| “你侬我侬”的粘结剂和导电剂 | 您所在的位置:网站首页 › cmf中的f › “你侬我侬”的粘结剂和导电剂 |
“你侬我侬”的粘结剂和导电剂
|
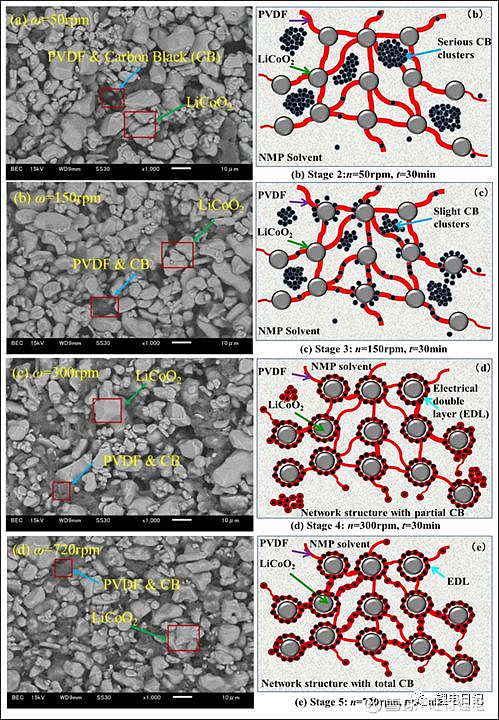
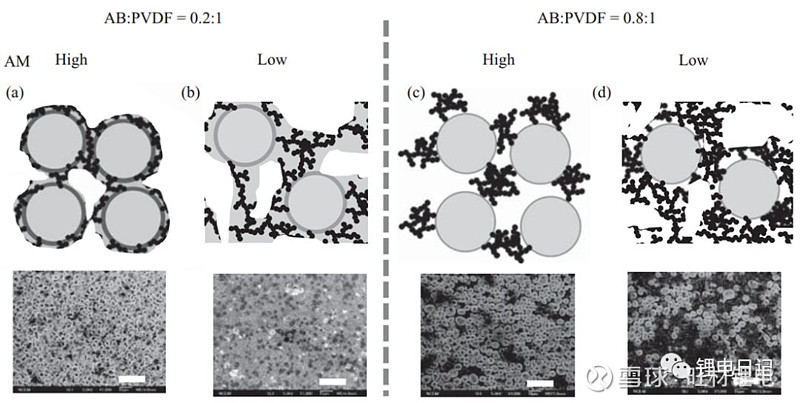
来源:雪球App,作者: 旺材锂电,(https://xueqiu.com/7479326512/138617648) 关注并标星↑↑「旺材锂电」 更多,更及时的干货内容,请关注微信公众号:wc_ldc 诚邀业内人士及机构向我们投稿,投稿有礼 投稿邮箱:[email protected] 来源:锂电日记 如图1所示为LiCoO2正极浆料在不同转数(50/150/300/720rpm)下搅拌30min后的SEM照片和组织结构示意图,低速搅拌时浆料中的导电炭黑大量团聚,高速搅拌导电剂解聚分散,与粘结剂形成粘结剂-导电剂聚合体包覆在活性颗粒表面。图2所示为不同导电剂/粘结剂配比时加入大量活性物质(high)和少量(low)活性物质对应的浆料结构示意图,粘结剂含量较高时在活性颗粒表面形成粘结剂包覆层,粘结剂含量较少时导电剂和粘结剂形成聚合体分布于活性颗粒之间。由此可见,在锂电池浆料体系中,活性物质、粘结剂和导电剂的相互作用存在差异,导电剂(AB,CB)易于形成团聚体,此外粘结剂含量较高时其吸附活性颗粒表面,导电剂和粘结剂形成聚合体。在浆料体系中活性物质、导电剂和粘结剂相互作用机制是什么?本篇结合文献《Solvent-Free Manufacturing of Electrodes for Lithium-ion Batteries》总结浆料中各组分的相互作用关系,从而揭示浆料内部结构形成机理。
图1 不同制浆转数的极片SEM照片及浆料结构示意图
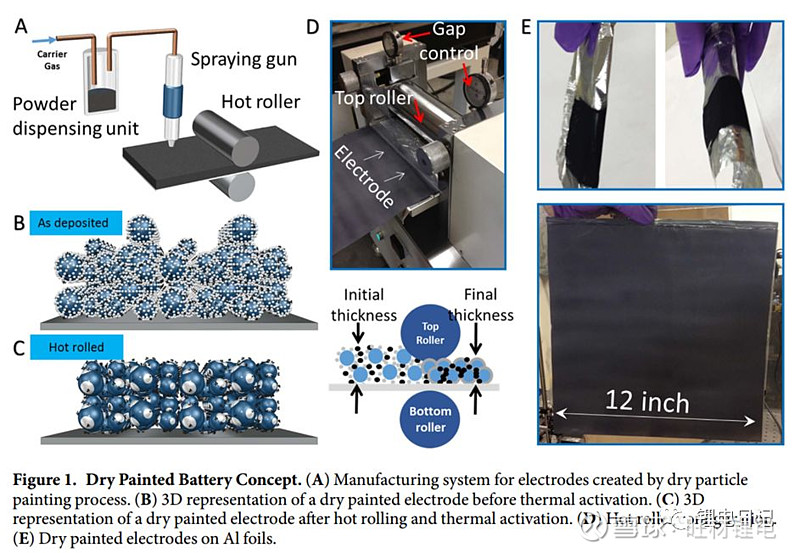
