| 一种铌钒复合微合金化HRB400螺纹钢及其制备方法与流程 | 您所在的位置:网站首页 › hrb400螺纹钢规格 › 一种铌钒复合微合金化HRB400螺纹钢及其制备方法与流程 |
一种铌钒复合微合金化HRB400螺纹钢及其制备方法与流程
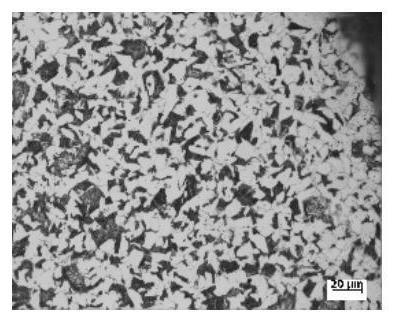 一种铌钒复合微合金化hrb400螺纹钢及其制备方法技术领域1.本发明涉及螺纹钢的工艺方法,尤其涉及一种铌钒复合微合金化hrb400螺纹钢及其制备方法。 一种铌钒复合微合金化hrb400螺纹钢及其制备方法技术领域1.本发明涉及螺纹钢的工艺方法,尤其涉及一种铌钒复合微合金化hrb400螺纹钢及其制备方法。背景技术: 2.hrb400钢作为钢筋混凝土重要用钢,广泛使用于我国基础设施如房屋、桥梁、道路及重要能源、交通等工程项目中,也对螺纹钢的强度提出更高的要求。提高螺纹钢强度除了传统的通过添加硅、锰合金外,还可以在钢中加入微合金化元素。3.现有专利申请cn112387790a属于治金行业特殊钢生产加工领域,一种微铌生产盘螺hrb400、hrb400e,包括以下按质量分数计的组分:c0.23-0.25%,si低于0.6%,mn0.9-1.1%,p低于0.04%,s低于0.04%,nb0.005-0.01%,余量为fe。其仅需添加微量的铌进行微合金化,固溶于奥氏体中铌和在轧制中析出的碳氮化物分别起到细晶强化和沉淀强化的作用,提高了奥氏体再结晶温度,抑制了奥氏体过程晶粒长大,最终细化了铁素体晶粒,以提高成品强度及塑性;轧制工艺相交常规hrb400、hrb400e盘螺生产,加热温度比常规加热温度低30-50℃,开轧温度比常规开轧温度低20-30℃,且步骤2的出钢过程中只需加入硅锰合金,不需要添加硅铁合金;斯太尔摩控冷线中水箱全部关闭、风机全部关闭,减缓盘螺冷却速度,可以有效避免含铌钢易形成贝氏体的问题,这种控冷工艺可以得到细小的铁素体、珠光体组织,达到提高成品强度和塑性的目标;但铌元素在合金化过程中通过依靠细晶强化的方式来提高强度,但是铌元素的加入容易产生坯料表面和内部裂纹缺陷。此外为了保证螺纹钢质量稳定,也有钢铁企业大多在其生产过程添加微合金化钒元素,但由于近年来钒系合金价格暴涨,且不稳定。4.因此,亟待解决上述问题。 技术实现要素: 5.发明目的:本发明的第一目的是提供一种铌钒复合微合金化hrb400螺纹钢,通过铌钒复合微合金化,晶粒细化作用得到改善,有利于提高钢筋的屈服性能。6.技术方案:为实现以上目的,本发明公开了一种铌钒复合微合金化hrb400螺纹钢,螺纹钢的组分含量按重量百分比计,包含:c:0.220-0.254%,si:0.28-0.43%,mn:1.40-1.55%,v:0.014-0.030%,nb:0.009-0.020%,其余为fe和其他不可避免的杂质。7.其中,螺纹钢的规格为ф14-ф32。8.进一步,螺纹钢的组织为铁素体+珠光体,晶粒度≥9.0级。9.优选的,螺纹钢的屈服强度rel≥415mpa,抗拉强度rm≥560mpa,最大力下的延伸率agt≥7.5%。10.本发明一种铌钒复合微合金化hrb400螺纹钢的制备方法,包括如下步骤:11.(1)炼钢工艺:转炉出钢至1/3,加入脱氧剂及合金进行脱氧合金化,合金按成分目标值进行配加,每炉添加硅锰为23~25kg/t,钒氮合金为0.16~0.21kg/t,铌铁b88为0.16~0.18kg/t,硅氮合金为0.28~0.36kg/t,转炉和钢包全程底吹氮,每炉连铸拉速2.50~3.00m/min,中间包过热度10~20℃;12.