面密度≈10~15 mg/cm2,涂布烤箱温度常规4-8节(或更多),每节烘烤温度80℃~105℃按实际需要调整,避免烘烤开裂出现横向裂纹。转移辊速比1.2-1.3,间隙位打薄10-15um,涂布水份≤3000ppm,车间负极温度≤30℃,湿度≤25%。 四部分 正极制片 1、正极涂布干燥完,需要在工艺时间内进行对辊。对辊即对极片进行压实,目前有热压和冷压两种工艺。热压压实相对冷压高,反弹率较低;但冷压工艺相对简单易操作控制。对辊主要设备到如下工艺值,压实密度、反弹率、延伸率。同时要注意极片表面无脆片、硬块、掉料、波浪边等现象且间隙处不允许断裂。此时车间环境温度:≤23℃,湿度:≤25%。 压实:单位体积敷料的质量,目前常规物料的真密度数据
常用压实表 反弹率:一般反弹2-3um 延伸率:正极极片一般在≈1.002
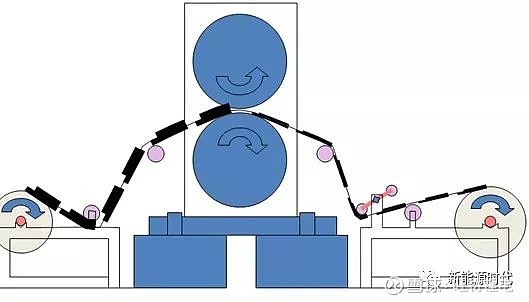
极片对辊示意图 2、正极对辊完接下来就是分条,即将整片极片分裁剪宽度一样的小条(对应电池高度),分条要注意极片的毛刺,需要全检极片的X和Y向的毛刺(借助二次元设备),纵向毛刺长度工艺Y≤1/2 H隔膜厚度。车间环境温度≤23℃露点≤-30℃
分切示意图 五部分 负极制片 1、负极制片与正极同样操作,但工艺设计不同,车间环境温度:≤23℃,湿度:≤25%。常见负极物质的真密度
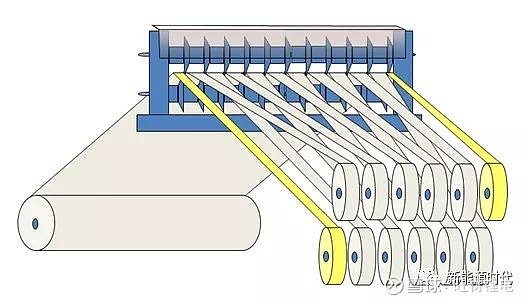
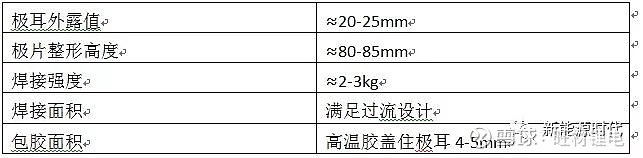
常用负极压实表 反弹率:一般在4-8um 延伸率:一般在≈1.0012 2、负极分条与正极分条工艺类似,X和Y向毛刺都需要控制。车间环境温度≤23℃露点≤-30℃ 六部分 正极片制备 分条完毕后,需对正极片进行干燥处理(120℃),再就是焊接铝极耳和极耳包胶工艺。此时需要考虑极耳长度和整形宽度。 以**650型设计为例,设计极耳外露主要考虑到正极耳要焊接盖帽和滚槽时合理配合。极耳外露过长,滚槽时易使极耳与钢壳短路;过短极耳无法焊接盖帽。极目前超声焊头有线状和点状,国内工艺较多采用线状(过流、焊强考虑)。另采用高温胶将极耳包覆,主要考虑到金属毛刺和金属碎屑造成短路风险。此车间环境温度≤23℃,露点≤-30℃,正极水份含量≤500-1000ppm。
卷绕型正极耳包胶示意图 七部分 负极片制备 需对负极片进行干燥处理(105-110℃),再就是焊接镍极耳和极耳包胶工艺。也需要考虑极耳长度和整形宽度。此车间环境温度≤23℃,露点≤-30℃,负极水分含量≤500-1000ppm。
