| 特殊过程 | 您所在的位置:网站首页 › CQI9审核表格下载 › 特殊过程 |
特殊过程
|
特殊过程-热处理系统审核 ( CQI-9 ) Special Process: Heat TreatSystem Assessment
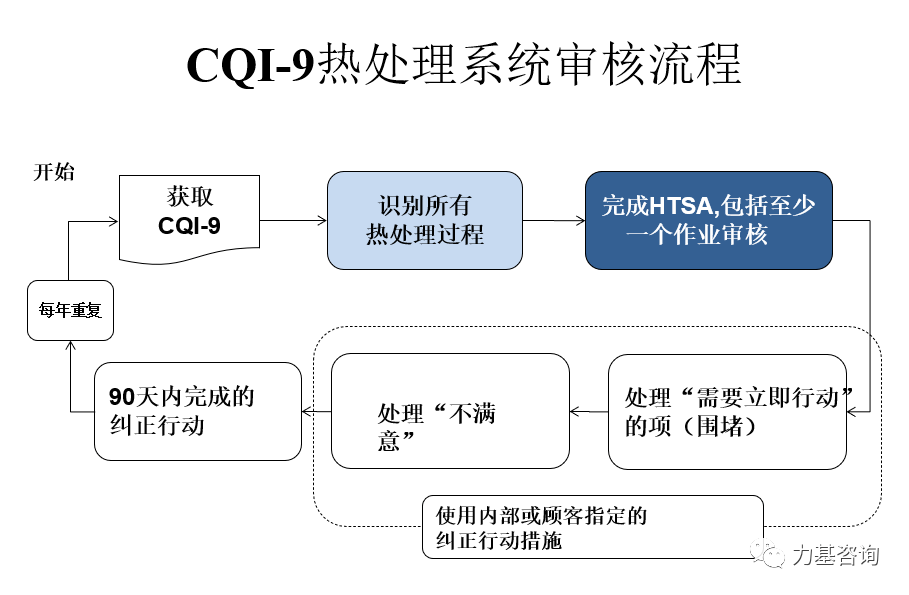
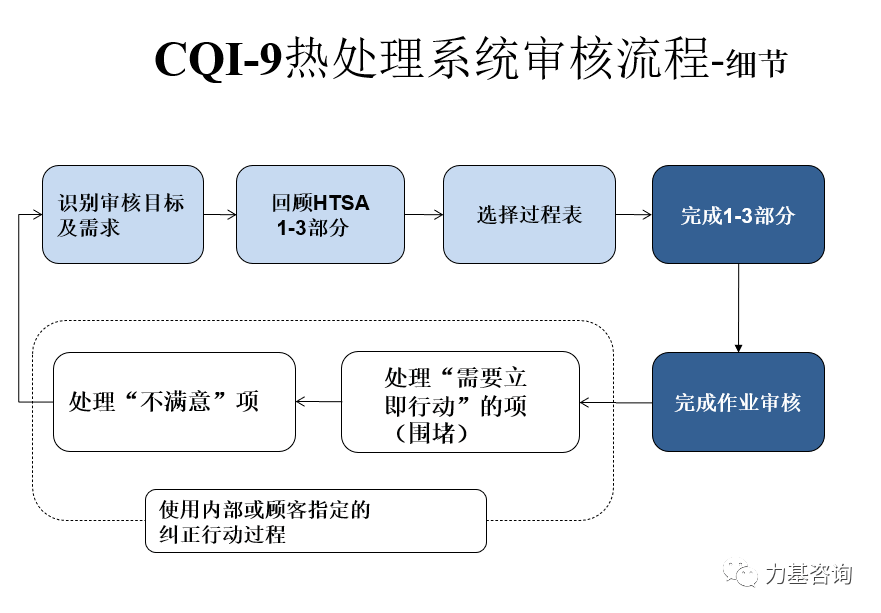
前言 CQI-9是AIAG颁发的关于特殊过程-热处理工艺过程的审核要求,旨在为汽车生产和服务零件组织的热处理管理系统提供通用方法。 热处理作为一个特殊过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。 目录 AIAG 及CQI-9产生背景 主机厂对CQI-9的要求 CQI 标准系列 CQI-9的主要内容 企业实施CQI-9 的必要性 ◆ ◆ ◆ ◆ AIAG 及CQI-9产生背景 ◆ ◆ ◆ ◆ AIAG----Automotive Industry Action Group 由戴姆勒-克莱斯勒、福特和通用三大汽车公司于1982年发起组建,世界公认的非盈利性、全球性行业组织。 在 AIAG的组织下, 近 1,500 个成员公司(包括汽车原始设备制造商、零部件供应商、及汽车零部件供应链其他环节的厂商)的志愿者在一起,共同解决汽车供应链的标准化问题。 AIAG 成员对新工艺和新标准的制定起了不可替代的作用,一些创意性、前瞻性的设想在这个平台上得以充分的交流,同时也促进了贸易伙伴关系。 CQI-9概述 为了系统解决热处理工艺过程中由于材料特性的差异性、工艺参数的复杂性和过程控制的不确定性带来的风险,美国汽车工业行动集团AIAG的热处理工作小组开发了《CQI-9特殊过程:热处理系统评估Special Process: Heat Treat System Assessment》手册: 1、2006年03月:第一版; 2、2007年08月:第二版; 3、2011年11月:第三版; 4、2020年06月:第四版。 第四版的主要变化有: 一、HTSA的表格变化 HTSA的格式进行了修改: 1.每个条款增加了解释,以便审核员或热处理组织在使用标准时,能够更加精准的理解标准控制的风险点及要求。 2.把每个条款的要求,更加逻辑化,并且要求在审核时,要针对每个要点都要提供相应的符合性证据。 二、HTSA内审员资格变化 对HTSA的评审员的资格要求进行了修改: 对评审小组组长第三版要求是有经验的质量管理体系审核员改热处理经验的要求,审核员必须提供证明相关的审核员资质证明。 三、增加热冲压过程 增加了一个热冲压(Hot Stamping)的过程审核表,这个过程在标准中定义如下: “热冲压”也称为干式接触压制硬化,高强度金属板硬化,压制硬化或模压淬火。此过程首先奥氏体化,然后同时淬火并形成零件。通过与模具直接接触来实现淬火模具与高吨位压力机一起使用,并且使用相对较短的热处理周期。热冲压成型(hot Stamping)是近年来出现的一项专门用于汽车高强度钢板冲压成型的新技术,也是实现汽车轻量化生产的关键技术工艺之一。 