图2 不同组分配比获得的浆料结构示意图 之前我总结了Mohanad Al-Shroofy博士关于静电喷雾沉积(ESD)制备NCM111正极片的研究成果,实践证明ESD技术用于锂电池极片制备的可行性。美国密苏里科技大学机械与航空航天工程学院的Brandon Ludwig等人采用相同的技术制备钴酸锂(LCO)和NCM111正极片,结果表明不同的粘结剂分布直接影响电极的力学和电化学性能。如图3所示为静电喷雾沉积系统、热辊压单元及极片干涂过程中的结构变化示意图。静电喷雾沉积系统包括粉末存储单元、分散单元、静电喷涂单元、热辊压单元四部分。高压压缩空气(CDA)将料斗中的预混合干粉分散形成悬浮状态后经过静电喷枪而带电,在集流体和喷枪间的强电场拖拽作用下带电颗粒沉积在集流体上形成表面活性涂层。活性涂层随后进行高温热辊压,热激活粘结剂从而使粘结剂将周围活性物质和导电剂粘接起来。与常规基于浆料涂布工艺相比,ESD最显著的区别在于:常规工艺粘结剂溶解分散在溶剂中后与活性颗粒和导电剂混合,ESD工艺则通过高温热辊压将预干混的粘结剂热激活。因此不同方法制备的电极中粘结剂分布情况不同,最终影响电极的力学性能和电化学性能。
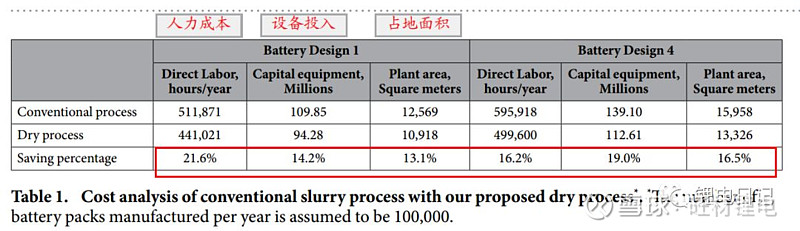
图3 静电喷雾沉积技术用于锂电池极片的制备 此外根据阿尔贡电池性能及成本分析模型,Brandon Ludwig等以年产10000个电池包的需求,结合所需人力成本、设备投入、设备占地面积三方面对比干涂工艺(ESD)与湿涂工艺(如图4),结果表明采用无溶剂干涂工艺可减少约15%的人力成本、设备投入、设备占地面积,具有明显的优势和应用潜力。
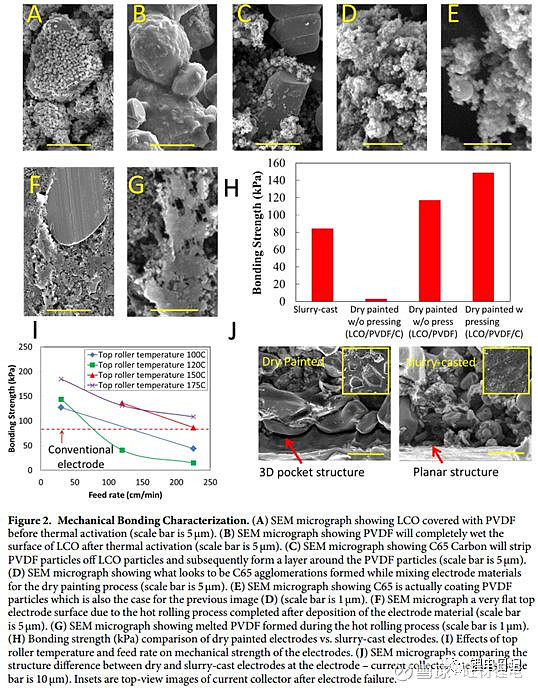
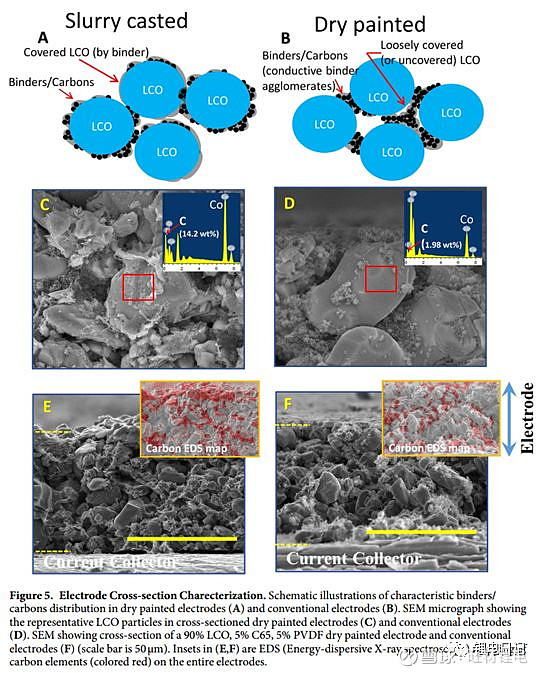
图4 干涂工艺与常规湿涂工艺成本分析对比 1.电极制备 1.1. 导电剂对LCO电极的影响 Brandon Ludwig等采用ESD工艺制备首批LCO电极,电极成分质量百分比为:LiCoO2:C65:PVDF=90:5:5,干粉首先进行60min高速搅拌,随后进行静电喷雾沉积,活性涂层最后在250℃热板上烘烤热激活(时长1h)。如图5(H)所示极片剥离强度极低,只有1.2kPa,远小于常规电极(84.3kPa)。为了分析导电剂的影响,Brandon Ludwig等同时制备了第二批电极,该电极不含导电剂C65,只包含85%LiCoO2和15%PVDF,250℃热板烘烤激活后极片的剥离强度为117.1kPa,与首批电极相比其力学性能显著的提高,同时较常规电极也有明显改善。