八部分 卷绕 卷绕就是将隔膜、正极片、负极片通过卷绕机成单个卷芯。原理是采用负极包住正极,再通过隔膜将正负极片隔离。因为常规体系负极作为电池设计的控制电极,容量设计高于正极,使在化成充电时正极的Li+能在负极“空位“存放。卷绕需要特别关注卷绕张力和极片对齐度。 卷绕张力小,会影响内阻和入壳率;张力过大易造成短路或断片风险。对齐度指负极、正极和隔膜的相对位置,负极宽度59.5mm,正极58mm,隔膜61mm,三者剧中对齐,避免短路风险。卷绕张力一般在正张力0.08-0.15Mpa,负张力0.08-0.15Mpa,上隔膜张力0.08-0.15Mpa,下隔膜张力0.08-0.15Mpa,具体要依据设备和工艺调整。此车间环境温度≤23℃,露点≤-30℃,水分含量≤500-1000ppm。
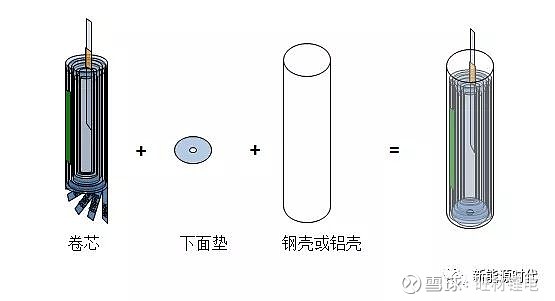
卷绕成卷芯示意图 九部分 入壳 卷芯入壳前需要进行Hi-Pot测试电压200~500V(测试是否存在高压短路),吸尘处理(入壳前进一步控制粉尘)。这里需要强调锂电的三大控制点水分、毛刺、粉尘。前面工序完成后,将下面垫垫入卷芯底部后弯折负极耳,使极耳面正对卷芯卷针孔,最后垂直插入钢壳或铝壳(以18650型号为例,外直径≈18mm+高度≈71.5mm)。当然卷芯的横截面积
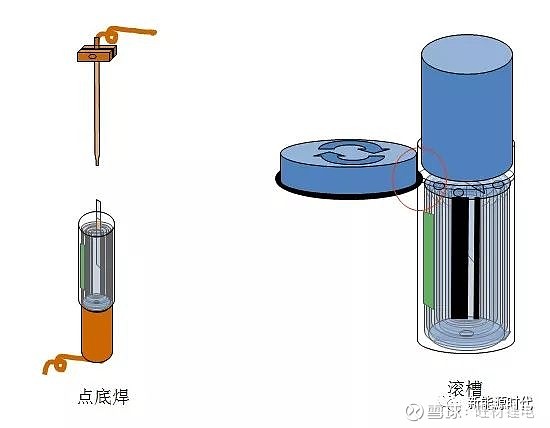
入壳示意图 十部分 滚槽 1、将焊针(一般是铜质或合金材质),插入卷芯中间孔。常用焊针规格在Φ2.5*1.6mm,达到负极极耳焊接强度≥12N为合格,过低容易虚焊,内阻偏大;过高容易将钢壳表面的镍层焊掉,导致焊点处生锈露液等隐患。 2、滚槽简单理解就是将卷芯固定在壳体内不晃动。此工序需特别注意横向挤压速度和纵向下压速度匹配,避免横向速度过大将壳体割破,纵向速度过快槽口镍层脱落或影响槽高进行影响封口。需要检测槽深、扩口、槽高工艺值是否达标(通过实际和理论计算)。常见的滚刀规格有1.0、1.2、1.5mm。滚槽完成后需要再次对整体吸尘处理,避免金属碎屑,真空度≤-0.065Mpa,吸尘时间:1~2s 。此车间环境温度≤23℃,露点≤-40℃。
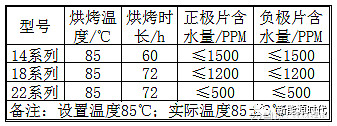
点底焊和滚曹示意图 十一部分 电芯烘烤 圆柱电芯经过滚槽之后,接下就是非常重要的一步:烘烤。电芯在制作过程中,会带入一定的水分,如果不及时得把水分控制在标准之内,将会严重影响电池性能的发挥和安全性能。一般采用自动真空烤箱进行烘烤,整齐放入待烘烤电芯,在烘箱里面摆好干燥剂,设置参数,加热升温至85℃(以磷酸铁锂电芯举例),需要经过几个真空干燥循环才能达到标准。 几种不同尺寸电芯烘烤标准:
十二部分 注液 将烘烤好的电芯进行水分测试,符合前面的烘烤标准后,才能进行下一步:注入电解液。将烘烤合格的电芯快速放入真空手套箱内,进行称重,记录重量,套上注液套杯,将设计好重量的电解液加入套杯中(一般会进行泡液实验:将电芯放入电解液中,浸泡一段时间,测试电芯最大吸液量,一般按实验量进行注液),放入真空箱中抽真空(真空度≤-0.09Mpa),加速电解液侵润极片,进行几次循环后,取出电芯进行称重,计算注液量是不是符合设计值,少了需要进行补液,超了需要倒掉多余部分,直到符合设计要求。手套箱环境:温度≤23℃,露点≤-45℃。
