| 数控车床加工工艺 | 您所在的位置:网站首页 › 凸模机械加工工艺流程图 › 数控车床加工工艺 |
数控车床加工工艺
|
数控车床同时加工多个零件的工装设计
通过对工艺方案的分析,设计了专用夹具与数控车床结合,用数控车床代替原来的数控铣削工艺,不仅提高了加工效率,而且稳定了加工质量。
大学订购 数控车削
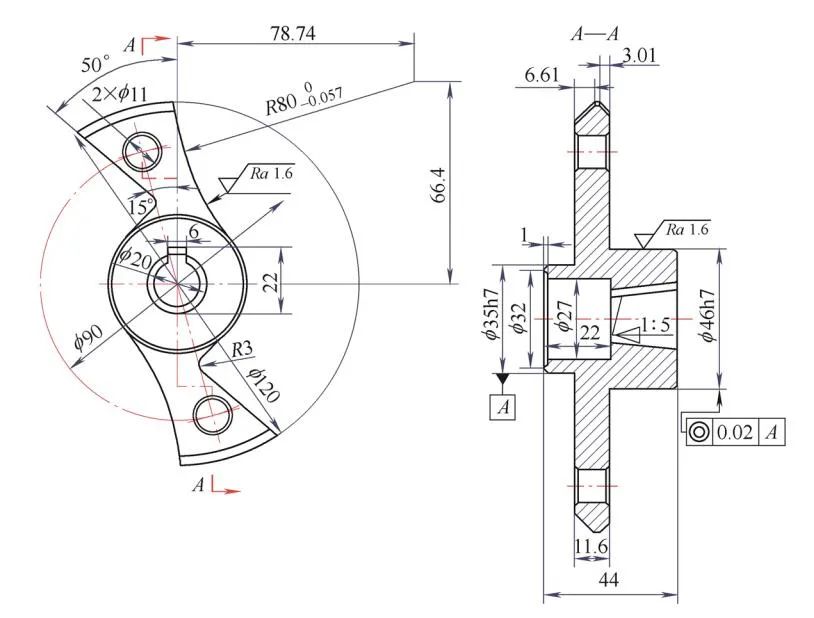
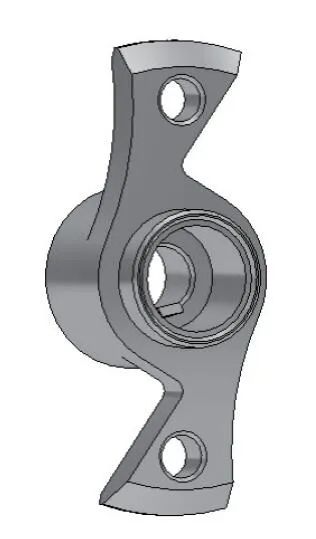
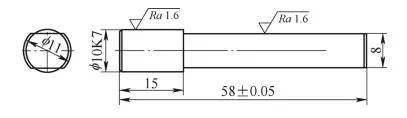
在校企合作过程中, 拓发数控加工作为中国大学的实习工厂,接到了一批需要数控车削加工的零件订单(见图1)。要求在工件的两翼上加工两个圆弧面。两个圆弧面相对工件轴线旋转180°,完全相同。圆弧R80mm的公差为0.057mm。工件材质为45钢,调质处理,月产量3,000件。
图1 零件
原工艺路线:各外圆、台阶倒角、内孔、内锥体粗、精车→用钻模钻两个φ11mm通孔→内键槽线切割加工→R3mm圆弧和两个直角线切割加工表面 → CNC铣削 机器可加工R80mm圆弧。
在数控铣床上加工R80mm的圆弧,最初设计的简易工装采用锥度为1:5的锥形心轴和金刚石销钉进行定位。工件只能单独加工。虽然加工精度可以满足设计要求,但加工效率低,加工成本高,不能充分发挥数控铣床的高效率优势。
在加工完一批零件后,拓发数控加工决定重新设计加工方案,寻求在数控车床上加工R80mm圆弧的可行性,以车削代替铣削,提高生产效率,降低生产成本,最大限度地扩大机床规模。使用范围。
工件加工工艺及专用夹具设计