图5(A)所示为LCO/PVDF混合后的显微组织,PVDF颗粒在LCO颗粒表面形成单层包覆层,250℃热激活后熔融的PVDF完全润湿LCO颗粒表面,从而在相连活性颗粒间形成强健的黏附作用,如图5(B)所示。加入导电剂后,原来附着于LCO表面的PVDF颗粒完全脱落(图5(C)),同时脱落的球形PVDF几乎全部被细小的导电炭黑C65包覆,如图5(D)所示,只有少部分PVDF颗粒部分被C65包覆(如图5(E))。首批添加导电剂的极片热激活时熔融的PVDF被C65所包覆,活性颗粒LCO之间缺乏粘结剂,因此极片的剥离强度极低。
图5 导电剂和热辊压对LCO正极片剥离强度的影响 1.2 热辊压的影响 首批电极ESD形成活性涂层后直接进行热辊压,热辊压可同时热激活PVDF粘结剂和控制极片厚度。如图5(H)所示极片辊压后其剥离强度显著提高(148.8kPa),热辊压使极片中颗粒物质排列更紧密(如图5(F/G)所示),消除C65的不利影响,活性颗粒间的粘接作用显著增强。 极片热辊压的主要工艺参数为辊压温度(上下辊温度)、辊压速度、辊压压缩比。 Brandon Ludwig等首先研究不同辊速(30/120/225 cm/min)、不同热辊温度(上辊温度100~175℃,下辊温度保持190℃不变,从而确保至少一个辊温度高于PVDF熔点,177℃)对LCO正极片剥离强度的影响,结果如图5(I)所示。结果表明降低上辊温度和提高辊压速度均会导致极片剥离强度的下降,辊温过低或辊速过快均导致PVDF热激活能量输入过少,不利于其完全熔融,颗粒间的粘接点位显著减少,剥离强度降低。当上辊温度高于150℃时,在保证其剥离强度大于常规工艺需求下,极片最快辊速达120cm/min;当上辊温度低于120℃时最大辊速不得超过75cm/min。此外,由于所有的剥离测试失效均发生在电极涂层与集流体界面处,因此干涂工艺对涂层间的黏附强度影响不得而知。干涂(ESD)热辊压极片与常规极片力学性能的差异也可从集流体的形貌变化进行分析,如图5(J)所示,干涂(dry painting)极片热辊压后在集流体表面形成大量的凹坑,常规极片集流体表面平整无热压凹坑(个人认为这种对比不大合理,干涂极片热辊压,孔隙率30%,而常规极片涂布后未辊压,孔隙率50%,辊压与未辊压对比,不能说明ESD工艺在力学性能上的优势),因此干涂极片活性层与集流体的结合面积大,粘结力强。 辊压压缩比对极片黏附强度也会产生重大影响,压缩比与辊压力存在数学转换关系,极片辊压时的辊压力为:
