| 三菱m80润滑参数 | 您所在的位置:网站首页 › 三菱参数1206和1207 › 三菱m80润滑参数 |
三菱m80润滑参数
|
小编微信:shukong99999 乐享数控,专注数控电气 乐享 三菱高速高精
三菱高速高精
 大家好,我是乐享数控,好久不见,今天起,给大家多总结,相互交流进步。
大家好,我是乐享数控,好久不见,今天起,给大家多总结,相互交流进步。
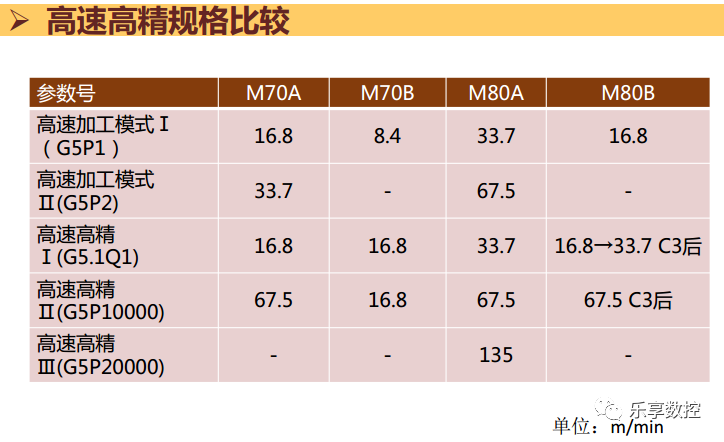
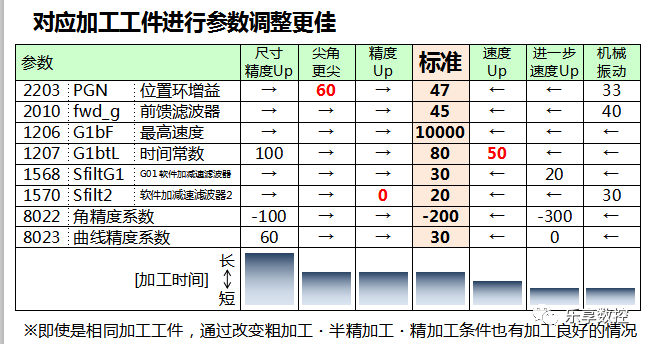
1 三菱高速高精简介 在数控加工过程中,根据加工工艺流程需要,经常需要调整高速高精相关参数来改善加工效果,以满足加工精度和效率的平衡。 注:关于利用参数调整来改善加工功能表面效果,参数只能是锦上添花,而不是雪中送炭,主要的前提是机床的机械方面OK.
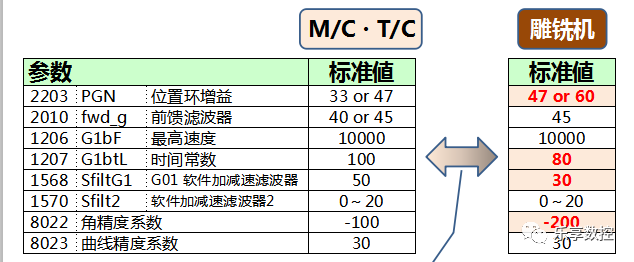
2 高速高精相关参数 三菱高速高精主要参数:
高速高精重要参数总结(以下为建议值,实际使用可微调): 1148=1/2/3/4 1267.0=1 1205=1 1206=10000 1207=100左 2010=40 8019=60 8020=5/7/10 8021=1 8022=0 8023=30 注:M80除了以上参数外,一般还是使用SSS控制与容差控制: 8090=1:SSS控制有效 12066=1:容差控制有效 2659=0.015~0.025(此参数设定容差) 3 参数调整只能锦上添花,而不是雪中送炭 除此之外,当加工表面效果不好时,比如加工有刀纹时,还需要排查以下机械原因: 1>首先确认机械部分是否有异常,快速移动时三轴是否有异响,轴承、连轴器是否紧固? 2>主轴油温冷却系统是否正常,主轴油气润滑系统是否工作,压力是否达到标准? 3>MDI状态转动主轴,观察各个转速震动量,震动是否在标准范围(可用动平衡测试),机床停止运转时,主轴是否有震动,如有,是什么原因?风扇损坏、机台地脚松动。 4>加工的产品刀纹在那个部位,如果有开粗和精修,要分清是那一把刀造成的,查找原因所在。 5>切削液是否对准刀具?切削液浓度是否达到要求? 6>是否切削量过大,刀具是否严重磨损,刀具加工路径是否合理? 7>转速与进给是否恰当,有时候适当提高转速能提高工件表面光洁度, 8>治具压板是否合理?压板有没有压紧工件,如果没有压紧,加工时会产生震刀纹。 9>主轴刀把、锥孔是否垫铝屑,装刀具时夹套内是否垫杂物,用千分表打刀具处,观察偏摆是否在标准范围? 10>用拉力记检查主轴拉力是否在标准范围,拉力如果太低,可能是锥孔与刀把不紧密,或者拉杆故障。 关于三菱数控系统,市场上的资料很少,不像FANUC那么丰富,想提高三菱数控电气的可以联系小编。 2020三菱特训内容: 三菱PLC/参数调试/维修报警/伺服优化 小编微信:shukong99999 乐享数控 知识拓展(点击蓝字)01 乐享:三大系统软限位参数与原点设定 02 FANUC 系统BOOT界面与IPL界面详解 03 三菱绝对位置原点设定  小编微信:shukong99999
乐享数控,专注数控电气技术
小编微信:shukong99999
乐享数控,专注数控电气技术
|



【本文地址】