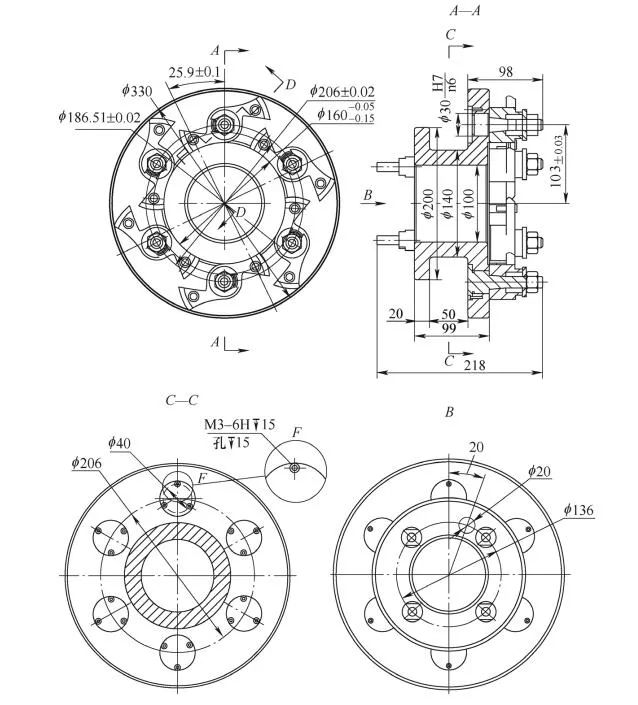
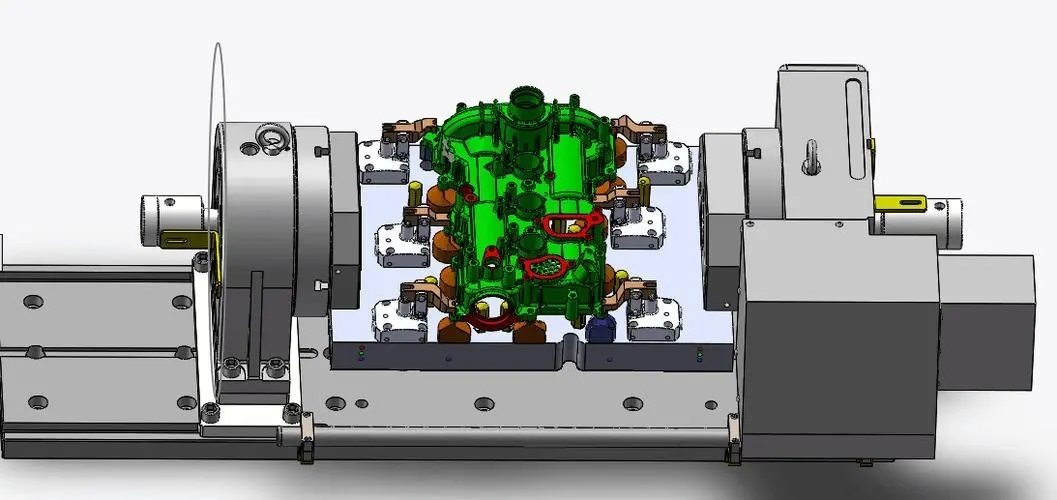
根据零件的结构特点,再次进行工艺分析。 R80mm的圆弧是规则的圆弧,只要能找到圆心并且与车床的旋转中心重合,就可以通过车床加工。与铣削相比,生产效率会大大提高,因此我们的工程团队设计了一种可以在经济型数控车床上使用的夹具,可以同时夹紧多个零件,如图2所示。
图2 夹具
应用新型工装后工件的加工工艺
1)在数控车床上粗车、精车各外圆台阶倒角、内孔、内锥孔。
2)在钻床上,用钻模在平面上定位钻两个φ11H8通孔(定位时需适当提高孔的加工精度)。
3)内锥面键槽采用线切割加工。首先,在切割内锥度部分之前,尝试切割一个相同高度的凸模部分,并记录当前的ZSD\ZID\Z0值;其次,测量试件的实际角度和实际尺寸,并计算修正值;最后,切割锥形部分,得到的测量尺寸和角度值都比较准确,满足设计要求。
4)数控线切割加工R3mm圆弧和两个直角面。
5)采用新设计的专用夹具 数控车床,并以1:5内锥孔为定位基准(因定位基准已换算,前道工序加工时应保证锥孔与设计基准的同轴度),加工R80mm圆弧面。此时,R80mm圆弧面的加工实际上已经转变为车削φ160mm的孔。
夹具的结构及工作原理
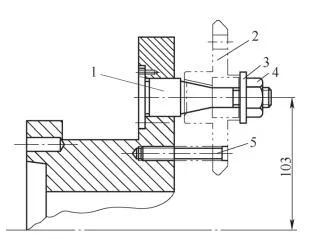
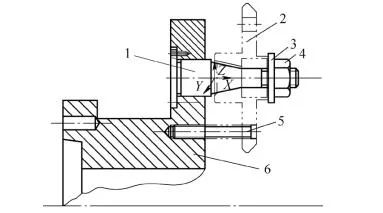
该夹具主要包括夹紧体、锥形心轴、金刚石销和压紧元件[1]。安装完毕后,让工件的R80mm圆弧面分布在以车床主轴回转中心为圆心、半径为80mm的圆上,如图3、图4所示。
