| CNC加工中心加工60度淬火料的刀具及转速选择 | 您所在的位置:网站首页 › cr12mov用什么刀片加工 › CNC加工中心加工60度淬火料的刀具及转速选择 |
CNC加工中心加工60度淬火料的刀具及转速选择
|
采用CNC加工中心加工60度淬火料的优势 CNC英文全称是:Computerized Numerical Control(计算机数控技术),利用数字化信息对机械运动及加工过程进行控制的一种方法。也成为数控机床,具备以下优势: (1)生产率高:CNC加工中心机床可有效地减少零件的加工时间和辅助时间,CNC加工中心机床的主轴转速和进给量的范围大,允许机床进行大切削量的强力切削,CNC加工中心机床移动部件的快速移动和定位及高速切削加工,减少了半成品的工序间周转时间,提高了生产效率。 (2)加工精度高:CNC加工中心机床的加工精度,一般可达到0.005~0.1mm。 (3)具有高度柔性:与普通机床不同,CNC加工中心机床不必制造、更换许多工具、夹具,不需要经常调整机床。在单件、小批生产及新产品的开发时,缩短了生产准备周期,节省了大量工艺设备的费用。 (4)加工质量稳定、可靠:加工同一批零件,在同一机床,在相同加工条件下,使用相同刀具和加工程序,刀具的走刀轨迹完全相同,零件的一致性好,质量稳定。 (5)利于生产管理现代化:CNC加工中心机床加工,可预先精确估计加工时间,所使用的刀具、夹具可进行规范化、现代化管理。 (6)改善劳动条件:CNC加工中心机床加工前经调整好后,输入程序并启动,机床就能自动连续的进行加工,直至加工结束,致使操作者劳动强度极大降低,另外,机床一般是封闭式加工,即清洁,又安全。
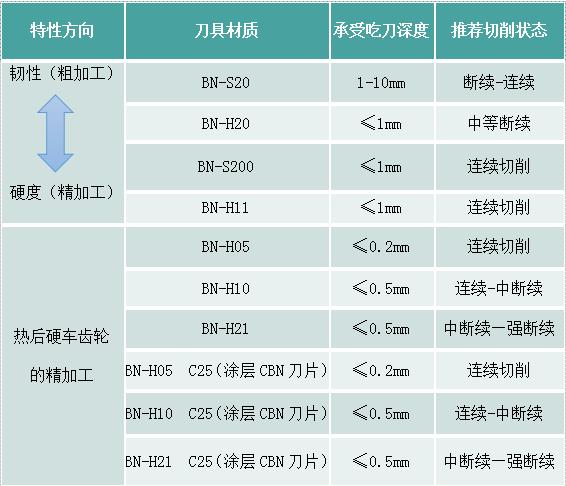
CNC加工中心加工60度淬火料的刀具选择 60度淬火料传统硬质合金刀具和涂层硬质合金刀具很难加工,磨损剧烈,频繁换刀,或崩刀,影响生产效率,目前采用CNC加工中心加工60度淬火料推荐立方氮化硼(CBN)刀片,其硬度仅次于金刚石刀具,是目前加工60度淬火料等硬零件的理想材质,下面几款刀具材质均可加工,具体可根据实际加工情况选择一款合适的材质: 展开全文
CNC加工中心加工60度淬火料的转速选择 CNC加工中心可在高转速下对60度淬火料进行加工,不过对于刀具企业来讲,一般都是提供切削速度、吃刀深度、进给量三要素,转速的话根据下面公式进行计算即可: Vc=πdn/1000 备注;d:工件直径 N:转速转每分钟 Vc:切削速度m/min π:3.14 CBN刀片加工60度淬火料的切削参数范围如下: 粗加工:切削速度Vc(m/min)控制在50-150之间,吃刀深度ap(mm)可在1-10范围内加工,进给量Fr(mm/r)控制在0.1-0.5之间。 精加工:切削速度Vc(m/min)控制在90-250之间,吃刀深度ap(mm)在≤1之内,进给量Fr(mm/r)控制在0.05-0.35之间。 CBN刀片搭配CNC加工中心加工60度淬火料的案例参数 1、车削加工淬火料传动轴的案例参数
工件名称:传动轴 工件材料:20CrMo 工件硬度:62-65HRC 选用刀片:BN-H10 VNGA160408 切削参数:Vc=132m/min,ap=0.1mm,fr=0.15mm/r 表面质量:Ra1.6 刀具使用寿命:145件/刃 冷却方式:湿切 相较于某品牌CBN刀片,BN-H10材质刀具寿命提高45%。 2、车削加工淬火料滚珠丝杠的案例参数
加工材料:滚珠丝杠Gcr15 工件硬度::HRC60-62 选用刀片:BN-S20 CNGN120708 切削参数:ap=4.5mm,Fr=0.10mm/r,Vc=95m/min 加工方式:干切 相较于某品牌陶瓷刀片,BN-S20材质效率提高8倍,而且属于正常的后刀面磨损,没有出现不正常的崩损现象。 3、铣削加工淬火料模具的案例参数
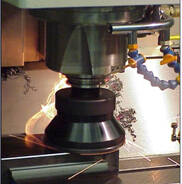
工件材料:Cr12MoV(硬度HRC65) 刀具型号:BN-S200 RNGN090300 切削参数:Vc=130m/min,Fr=0.12mm/r,ap=0.5mm 加工方式:干式切削 相较于某品牌CBN刀片,BN-S200材质刀具寿命提高4%,单件刀具费用降低60%。返回搜狐,查看更多 责任编辑: |



【本文地址】