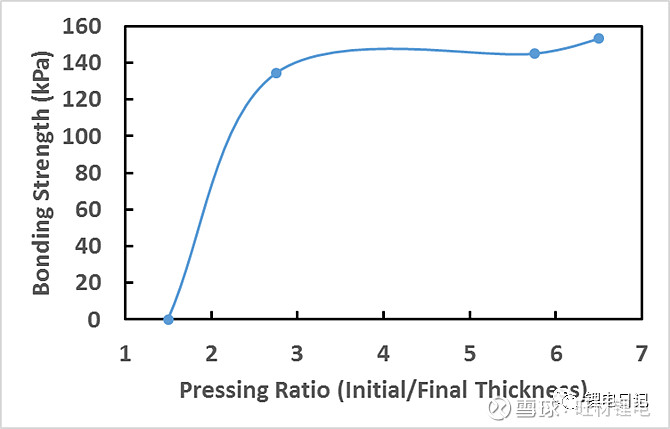
其中w为电极宽度,l为电极与压辊接触弧长,Frv为径向载荷。接触弧长l的表达式为:
其中R为压辊半径,h1为初始厚度,h2为极片热辊压后的厚度,极片压缩比为h1/h2。图6所示为不同初始厚度的极片热辊压至相同厚度(50um)后剥离强度随压缩比的变化曲线。辊压比小时(1.5)极片剥离强度极低,随着辊压比的增加,剥离强度显著增加,最后趋于稳定。当辊压比为2.75时剥离强度为134.29kPa,辊压比为6.3时剥离强度最大,153.09kPa。此外,极片初始厚度较大时受辊压机能力限制(辊压力不足),极片难以被压缩至所需厚度。
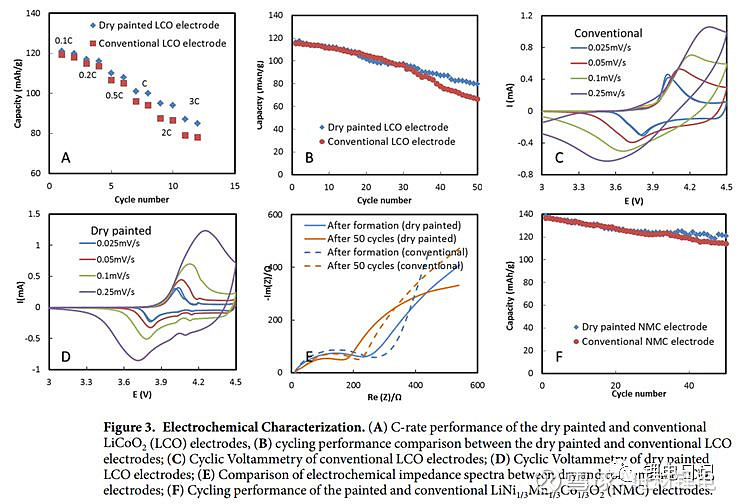
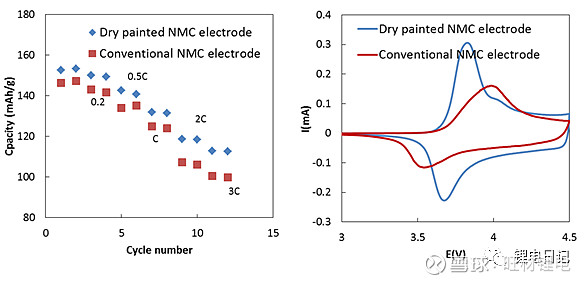
图6 极片辊压比对LCO电极剥离强度(黏附强度)的影响 2. 电化学性能分析 对比分析干涂工艺和常规工艺对LCO电极电化学性能的影响,电极成分完全相同(LCO:C65:PVDF=90:5:5),静电喷雾沉积+热辊压获得的极片孔隙率为30%,浆料涂布极片孔隙率为50%,对其进行辊压使孔隙率与干涂极片相同(30%)。图7(A)为不同倍率放电性能,干涂极片0.1C放电比容量为121mAh/g(理论容量为137mAh/g,89%),1C放电比容量为101mAh/g(74%),3C放电比容量为87mAh/g(64%);干涂极片的倍率性能优于常规电极。图7(B)为0.5C下循环性能对比,干涂极片循环50次比容量由114mAh/g下降至80mAh/g,容量保持率为70%,而常规电极50次后容量保持率为58%;因此干涂极片具有更好的循环性能。图7(C/D)分别为常规极片和干涂极片循环伏安曲线,随着扫描速度增加干涂极片氧化反应峰和还原反应峰保持对称性,常规极片峰形发生明显变化,氧化还原峰电势差增加,说明干涂极片电极化小,循环性能好。EIS阻抗分析结果如图7(E)所示,干涂极片循环前后的电荷传输阻抗均小于常规电极。同样地,采用相同方法对比干涂工艺对NCM111正极片的影响,干涂NCM111极片具有更好的倍率性能(图8所示)和循环性能(图7.F所示)。