1—锥形心轴 2—工件 3—垫圈 4—螺母 5—菱形销
图3 工件装夹
图4 工件装夹布局
在直径为160mm的夹体圆周上,根据工件的尺寸安装尽可能多的定位芯轴和金刚销,力求保证工件之间互不干涉,充分利用空间。工件上钻任意一个φ11H8孔用于防转定位,可同时加工多个工件。
工件在夹具中的定位分析
工件安装在夹紧体上,锥形心轴限制工件5个自由度,菱形销限制1个旋转自由度,相当于一侧用两个销定位。工件的六个自由度被完全限制,属于完全定位,定位安全可靠[1, 2],如图5所示。
图5 工件定位
1—锥形心轴 2—工件 3—垫圈 4—螺母 5—菱形销 6—夹体
治具主要部件
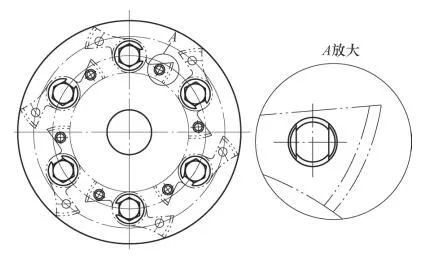
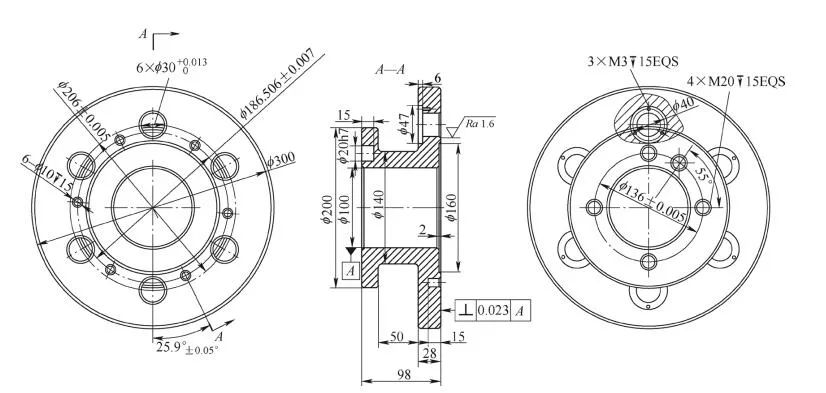
1)夹体 如图6所示,夹体与机床连接的法兰尺寸应根据机床主轴端尺寸准备。安装定位芯轴的6个孔的周长尺寸和安装6个金刚石销钉的孔的位置应根据加工圆弧的半径尺寸和位置要求,经过精确计算后确定。
图6 钳体
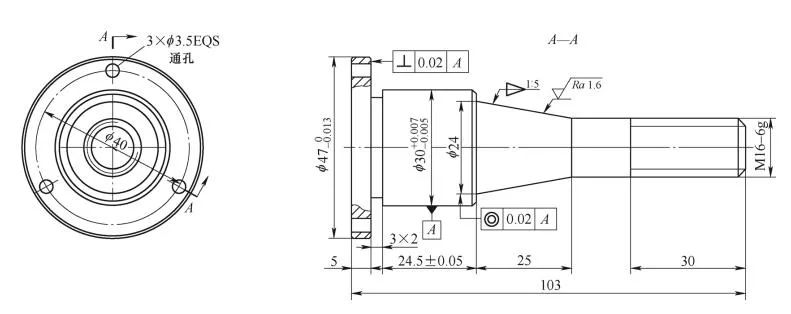
2)锥形心轴如图7所示。
图7 锥形心轴
3)菱形销 如图8所示,菱形销与工件的定位孔配合,间隙很小,既保证了安装方便,又将工件的转动限制为小至可能的。菱形销与钳体的装配采用φ10H7/n6的过盈配合,保证菱形销牢固地固定在钳体上。需要注意的是,当金刚石销安装在夹紧体上时,金刚石销的窄面应垂直于金刚石销中心与工件锥孔中心的连线。
图8 菱形销
夹具的使用方法