十三部分 超焊盖帽 提前将盖帽放入手套箱中,一手将盖帽紧扣在超焊机下模具,一手拿电芯,电芯正极耳与盖帽极耳对齐,确认正极耳与盖帽极耳对齐OK后,踩下超焊机脚踏板开关。之后需要全检电芯:自检极耳焊接效果①观察极耳是否对齐②轻拉极耳,看极耳是否松开。超焊盖帽虚焊的电芯需要重新进行超焊。 超焊机设备参数经验值:
来源:新能源时代 · 惊 · 喜 · 来 · 啦 · 活动1. 《动力电池的关键技术》课程培训(全两天,高密度培训) 活动2. 2019中国动力电池及关键材料年会暨正负极材料技术与供需峰会 往期精彩回顾
10.99G锂电池资料,11本书籍,50个工艺视频,300+干货...3.0版锂电池资料包 电池厂采购与材料、设备供应商的“相爱相杀”! 干货 | 常用锂电参数计算公式 干货 | 车企和电池厂的战争 揭秘宁德时代CATL超级工厂! PPT | 动力电池龙头研究之LG化学 40页PPT——动力电池安全性测试与评价研究 技术贴:Tesla新能源技术到底领先了多少? 干货 | 锂电池最经典问题14问 关注 | 动力电池4类热失控原因分析 干货丨锂电池材料篇最全基础介绍 干货丨浅谈现有锂离子电池检测标准 关注 | 2018年锂电行业十大风云人物 干货 | 动力电池及电池PACK基础知识 干货 | 132页PPT,动力电池系统知识大全! 干货 | 41页PPT--锂离子电池隔膜知识培训 干货 | 电芯相关知识大全汇总 绝对的干货 干货 | 190页ppt看懂锂电池材料以及生产工艺 干货 | 一份关于动力电池负极材料超全的资料! 干货 | 锂电池电解液,非常全面的一篇干货 干货 | 锂电池的锂从哪里来?矿石提锂五大工艺 干货丨锂电池正极材料及三元前驱体相关基础知识 干货 | 三元正极材料各项理化指标详细数据分析方法 工艺 | 五分钟看懂锂离子电池的的原理、配方和工艺 干货 | 锂离子电池原理及工艺 - 大全PPT- 2018版 干货 | 我们拆了一辆Model 3,得出“3个观点”和“6个发现”! 干货 | 一文看懂宁德时代(CATL)和宁德新能源(ATL)的关系! 干货 | 当下谈固态电池动力化或许还为时尚早,至少需要越过四座大山 【免责声明】文章为作者独立观点,不代表旺材锂电立场。如因作品内容、版权等存在问题,请于本文刊发30日内联系旺材锂电进行删除或洽谈版权使用事宜。 |



 18650型正极耳焊接简易工艺
18650型正极耳焊接简易工艺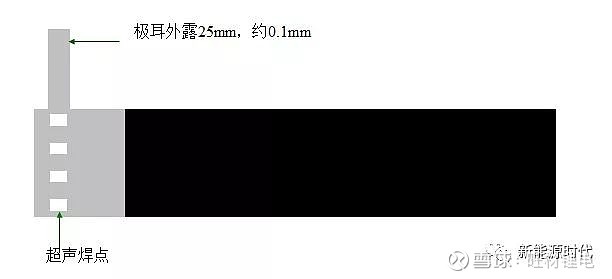 卷绕型正极耳焊接示意图
卷绕型正极耳焊接示意图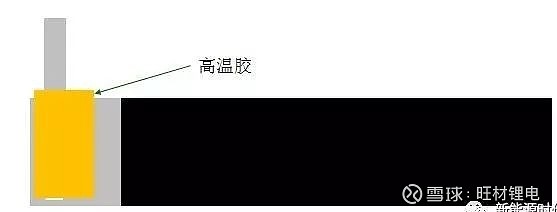
 18650型负极耳焊接简易工艺
18650型负极耳焊接简易工艺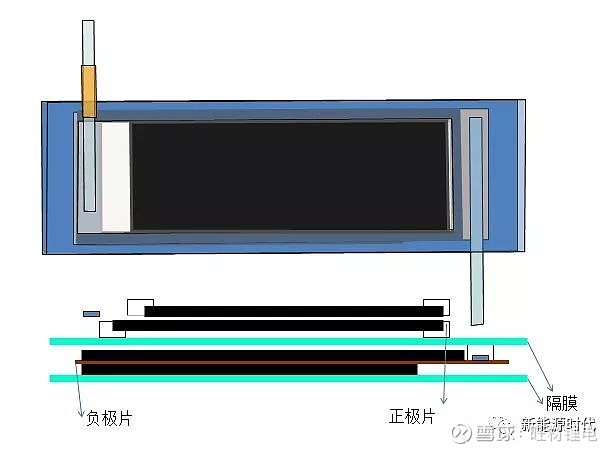 卷绕极片隔膜叠放顺序示意图
卷绕极片隔膜叠放顺序示意图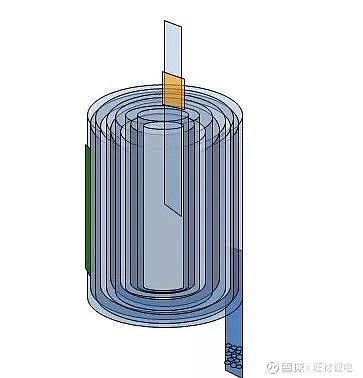



【本文地址】