| 优思学院|过程能力指数(Process Capability Index)和六西格玛 | 您所在的位置:网站首页 › 产品质量特性数值有哪些 › 优思学院|过程能力指数(Process Capability Index)和六西格玛 |
优思学院|过程能力指数(Process Capability Index)和六西格玛
|
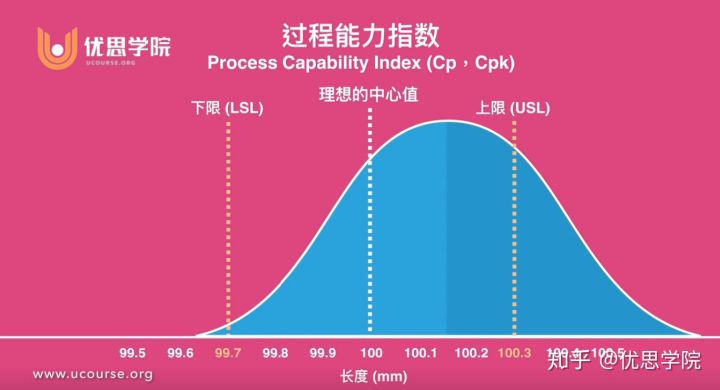
过程能力指标(Process Capability Index)是通過一個简洁的数值,用来表示过程符合产品规格之能力,是六西格玛的主要工具之一。 这个数值也表达了工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力,是现代企业用于表示制程能力的指标。 指标的数值可视为过程之潜在能力,也就是当过程平均值可调到规格中心或目标值时,过程符合规格之能力。 指标之值与指标类似,但将过程平均值纳入考虑。 我们先来看看优思学院的六西格玛培训中对过程能力指标的介绍视频: 【六西格玛培训视频】过程能力CP和CPK|优思学院 CP/CPK是什么意思 CP/CPK也叫:制程能力指数/工序能力指数/过程能力指数是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素(5M)综合作用的过程,也就是产品质量的生产过程。产品质量就是工序中的各个质量因素所起作用的综合表现。对于任何生产过程,产品质量总是分散地存在着。若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。 过程能力指数CPK的意义
从上图可看到,若过程输出的均值μ不与规范中心或目标值重合。因此,在进行过程能力分析时,应将μ的影响考虑进来。引入过程能力指数CPK就是为了解决这个问题。由于过程中心μ通常在规范限[LSL,USL]之间,因此用过程中心μ与两个规范限最近的距离min{USL- μ,μ-LSL}与3 σ之比作为过程能力指数,记为CPK。 过程能力概述 过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。当过程处于稳态时,产品的质量特性值有99.73%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。 标准差(standard deviation)
也被称为标准偏差,或者实验标准差,公式如下所示:
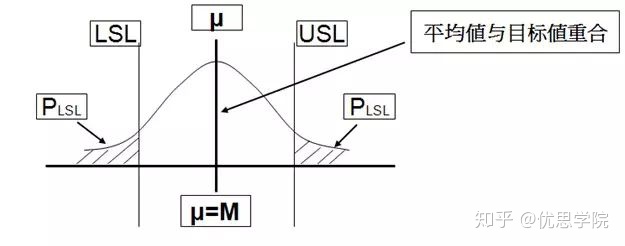
过程能力指数Cp的定义及计算 过程能力指数Cp是表征过程固有的波动状态,即技朮水平。它是在过程的平均值μ与目标值M重合的情形,如下图所示:
过程处于统计控制状态时,过程能力指数Cp可用下式表示:
CPK值越大表示品质越佳。 CPK=min((X-LSL/3s),(USL-X/3s)) Cpk——过程能力指数 CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s] Cp = (USL-LSL)/6σ 而规格中心为M=(USL+LSL)/2,因此σ越小,过程能力指数越大,表明加工质量越高,但这时对设备及操作人员的要求也高,加工成本越大,所以对Cp值的选择应该根据技朮与经济的综合分析来决定。一般要求过程能力指数Cp≧1,但根据6Sigma过程能力要求Cp ≧2,即在短期内的过程能力指数Cp ≧2。
例:某车床加工轴的规格为50±0.01mm,在某段时间内测得σ =0.0025,求车床加工的过程能力指数。 Cp = (USL-LSL)/6σ =0.02/ (6*0.0025) =1.33 过程能力指数Cpk的定义及计算 上面我们讨论了Cp,即过程输出的平均值与目标值重合的情形,事实上目标值与平均值重合情形较为少见;因此,引进一个偏移度K的概述,即过程平均值μ与目标值M的偏离过程,如下图所示:
K=|M-μ|/(T/2) = 2|M-μ|/T (其中T=USL-LSL) Cpk= (1-K)*Cp= (1-2|M-μ|/T)*T/6σ =T/6σ-|M-μ|/3σ 从公式可知: Cpk=Cp-|M-μ|/3σ,即Cp-Cpk=|M-μ|/3σ 尽量使Cp=Cpk,|M-μ|/3σ是我们的改善机会。
例:某车床加工轴的规格为50±0.01mm,在某段时间内测得平均值μ=49.995,σ=0.0025,求车床加工的过程能力指数。 Cpk =T/6σ- |M-μ|/3σ =0.02/ (6*0.0025)-|50-49.995|/ (3*0.0025) =1.33-0.667 =0.676 Cpk的应用1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。 CPK值越大表示品质越佳。 2. 同Cpk息息相关的两个参数:Ca , Cp. Ca: 制程准确度。 Cp: 制程精密度。 3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势) 4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。 5. 计算取样数据至少应有20~25组数据,方具有一定代表性。 6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。 Cpk计算公式 Cpk计算公式及解释 7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u) 规格公差=规格上限-规格下限; 规格中心值=(规格上限+规格下限)/2; 8. 依据公式: , 计算出制程准确度:Ca值 9. 依据公式:Cp = , 计算出制程精密度:Cp值 10. 依据公式:Cpk=Cp , 计算出制程能力指数:Cpk值 11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策) 六西格玛
优思学院 六西格玛培训
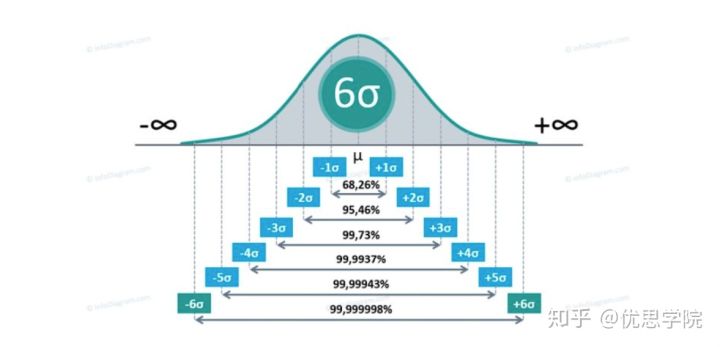
1西格玛=690000次失误/百万次操作 2西格玛=308000次失误/百万次操作 3西格玛=66800次失误/百万次操作 4西格玛=6210次失误/百万次操作 5西格玛=230次失误/百万次操作 6西格玛=3.4次失误/百万次操作 7西格玛=0次失误/百万次操作 什么是六西格玛 "σ"是希腊文的字母,是用来衡量一个总数里标准误差的统计单位。一般企业的瑕疵率大约是3到4个西格玛,以4西格玛而言,相当于每一百万个机会里,有6210次误差。如果企业不断追求品质改进,达到6西格玛的程度,绩效就几近于完美地达成顾客要求,在一百万个机会里,只找得出3.4个瑕疪。
6西格玛(6Sigma)是在九十年代中期开始从一种全面质量管理方法演变成为一个高度有效的企业流程设计、改善和优化技术,并提供了一系列同等地适用于设计、生产和服务的新产品开发工具。继而与全球化、产品服务、电子商务等战略齐头并进,成为全世界上追求管理卓越性的企业最为重要的战略举措。6西格玛逐步发展成为以顾客为主体来确定企业战略目标和产品开发设计的标尺,追求持续进步的一种质量管理哲学。 6σ水平的工程能力指数 产品的质量规格在±6之间,最糟糕的情况下,不合格产品率的上限、下限也各自不超过 3.4ppm。6σ水平的工程能力指数的目标值是Cp=2.0,Cpk=1.5。
|


【本文地址】