将夹具安装在机床主轴上,用百分表检查其安装是否正确。 完成相关程序后,将工件安装在夹紧体上,用螺母压紧,即可车削R80mm圆弧面[3, 4]。其工艺流程为:①粗车工件φ160mm孔,留1mm精加工余量。 ②精车工件φ160mm孔至公差要求。
加工完成后,取出工件,将工件旋转180°重新安装,即可加工工件另一面的R80mm圆弧面。
由于一次同时安装多件加工,减少了刀具空行程,增加了有效切削时间,加工效率显着提高。高速钢刀具用于数控铣床加工,硬质合金刀具用于数控车床加工。由于硬质合金刀具的切削参数远高于高速钢刀具,因此使用本夹具不仅提高了切削效率,而且提高了切削效率。刀具成本也降低,综合经济效益显着提高。
拓发数控加工创新工艺应对时代变化
在机械零件的设计中,经常使用圆弧面,而圆弧面的加工工艺多种多样,应根据圆弧曲率、材料和技术要求采用不同的加工工艺。由于不同的加工工艺必然会产生不同的加工效果,因此技术人员在编制加工工艺时必须充分论证各种工艺方案。
传统工艺固然可行,但随着科学技术的进步,大量新设备、新刀具材料不断涌现,工艺设计者也必须与时俱进,开发 数控加工 突破传统工艺,采用最优解决方案,实现经济效益最大化。通过本文的实践证明,采用经济的数控车床和合理的工艺装备,实现铣代车、多件同时加工是完全可能的。
该夹具结构简单,制造方便,具有一定的通用性,对于特殊零件上圆弧元件的加工具有一定的参考意义。
|
 07,2022年XNUMX月XNUMX月XNUMX日至XNUMX日
07,2022年XNUMX月XNUMX月XNUMX日至XNUMX日


 世界级数控大赛,中国青年数控车铣王!
世界级数控大赛,中国青年数控车铣王!
【本文地址】