| 热轧普通工字钢截面尺寸、截面面积及理论重量表(GB/T 706 | 您所在的位置:网站首页 › 普通纸箱尺寸规格表大全 › 热轧普通工字钢截面尺寸、截面面积及理论重量表(GB/T 706 |
热轧普通工字钢截面尺寸、截面面积及理论重量表(GB/T 706
|
国标《热轧型钢》GB/T 706-2016替代GB/T 706-2008对工字钢截面尺寸、截面面积及理论重量参数等数值进行了调整,本表根据最新标准进行了修订,见《工字钢截面尺寸、截面面积、理论重量表》。表中所对应的参数见下图所示(其中参数I、W、i、S在本数据表中未体现,如需查询请参阅《热轧型钢》GB/T706-2016)。 温馨提示新规范标准对截面尺寸、截面面积及理论重量参数值进行了一些修订,请以新规范标准为准参考! 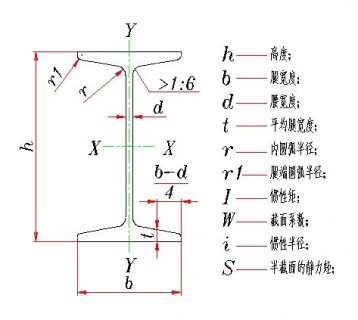 工字钢截面图工字钢截面尺寸、截面面积、理论重量表
型号
尺寸(mm)
截面面积 (cm2)
理论重量 (kg/m)
h
b
d
t
r
r1
10
100
68
4.5
7.6
6.5
3.3
14.33
11.3
12
120
74
5.0
8.4
7.0
3.5
17.8
14.0
12.6
126
74
5.0
8.4
7
3.5
18.1
14.2
14
140
80
5.5
9.1
7.5
3.8
21.5
16.9
16
160
88
6.0
9.9
8.0
4.0
26.11
20.5
18
180
94
6.5
10.7
8.5
4.3
30.74
24.1
20a
200
100
7.0
11.4
9.0
4.5
35.5
27.9
20b
102
9.0
39.5
31.1
22a
220
110
7.5
12.3
9.5
4.8
42.0
33.0
22b
112
9.5
46.4
36.4
24a
240
116
8.0
13.0
10.0
5.0
47.71
37.5
24b
118
10.0
52.51
41.2
25a
250
116
8.0
48.51
38.1
25b
118
10
53.51
42.0
27a
270
122
8.5
13.7
10.5
5.3
54.52
42.8
27b
124
10.5
59.92
47.0
28a
280
122
8.5
55.37
43.5
28b
124
10.5
60.97
47.9
30a
300
126
9.0
14.4
11.0
5.5
61.22
48.1
30b
128
11.0
67.22
52.8
30c
130
13.0
73.22
57.5
32a
320
130
9.5
15.0
11.5
5.8
67.12
52.7
32b
132
11.5
73.52
57.7
32c
134
13.5
79.92
62.7
36a
360
136
10.0
15.8
12.0
6.0
76.44
60.0
36b
138
12.0
83.64
65.7
36c
140
14.0
90.84
71.3
40a
400
142
10.5
16.5
12.5
6.3
86.07
67.6
40b
144
12.5
94.07
73.8
40c
146
14.5
102.1
80.1
45a
450
150
11.5
18.0
13.5
6.8
102.4
80.4
45b
152
13.5
111.4
87.4
45c
154
15.5
120.4
94.5
50a
500
158
12.0
20.0
14.0
7.0
119.2
93.6
50b
160
14.0
129.2
101
50c
162
16.0
139.2
109
55a
550
166
12.5
21.0
14.5
7.3
134.1
105
55b
168
14.5
145.1
114
55c
170
16.5
156.1
123
56a
560
166
12.5
135.4
106
56b
168
14.5
6.6
115
56c
170
16.5
157.8
24
63a
630
176
13.0
22.0
15.0
7.5
154.6
121
63b
178
15.0
167.2
131
63c
180
17.0
179.8
141
工字钢尺寸、外形及允许偏差
项目
允许偏差
高度(h)
