| 全面讲解手工火焰切割(气割)操作技巧 | 您所在的位置:网站首页 › 五浪线的画法及操作要领 › 全面讲解手工火焰切割(气割)操作技巧 |
全面讲解手工火焰切割(气割)操作技巧
|
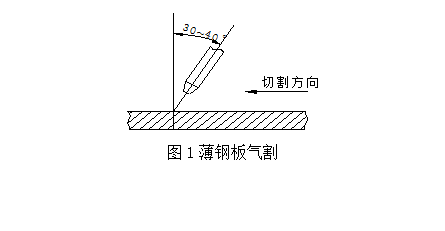
5.3 气割过程中,必须要移动身体位置时,应先关闭切割氧阀门,然后再移动身体位置;如果割件较薄,应同时将割枪火焰迅速离开割件表面。再继续切割时,嘴头对准割缝重新预热,然后继续切割; 5.4 在切割途中,若割枪出现鸣爆回火时,应先关闭乙炔气阀门,然后立即关闭切割氧气阀门和预热火焰氧气阀门。切割技术熟练时,可先关闭预热氧气阀门,然后迅速关闭乙炔阀门使回火熄灭,清理割枪后继续切割; 5.5 切割到终点时,应迅速关闭切割氧阀门,并将割枪抬起,再关闭乙炔阀门,最后关闭预热氧气阀门; 5.6 气割工作全部结束时,应将氧气减压器螺丝旋松,并关闭氧气瓶阀; 5.7 清除部件割缝割渣,按质量标准检查。 6.气割要求 6.1 薄钢件的切割(6毫米以下); 6.1.1 预热火焰要小; 6.1.2 割嘴应向切割反方向与割件倾斜30°~40°,如图1; 6.1.3 割嘴与工件距离应为10~15毫米; 6.1.4 切割速度要尽可能快。
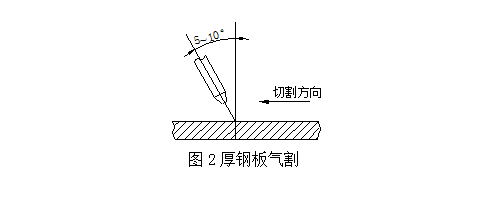
6.26~30毫米钢板切割; 风线长度超过被切割板厚的三分之一,割嘴与割件距离大致等于焰芯长度加上2~4毫米,割嘴与割件的角度应垂直; 6.330毫米以上钢板切割; 预热火焰要大,开始切割时,割嘴可向前倾斜5°~10°,如图2,待割透后,割嘴与割件保持垂直,直到切割完毕,切割速度要慢些,割嘴可作横向月牙形或锯齿形摆动;
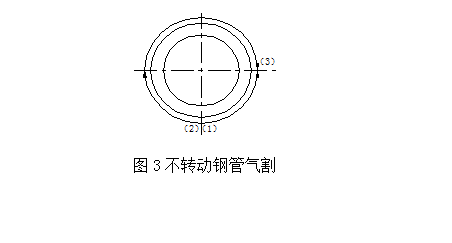
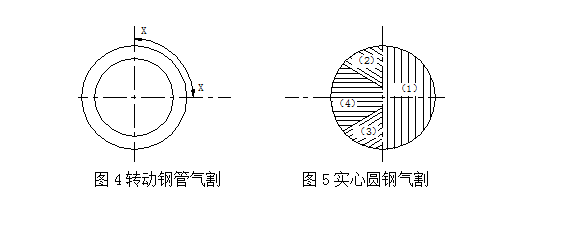
6.4 钢管气割; 若钢管很重,不易转动可先从管子下端(1)处预热气割,并沿箭头方向切割至水平位置,然后再将割枪移至下端(2)处沿箭头方向割至水平位置,最后由箭头方向(3)处切割完毕,见图3。若钢管易转动,可从管子侧部开始切割如图4,切割一段后暂时停止,转动管子再继续切割。转动次数要尽量少;
6.5 圆钢气割; 一般从一侧开始,预热火焰先垂直于圆钢表面加热,尽快达到预热温度,割嘴应处于水平位置,待切割氧慢慢打开的同时,将割嘴转到垂直位置,这时要大开垂直氧,割嘴可稍作横向锯齿形摆动,最好使圆钢一次割完。如果圆钢直径较大时,可按图5顺序分段切割。
本文编辑:糖糖 ❤ 第二步: ❤ ❤返回搜狐,查看更多 |
【本文地址】