图7 无溶剂干涂工艺对LCO正极片电化学性能的影响
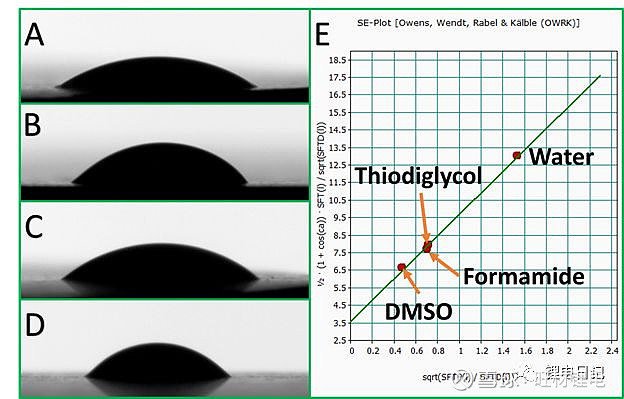
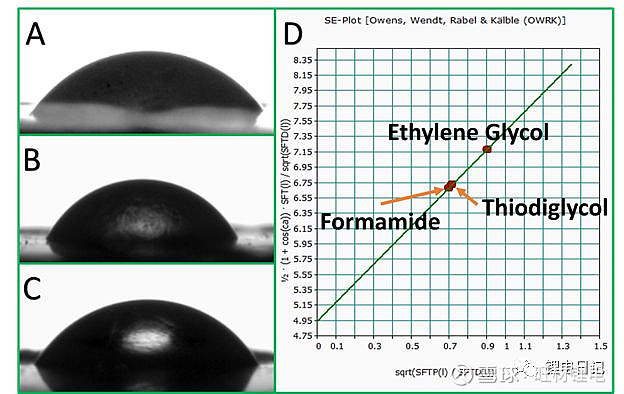
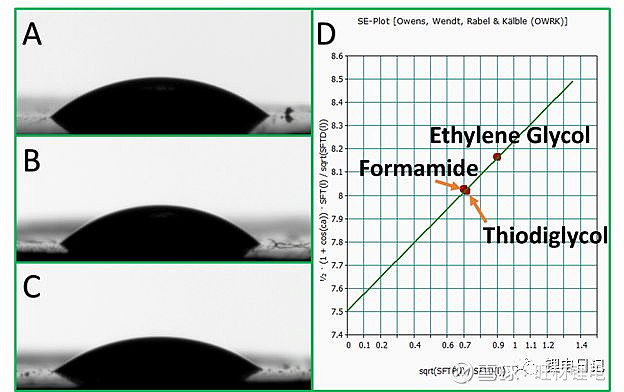
图8 无溶剂干涂工艺对NCM111正极片倍率性能和极化程度的影响 3. 表面能分析电极中各组分相互作用 忽略静电喷雾沉积带来的极片制备工艺的变化(无溶剂、干混、无极片干燥),与常规工艺相比其制备的电极在内部结构上也存在明显的差异,从而表现出电化学性能的区别。电极主要由活性物质、导电剂和粘结剂组成,各组分的相互作用形成的独特结构直接影响电极中电子导电和离子导电,从而表现不同的倍率性能和循环性能。 Brandon Ludwig等通过静滴法测试不同组分的色散表面能和极性表面能,利用Fowkes方程计算各组分间的附着功,分析不同组分间的相互作用强度。 3.1 表面能测试 采用静滴法分别测试LiCoO2、PVDF、C65的表面能,静滴法(Sessile Drop Technique)的基本思路是使用已知表面能的液体滴落在平坦密实的待测材料表面上,通过测定接触角大小拟合计算待测材料的色散表面能和极性表面能。图9分别采用DMSO(二甲基亚砜)、Formamide(甲酰胺)、thiodiglycol(硫二甘醇)和去离子水为已知液滴测试其与LCO的表面接触角及LCO表面能,LCO颗粒极性表面能为37.57mN/m,色散表面能为12.75mN/m。类似地,PVDF极性表面能为6.18mN/m,色散表面能为24.33mN/m。炭黑C65极性表面能为0.54mN/m,色散表面能为56.27mN/m。表面能测试结果表明LCO颗粒和C65炭黑表现出完全相反的特性,LCO颗粒具有较强的极性,C65则具有较低的极性,二者对PVDF粘结剂的分布将产生重大影响。
图9 不同液滴在LiCoO2靶材上的接触角及LiCoO2颗粒表面能拟合曲线
图10 PVDF颗粒表面能测试