h允许偏差 工字钢截面图工字钢截面尺寸、截面面积、理论重量表
型号
尺寸(mm)
截面面积 (cm2)
理论重量 (kg/m)
h
b
d
t
r
r1
10
100
68
4.5
7.6
6.5
3.3
14.33
11.3
12
120
74
5.0
8.4
7.0
3.5
17.8
14.0
12.6
126
74
5.0
8.4
7
3.5
18.1
14.2
14
140
80
5.5
9.1
7.5
3.8
21.5
16.9
16
160
88
6.0
9.9
8.0
4.0
26.11
20.5
18
180
94
6.5
10.7
8.5
4.3
30.74
24.1
20a
200
100
7.0
11.4
9.0
4.5
35.5
27.9
20b
102
9.0
39.5
31.1
22a
220
110
7.5
12.3
9.5
4.8
42.0
33.0
22b
112
9.5
46.4
36.4
24a
240
116
8.0
13.0
10.0
5.0
47.71
37.5
24b
118
10.0
52.51
41.2
25a
250
116
8.0
48.51
38.1
25b
118
10
53.51
42.0
27a
270
122
8.5
13.7
10.5
5.3
54.52
42.8
27b
124
10.5
59.92
47.0
28a
280
122
8.5
55.37
43.5
28b
124
10.5
60.97
47.9
30a
300
126
9.0
14.4
11.0
5.5
61.22
48.1
30b
128
11.0
67.22
52.8
30c
130
13.0
73.22
57.5
32a
320
130
9.5
15.0
11.5
5.8
67.12
52.7
32b
132
11.5
73.52
57.7
32c
134
13.5
79.92
62.7
36a
360
136
10.0
15.8
12.0
6.0
76.44
60.0
36b
138
12.0
83.64
65.7
36c
140
14.0
90.84
71.3
40a
400
142
10.5
16.5
12.5
6.3
86.07
67.6
40b
144
12.5
94.07
73.8
40c
146
14.5
102.1
80.1
45a
450
150
11.5
18.0
13.5
6.8
102.4
80.4
45b
152
13.5
111.4
87.4
45c
154
15.5
120.4
94.5
50a
500
158
12.0
20.0
14.0
7.0
119.2
93.6
50b
160
14.0
129.2
101
50c
162
16.0
139.2
109
55a
550
166
12.5
21.0
14.5
7.3
134.1
105
55b
168
14.5
145.1
114
55c
170
16.5
156.1
123
56a
560
166
12.5
135.4
106
56b
168
14.5
6.6
115
56c
170
16.5
157.8
24
63a
630
176
13.0
22.0
15.0
7.5
154.6
121
63b
178
15.0
167.2
131
63c
180
17.0
179.8
141
工字钢尺寸、外形及允许偏差
项目
允许偏差
高度(h)
h允许偏差
型钢重量允许偏差应不超过±5%,理论重量按密度7.85g/cm3计算。重量偏差(%)按下式计算。重量允许偏差适用于同一尺寸且质量超过1吨的一批,当一批同一尺寸的质量不大于1吨但根数大于10根时也适用。 重量偏差=(实际重量-理论重量)÷理论重量×100% 规格表示方法工字钢表示方法为:“I”与高度值×腿宽度值×腰厚度值 如:I450×150×11.5(简记为I45a) 表面质量型钢表面不应有裂缝、折叠、结疤、分层和夹杂。 型钢表面允许有局部发纹、凹坑、麻点、划痕和氧化铁皮压入等缺陷存在,但不应超出型钢尺寸深度的五倍,清除后的型钢尺寸不应超出尺寸的允许偏差。 型钢端部不应有大于5mm的毛刺。 参考规范标请点击下面的链接下载相关规范查询阅览更多相关内容。 《热轧型钢》GB/T 706-2016 本文数据表根据《热轧型钢》GB/T 706-2016整理 |
【本文地址】
公司简介
联系我们