(2)轧制控温工艺:加热炉加热段温度1000-1140℃,均热段温度1050-1140℃,开轧温度920-1080℃,返红温度控制在850-900℃。13.本发明一种铌钒复合微合金化hrb400螺纹钢的制备方法,包括如下步骤:14.(1)炼钢工艺:转炉出钢至1/3,加入脱氧剂及合金进行脱氧合金化,合金按成分目标值进行配加,每炉添加硅锰为22.5kg/t,钒氮合金为20kg/t,铌铁b88为0.167kg/t,硅氮合金为0.33kg/t,同时转炉和钢包全程底吹氮,每炉连铸拉速2.80m/min,中间包过热度15℃;15.(2)轧制控温工艺:加热炉加热段温度1090℃,均热段温度1120℃,开轧温度1010℃,返红温度控制在860℃。16.其中,每炉的钢水按120t计算。17.有益效果:与现有技术相比,本发明具有以下显著优点:18.(1)铌主要依靠细晶强化的方式来提高强度,钒主要通过析出强化的方式来提高强度,铌钒复合微合金化同时兼有铌、钒单一微合金化的效果,晶粒细化作用得到改善,有利于提高钢筋的屈服性能;同时钒氮合金中氮的加入大大增强了铌在轧制和冷却过程中碳氮化物析出强化能力;而完全固溶的碳氮化铌可阻止奥氏体晶粒长大,轧制过程中可以阻止奥氏体的再结晶,促进铁素体形核,达到细晶强化的作用,最终得到晶粒度更细的铁素体+珠光体室温组织;19.(2)轧制工艺较常规hrb400直螺工艺生产,加热炉均热段温度比常规工艺低20-30℃,开轧温度低10-20℃,大大减少因温度过高造成奥氏体晶粒粗大,形成有害的魏氏体组织导致强度降低;采用控冷工艺降低返红温度15-25℃,得到稳定铁素体+珠光体组织;同时转炉出钢过程中仅需加入硅锰合金,不需要添加硅铁合金;20.(3)本发明制备方法适合于具备机架间冷却设备的企业推广应用,在钒氮合金价格高于铌铁价格的情况下可降低合金成本;21.(4)通常含钒钢筋铸坯质量相对稳定,而随着铌元素的加入容易产生坯料表面和内部裂纹缺陷,因此铌钒复合微合金化一定程度上增加了连铸坯生产难度,本发明在炼钢连铸工艺通过降低拉速和减少中间包过热度等方式,在实际生产过程中未发现明显的表面和内部裂纹缺陷,也未对螺纹钢生产过程和产品质量产生不良影响,满足使用要求。附图说明22.图1为本发明中14规格螺纹钢的晶粒度示意图;23.图2为本发明中16规格螺纹钢的晶粒度示意图;24.图3为本发明中18规格螺纹钢的晶粒度示意图;25.图4为本发明中20规格螺纹钢的晶粒度示意图;26.图5为本发明中22规格螺纹钢的晶粒度示意图;27.图6为本发明中25规格螺纹钢的晶粒度示意图;28.图7为本发明中28规格螺纹钢的晶粒度示意图;29.图8为本发明中32规格螺纹钢的晶粒度示意图。具体实施方式30.下面对本发明的技术方案作进一步说明。31.本发明一种铌钒复合微合金化hrb400螺纹钢,螺纹钢的组分含量按重量百分比计,包含:c:0.220-0.254%,si:0.28-0.43%,mn:1.40-1.55%,v:0.014-0.030%,nb:0.009-0.020%,其余为fe和其他不可避免的杂质。螺纹钢的规格为ф14-ф32。螺纹钢的组织为铁素体+珠光体,晶粒度≥9级。螺纹钢的屈服强度rel≥415mpa,抗拉强度rm≥560mpa,最大力下的延伸率agt≥7.5%。32.本发明一种铌钒复合微合金化hrb400螺纹钢的制备方法,包括如下步骤:33.