图11 石墨(或炭黑C65)表面能测试 3.2 附着功计算 不同组分的极性表面能和色散表面能不同,从而影响颗粒间的相互作用强度,利用Fowkes方程计算不同物质间的附着功,附着功大小为:
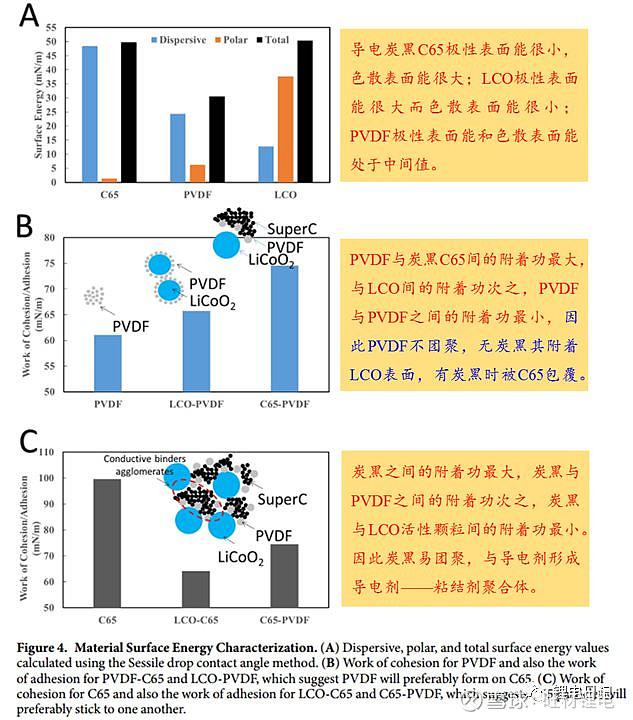
d表示色散表面能成分,P表示极性表面能成分,1.2分别为不同物质,图12所示为不同组分表面能大小及不同组分间的附着功对比结果。如图12(B)所示可知,PVDF与炭黑C65之间的附着功最大,PVDF与LCO之间的附着功次之,PVDF与PVDF间的附着功最小,因此PVDF不团聚,其倾向于吸附在LCO表面或被C65包覆。由于PVDF与C65间的附着力大于PVDF与LCO间的附着力,因此加入C65后原来附着在LCO表面的PVDF完全脱落而被C65包覆(图5所示)。如图12(C)所示炭黑与炭黑间的附着力最大,炭黑与PVDF间的粘结力次之,炭黑与LCO间的附着力最小,因此炭黑很容易团聚。此外由于LCO与炭黑/PVDF间的附着力较弱,C65与PVDF间的附着力较强,在电极内炭黑/PVDF形成的聚合体维持聚合状态,分布于活性颗粒之间。
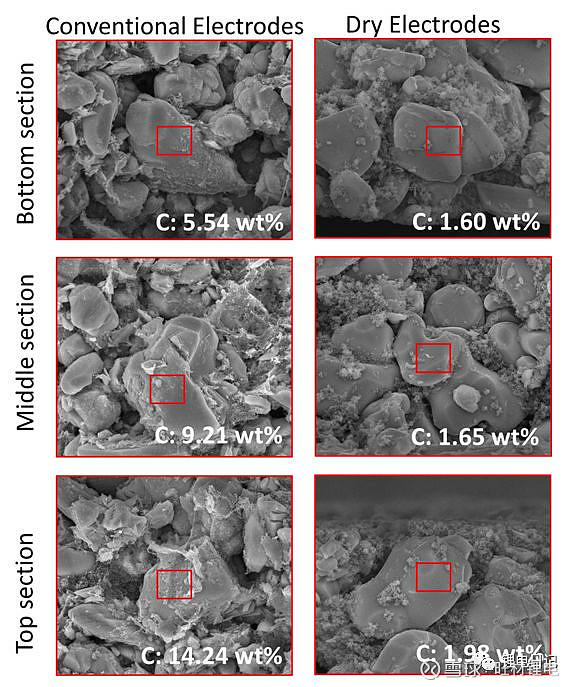
图12 不同组分的表面能及相互间的附着功 3.3 粘结剂的分布 图13所示为采用常规工艺和干涂工艺制得的电极中粘结剂分布特征。传统的基于浆料-涂布工艺需将粘结剂PVDF溶解于NMP溶剂中,随后加入活性物质和导电炭黑,粘结剂胶液与炭黑优先结合,涂布干燥后粘结剂——导电剂聚合物在LCO表面形成固定的聚合物包覆层(fixed polymer layers)。干涂工艺则通过静电喷雾沉积+热辊压激活的方式,PVDF受热熔融后与炭黑形成的导电剂——粘结剂聚合体分布于LCO颗粒之间的缝隙中,LCO颗粒表面没有固定聚合物层。常规工艺电极由于LCO颗粒表面包覆固定聚合物层影响和阻碍了Li+的脱嵌过程,干涂工艺电极中几乎没有被包覆的LCO颗粒,Li+嵌入/脱出速度快,此外填充在活性颗粒间的导电剂——粘结剂聚合体提供良好的电子导电,因此同常规电极相比其具有更好的倍率性能和循环性能。此外在常规的电极制备中,如上篇总结所述《锂电池极片涂布工艺总结(1)——极片干燥过程中的粘结剂迁移现象》极片干燥时发生粘结剂迁移,粘结剂在电极表面富集,同样导致电极内阻的升高和剥离强度的降低。图1所示为不同极片中粘结剂沿厚度方向的分布,明显地,常规电极出现粘结剂表面富集现象。
