| Solidworks:钣金的折弯系数、K因子、折弯扣除 | 您所在的位置:网站首页 › 中性层位置计算公式 › Solidworks:钣金的折弯系数、K因子、折弯扣除 |
Solidworks:钣金的折弯系数、K因子、折弯扣除
|
在SolidWorks的钣金件设计中,“折弯系数”、“K因子”和“折弯扣除”都是与折弯加工相关的重要参数。 “折弯系数”是一个用于描述金属材料在折弯过程中应力分布非均匀性的指标。它反映了金属板材在弯曲时内外表面应力的分布情况,是判断材料是否适合进行折弯加工的重要依据。折弯系数的计算通常使用公式SW=K(R/T)^n,其中SW为折弯系数,K为材料常数,R为折弯半径,T为材料厚度,n为折弯指数。折弯系数越小,意味着材料对折弯过程的适应性越好。 “K因子”是中性层到折弯内表面的距离与钣金厚度的比值。在折弯变形区,靠近内表面的材料被压缩,而靠近外表面的材料被拉伸。中性层是指既不压缩也不拉伸的那一层。K因子是一个大于0而小于1的常数,与中性层的位置有关,而中性层的位置则与材质的固有属性相关。 “折弯扣除”是一种计算折弯过程中材料展开长度的方法。在折弯加工时,由于材料的弹性模量和折弯工艺参数等因素的影响,需要在CAD软件中预留一定的材料扣除量,以确保最终折弯件的尺寸与设计要求一致。折弯扣除的计算通常基于K因子和折弯角度等因素。 总的来说,这些参数在钣金件设计中都扮演着重要的角色,它们的使用有助于提高折弯加工的精度和质量,确保最终产品的尺寸和性能符合设计要求。 折弯系数
下面这个公式给出了钣金件沿中性轴的展开长度:
L
t
=
A
+
B
+
B
A
L_t=A+B+BA
Lt=A+B+BA 由于中性轴并不一定处于钣金厚度一半的位置。假设K因子表示中性轴相对于钣金厚度的位置比例,BA计算公式如下: B A = α 180 π ( R + K T ) BA=\frac{\alpha}{180}\pi(R+KT) BA=180απ(R+KT) 其中 α \alpha α是BA弧圆心角,R是圆弧内侧半径,T是钣金厚度。 折弯扣除在SolidWorks的钣金件设计中,“折弯扣除”是一种用于计算钣金展开长度的方法。具体来说,它是指在进行折弯加工时,为了确保最终折弯件的尺寸与设计要求一致,需要在CAD软件中预留一定的材料扣除量。这个扣除量是根据折弯材料的弹性模量、折弯工艺参数以及折弯角度等因素进行计算的。 折弯扣除法的计算原理是基于钣金折弯时的伸长量。在SolidWorks中,可以通过设置K因子(一个用于计算折弯材料伸长量的参数)和折弯扣除量来进行计算。K因子确定了折弯角度和折弯线内外边缘之间的伸长差异,通常用于制定一个公式,根据折弯角度和折弯材料的特性来计算折弯线的位置和长度。 折弯扣除用法如下: L t = A + B − B D L_t=A+B-BD Lt=A+B−BD 其中 BD 称为折弯扣除。 通过合理设置K因子和折弯扣除量,可以提高钣金折弯件的加工精度和质量,确保最终折弯成型后的零件尺寸符合设计要求。 |
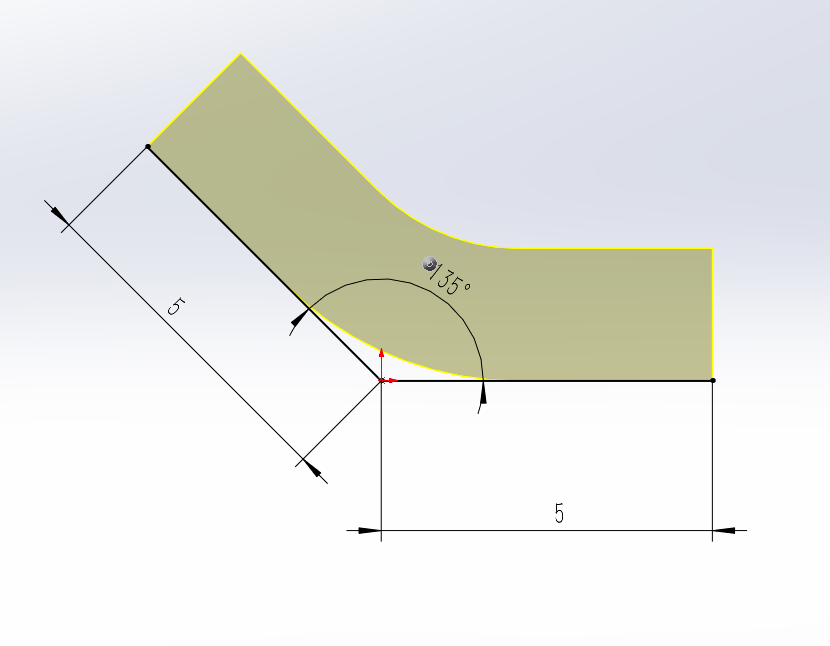 这个例子中,根据草图(黑色折线)生成钣金件。钣金件折弯前的平面展开是一个矩形,这个矩形的边长应该是多少呢?
这个例子中,根据草图(黑色折线)生成钣金件。钣金件折弯前的平面展开是一个矩形,这个矩形的边长应该是多少呢? 其中圆弧 BA 的长度称为折弯系数。
其中圆弧 BA 的长度称为折弯系数。【本文地址】