(1)炼钢工艺:转炉出钢至1/3,加入脱氧剂及合金进行脱氧合金化,合金按成分目标值进行配加,每炉添加硅锰为23~25kg/t,钒氮合金为0.16~0.21kg/t,铌铁b88为0.16~0.18kg/t,硅氮合金为0.28~0.36kg/t,转炉和钢包全程底吹氮,每炉连铸拉速2.50~3.00m/min,中间包过热度10~20℃,每炉的钢水按120t计算;铌主要依靠细晶强化的方式来提高强度,钒主要通过析出强化的方式来提高强度,铌钒复合微合金化同时兼有铌、钒单一微合金化的效果,晶粒细化作用得到改善,有利于提高钢筋的屈服性能;同时钒氮合金中氮的加入大大增强了铌在轧制和冷却过程中碳氮化物析出强化能力;而完全固溶的碳氮化铌可阻止奥氏体晶粒长大,轧制过程中可以阻止奥氏体的再结晶,促进铁素体形核,达到细晶强化的作用,最终得到晶粒度更细的铁素体+珠光体室温组织;通常含钒钢筋铸坯质量相对稳定,而随着铌元素的加入容易产生坯料表面和内部裂纹缺陷,因此铌钒复合微合金化一定程度上增加了连铸坯生产难度,本发明在炼钢连铸工艺通过降低拉速和减少中间包过热度等方式,在实际生产过程中未发现明显的表面和内部裂纹缺陷,也未对螺纹钢生产过程和产品质量产生不良影响,满足使用要求;34.(2)轧制控温工艺:加热炉加热段温度1000-1140℃,均热段温度1050-1140℃,开轧温度920-1080℃,返红温度控制在850-900℃。轧制工艺较常规hrb400直螺工艺生产,加热炉均热段温度比常规工艺低20-30℃,开轧温度低10-20℃,大大减少因温度过高造成奥氏体晶粒粗大,形成有害的魏氏体组织导致强度降低;采用控冷工艺降低返红温度15-25℃,得到稳定铁素体+珠光体组织;同时转炉出钢过程中仅需加入硅锰合金,不需要再添加硅铁合金。35.本发明制备方法适合于具备机架间冷却设备的企业推广应用,在钒氮合金价格高于铌铁价格的情况下可降低合金成本。36.实施例137.实施例1中一种铌钒复合微合金化hrb400螺纹钢,螺纹钢的组分含量按重量百分比计,包含:c:0.220-0.254%,si:0.28-0.43%,mn:1.40-1.55%,v:0.014-0.030%,nb:0.009-0.020%,其余为fe和其他不可避免的杂质。螺纹钢的规格为ф14-ф32。螺纹钢的组织为铁素体+珠光体,晶粒度≥9.0级。螺纹钢的屈服强度rel≥415mpa,抗拉强度rm≥560mpa,最大力下的延伸率agt≥7.5%。38.上述一种铌钒复合微合金化hrb400螺纹钢的制备方法,包括如下步骤:39.(1)炼钢工艺:转炉出钢至1/3,加入脱氧剂及合金进行脱氧合金化,合金按成分目标值进行配加,每炉添加硅锰为22.5kg/t,钒氮合金为0.167kg/t,铌铁b88为0.167kg/t,硅氮合金为0.33kg/t,同时转炉和钢包全程底吹氮,每炉连铸拉速2.80m/min,中间包过热度15℃;每炉的钢水按120t计算;40.(2)轧制控温工艺:加热炉加热段温度1090℃,均热段温度1120℃,开轧温度1010℃,返红温度控制在860℃。采用铌钒复合微合金化成分生产ф14-ф32规格hrb400螺纹性能情况如下表所示。[0041][0042]采用铌钒复合微合金化成分生产ф14-ф32规格hrb400螺纹组织及晶粒度情况,如图1~图8所示,其中图1为14规格f+p晶粒度11,图2为16规格f+p晶粒度11,图3为18规格f+p晶粒度10.5,图4为20规格f+p晶粒度10.5,图5为22规格f+p晶粒度10.5,图6为25规格f+p晶粒度10,图7为28规格f+p晶粒度9.5,图8为32规格f+p晶粒度9.0,均满足客户使用要求。本发明通过开发价格低廉、具有沉淀强化作用的铌元素来代替部分钒元素参与合金化,采用铌钒复合微合金化hrb400螺纹钢及其控温工艺生产,满足用户使用要求的同时,实现动态在线吨钢降本约20元。 |
【本文地址】