图13 不同工艺对LCO电极中粘结剂分布的影响
图14 不同电极中粘结剂沿极片厚度分布情况 总结: (1)采用静电喷雾沉积+热辊压的干涂(dry painting)工艺制备锂电池极片无论从制造可行性和电极最终性能方面考虑,均优于传统的浆料——涂布电极制备工艺。主要表现在以下方面: 无溶剂:干涂工艺不需NMP溶剂,无安全、防爆、溶剂回收等问题;不制浆:干涂工艺直接将预混合粉末静电喷雾沉积于集流体表面; 工艺角度不干燥:干涂工艺不需要常规浆料涂布后的极片干燥工序,省时节能;粘结剂分布均匀:不存在粘结剂迁移现象;活性颗粒表面无聚合物层:裸露的活性颗粒有利于Li+脱嵌; 结构性能角度电极倍率性能和循环性能优于常规工艺。 (2)表面能测试和附着功计算表明:电极内炭黑间的附着功大,易形成团聚体,炭黑与PVDF粘结剂间的吸附性强于其与LCO活性颗粒间的吸附性,在电极内易形成导电剂——粘结剂聚合体。 (3)热辊压工艺参数(辊压温度、辊压速度、压缩比)对电极力学性能和电化学性能优化具有重要意义。 参考文献 [1]. Ludwig B, Zheng Z, Shou W, et al. Solvent-free manufacturing of electrodes for lithium-ion batteries[J]. Scientific reports, 2016, 6: 23150. [2]. Wang Z, Zhao T, Takei M. Morphological Structure Characterizations in Lithium-Ion Battery (LIB) Slurry under Shear Rotational Conditions by On-Line Dynamic Electrochemical Impedance Spectroscopy (EIS) Method[J]. Journal of The Electrochemical Society, 2017, 164(9): A2268-A2276. [3]. Liu