| 让你一分钟了解塑料着色的那些事儿 | 您所在的位置:网站首页 › 分散染料有哪几种 › 让你一分钟了解塑料着色的那些事儿 |
让你一分钟了解塑料着色的那些事儿
|
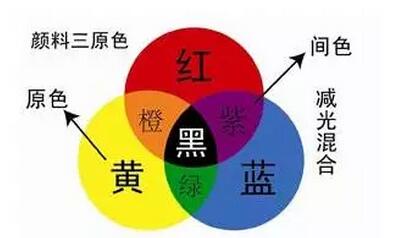
配色的基本理念
七步解决配色问题 推荐阅读 ☞ 七步解决配色问题 推荐阅读 ☞ 塑料着色剂的种类,根据其物理形态可分为四种:粉状着色剂——色粉;糊状着色剂——色浆;液状着色剂——色油;固状着色剂—色母。其中,广泛应用的是粉状着色剂和固状着色剂。 色粉着色特点 分散性好、成本低,可小批量操作。省却了色母、色浆等加工过程中人力物力的消耗,成本低。与其它造粒着色相比,加工的树脂少经历一次降解过程,有利于减少塑料制品的老化,增加其使用寿命。 缺点: 其一:颜料在运输、仓储、称量、混和过程中会飞扬,产生污染,严重影响工作环境。 其二:一些耐热性差、怕剪切的颜料粉制成色母,由于其承受高温的时间长,在色母加工设备中受剪切作用的时间长,着色效果会明显减弱,如珠光色粉、荧光粉、夜光粉,且注塑产品还容易产生流线状疤痕和接缝。 其三,挤出机的料斗不易清洗。用以着色的色粉在白油等湿润剂的作用下,沾附上料筒内壁(乃至螺杆上)。当需要换料时,清洗料筒便成了现场操作工的难题。 其四:使用色粉着色,由于颜料粉均匀分布在需着色的树脂中,所以其分散性较好,这个结论只能针对注塑产品,特别是厚壁产品而言,对于吹膜、纺丝类产品则另当别论。因为色粉一般都没进行过预处理,当其混于树脂后,仅靠从挤出机进料口、螺杆、至出料口这么一段距离以及这么短的塑化混合时间,要使颜料粉的分子与被着色的颜料分子很好地携起手来——充分结合,是完全不能保证的,会有“夹生”现象产生。但这种“夹生”现象在厚壁产品中会被掩盖掉,在吹膜、纺丝产品中就显而易见。所以后者的着色方法仍以色母为主。 其一:颜料在运输、仓储、称量、混和过程中会飞扬,产生污染,严重影响工作环境。 其二:一些耐热性差、怕剪切的颜料粉制成色母,由于其承受高温的时间长,在色母加工设备中受剪切作用的时间长,着色效果会明显减弱,如珠光色粉、荧光粉、夜光粉,且注塑产品还容易产生流线状疤痕和接缝。 其三,挤出机的料斗不易清洗。用以着色的色粉在白油等湿润剂的作用下,沾附上料筒内壁(乃至螺杆上)。当需要换料时,清洗料筒便成了现场操作工的难题。 其四:使用色粉着色,由于颜料粉均匀分布在需着色的树脂中,所以其分散性较好,这个结论只能针对注塑产品,特别是厚壁产品而言,对于吹膜、纺丝类产品则另当别论。因为色粉一般都没进行过预处理,当其混于树脂后,仅靠从挤出机进料口、螺杆、至出料口这么一段距离以及这么短的塑化混合时间,要使颜料粉的分子与被着色的颜料分子很好地携起手来——充分结合,是完全不能保证的,会有“夹生”现象产生。但这种“夹生”现象在厚壁产品中会被掩盖掉,在吹膜、纺丝产品中就显而易见。所以后者的着色方法仍以色母为主。 色母着色特点 采用某种工艺与相应设备,在助剂的作用下,将颜料(或染料)混入载体,通过加热、塑化、搅拌、剪切作用,最终使颜料粉的分子与载体树脂的分子充分地结合起来,再制成与树脂颗粒相似大小的颗粒。使用时,只需在要着色的树脂中添加较小的比例(1%~4%),就能达到着色树脂的目的。 其优点如下: (1)改善了由于色粉飞扬带来的环境污染问题,使用过程中换色容易,不必对挤出机料斗进行特别的清洗,倍感方便。 (2)针对性强,配色正确。 (3)与成批树脂干法染色造粒后再去制塑件相比,使用色母可以减少塑料制品经二次加工后所造成的树脂性能老化,有利于塑料制品使用寿命的提高。 (4)在加工过程中,颜料在助剂的作用下,色母粒经过充分混炼与载体树脂完全结合。在使用时,按一定的比例置于待加工的树脂中,色母很快地进入角色,与该树脂认亲。相容性明显优于色粉着色。 采用某种工艺与相应设备,在助剂的作用下,将颜料(或染料)混入载体,通过加热、塑化、搅拌、剪切作用,最终使颜料粉的分子与载体树脂的分子充分地结合起来,再制成与树脂颗粒相似大小的颗粒。使用时,只需在要着色的树脂中添加较小的比例(1%~4%),就能达到着色树脂的目的。 其优点如下: (1)改善了由于色粉飞扬带来的环境污染问题,使用过程中换色容易,不必对挤出机料斗进行特别的清洗,倍感方便。 (2)针对性强,配色正确。 (3)与成批树脂干法染色造粒后再去制塑件相比,使用色母可以减少塑料制品经二次加工后所造成的树脂性能老化,有利于塑料制品使用寿命的提高。 (4)在加工过程中,颜料在助剂的作用下,色母粒经过充分混炼与载体树脂完全结合。在使用时,按一定的比例置于待加工的树脂中,色母很快地进入角色,与该树脂认亲。相容性明显优于色粉着色。 (1)改善了由于色粉飞扬带来的环境污染问题,使用过程中换色容易,不必对挤出机料斗进行特别的清洗,倍感方便。 (2)针对性强,配色正确。 (3)与成批树脂干法染色造粒后再去制塑件相比,使用色母可以减少塑料制品经二次加工后所造成的树脂性能老化,有利于塑料制品使用寿命的提高。 (4)在加工过程中,颜料在助剂的作用下,色母粒经过充分混炼与载体树脂完全结合。在使用时,按一定的比例置于待加工的树脂中,色母很快地进入角色,与该树脂认亲。相容性明显优于色粉着色。 缺点: 由于添加量少,塑料制品的加工时间短,受挤出机螺杆长径比的限制,色母分散性往往不如色粉。多了一次制造过程,染色成本高于色粉着色。色母中的载体与需着色树脂的性能有差异时,塑料制品表面常常会出现未分散点、色斑、花纹,所以,色母的使用因其相容性及分散性而受到限制。 色母的选择 色母可分为专用色母和通用色母 专用色母是指在生产制造色母粒时,选用与欲着色树脂相同的树脂作为载体,加入高浓度的颜料(染料),在助剂的作用下,经加温、塑化、混炼、挤出造粒,制成专门适合于该种树脂的染色剂,称为专用色母。专用色母的浓度可高可低,一般添加量在1%~4%之间。 通用色母也称“万能色母”,虽然也用某种树脂作载体,但它可以适用于除其载体树脂之外的其它树脂的着色。首先选用低熔点、高融体指数的树脂作为通用色母的载体,色母粒中颜料粉比率尽可能的高,因此通用色母必定是高浓度色母,在注塑制品中使用量一般是1%。为了提高通用色母能的亲和性好,通常多加入特殊作用的偶联剂、延长密炼时间等。 色母选用原则: 1、为了生产通用色母必须选用耐热等级较高的、适用面广的颜料,而颜料粉耐温等级到了某个程度后,每提高10℃~20℃,颜料的成本却要上升50%~100%。当用某种耐高温的颜料制成的通用色母,用于高熔点树脂着色时,是物当其用,而用于LDPE这样低熔点的树指,提高的却是剩余价值。 2、从着色效果来分析:由于不同的树脂在着色过程中,其“吃颜色”的程度不同。用通用色母就很难达到预定效果,反过来,通用色母的广泛适用性,虽然其载体树脂与被着色树脂不相容情况可以忽略,但不等于完全不存在。 3、由于通用色母的添加比率小,分散性相对差些,塑料制品表面易出现花纹、色斑、色点,仍至因料种不和而引起脆皮等现象,特别是对大面积、薄壁形状又复杂的塑件更要引起注意,这时尽可能采用专用色母,且选择浓度低的色母,以增加添加量来提高其分散性(可选择1∶20、1∶10的专用色母)。 色母的选择 色母可分为专用色母和通用色母 专用色母是指在生产制造色母粒时,选用与欲着色树脂相同的树脂作为载体,加入高浓度的颜料(染料),在助剂的作用下,经加温、塑化、混炼、挤出造粒,制成专门适合于该种树脂的染色剂,称为专用色母。专用色母的浓度可高可低,一般添加量在1%~4%之间。 通用色母也称“万能色母”,虽然也用某种树脂作载体,但它可以适用于除其载体树脂之外的其它树脂的着色。首先选用低熔点、高融体指数的树脂作为通用色母的载体,色母粒中颜料粉比率尽可能的高,因此通用色母必定是高浓度色母,在注塑制品中使用量一般是1%。为了提高通用色母能的亲和性好,通常多加入特殊作用的偶联剂、延长密炼时间等。 色母选用原则: 1、为了生产通用色母必须选用耐热等级较高的、适用面广的颜料,而颜料粉耐温等级到了某个程度后,每提高10℃~20℃,颜料的成本却要上升50%~100%。当用某种耐高温的颜料制成的通用色母,用于高熔点树脂着色时,是物当其用,而用于LDPE这样低熔点的树指,提高的却是剩余价值。 2、从着色效果来分析:由于不同的树脂在着色过程中,其“吃颜色”的程度不同。用通用色母就很难达到预定效果,反过来,通用色母的广泛适用性,虽然其载体树脂与被着色树脂不相容情况可以忽略,但不等于完全不存在。 3、由于通用色母的添加比率小,分散性相对差些,塑料制品表面易出现花纹、色斑、色点,仍至因料种不和而引起脆皮等现象,特别是对大面积、薄壁形状又复杂的塑件更要引起注意,这时尽可能采用专用色母,且选择浓度低的色母,以增加添加量来提高其分散性(可选择1∶20、1∶10的专用色母)。 返回搜狐,查看更多 |
【本文地址】