G, Zheng H, Song X, et al. Particles and polymer binder interaction: a controlling factor in lithium-ion electrode performance[J]. Journal of The Electrochemical Society, 2012, 159(3): A214-A221. 往期精彩回顾
10.99G锂电池资料,11本书籍,50个工艺视频,300+干货...3.0版锂电池资料包 电池厂采购与材料、设备供应商的“相爱相杀”! 干货 | 常用锂电参数计算公式 干货 | 车企和电池厂的战争 揭秘宁德时代CATL超级工厂! PPT | 动力电池龙头研究之LG化学 40页PPT——动力电池安全性测试与评价研究 技术贴:Tesla新能源技术到底领先了多少? 干货 | 锂电池最经典问题14问 关注 | 动力电池4类热失控原因分析 干货丨锂电池材料篇最全基础介绍 干货丨浅谈现有锂离子电池检测标准 关注 | 2018年锂电行业十大风云人物 干货 | 动力电池及电池PACK基础知识 干货 | 132页PPT,动力电池系统知识大全! 干货 | 41页PPT--锂离子电池隔膜知识培训 干货 | 电芯相关知识大全汇总 绝对的干货 干货 | 190页ppt看懂锂电池材料以及生产工艺 干货 | 一份关于动力电池负极材料超全的资料! 干货 | 锂电池电解液,非常全面的一篇干货 干货 | 锂电池的锂从哪里来?矿石提锂五大工艺 干货丨锂电池正极材料及三元前驱体相关基础知识 干货 | 三元正极材料各项理化指标详细数据分析方法 工艺 | 五分钟看懂锂离子电池的的原理、配方和工艺 干货 | 锂离子电池原理及工艺 - 大全PPT- 2018版 干货 | 我们拆了一辆Model 3,得出“3个观点”和“6个发现”! 干货 | 一文看懂宁德时代(CATL)和宁德新能源(ATL)的关系! 干货 | 当下谈固态电池动力化或许还为时尚早,至少需要越过四座大山 【免责声明】文章为作者独立观点,不代表旺材锂电立场。如因作品内容、版权等存在问题,请于本文刊发30日内联系旺材锂电进行删除或洽谈版权使用事宜。 |




【本文地址】