四、高温测定要求变化 高温测定法的要求进行了如下更新(例举,不仅限于以下内容): 1、高温测定报告要求更新; 2、RTD (热电阻Resistance Temperature Detector ) 包含在热电偶部分中。 3、在表3.1.5中添加了注释6及7 注6:任何损耗性廉金属热电偶在任何情况下首次使用不超过一年期限,非损耗性廉金属热电偶首次使用之日起不得超过两年。注7:当温度低于或等于980℃(1800℉)6个月后,当温度高于980℃3个月后,用于探测方法A及B的热电偶应更换。 4、在CQI-9第四版发布之日起三年内,模拟仪器将由数字仪器取代。 5、修正了用于计算大容量炉子所需的TUS测试热电偶数量的公式(参考表P3.4.1,注1)。 6、宽限期在“校准”,“ SAT”和“ TUS”部分中定义。 7、针对由于炉子设计特点而无法进行传统TUS测试的情况,对替代方法(例如特性测量)提供了扩展的指导和完善的要求 五、HTSA管理要求章节变化 1-3章节主要变化: 问题1.6 增加了工艺规范的建立与确定应由授权人员负责,工艺规范的变更应形成文件,并需进行评审与批准。 问题2.15 增加了工艺表中规定的任何测试频率的例外情况,均应得到客户书面批准 问题3.16 增加了信号监控器记录的要求 六、HTSA过程表变化 过程表的主要变化: 1、用于产品和过程测试的实验室和测试设备每年至少应按适用的国家标准(如ASTM、EN、JS)或批准的同等标准进行校准,如果适用标准中没有规定,则应按内部程序进行验证。 2、折光仪的校准要求已删除。 3、发电机应连续监测和记录。每个班次都需要评审记录。 4、A3.5连续炉增加“每日”频率要求; 5、B4.5 增加了定义“White layer/compound zone””的检验要求; 6、C3.4的要求进行了细化,增加了参数的控制要求如喷淋介质的流量、压力等; 7、C4.1的要求增加了连续4个小时间隔进行硬度测试要求。对于其他破坏性试验方法,除非客户要求,每天对每个炉进行更频繁的检测,例如每批 8、D3.3监控部件温度(当指定时)。注意:这并不能取代对能量监视器或信号监视器的要求。 9、G3.4 增加大气发生器的每日频率要求; 10、H1.3真空监测装置应每年进行校准或与校准过的主设备进行年度验证。用于验证的主容器每年至少要按照适用的ASTM、NIST、ISO或国家等效标准进行校准; 11、H1.4用于大气输送的气体比控制器应每年进行校准,或每年根据校准过的主控制器进行验证。或者,使用经认证成分的预混合气体满足这一要求。用于验证的主容器每年至少要按照适用的ASTM、NIST、ISO或国家等效标准进行校准; 12、H1.5预混合气体必须有气体混合比例和气体纯度证书; 13、H1.8容器应达到每小时90微米汞或更少的泄漏率,并应进行验证。 ◆ ◆ ◆ ◆ 主机厂对CQI-9的要求 ◆ ◆ ◆ ◆ 1、通用汽车公司: 2020年12月15日生效的《通用汽车公司针对IATF16949:2016的顾客特定要求》中9.2.2.3 制造过程审核 条款明确规定: 除分层过程审核外,组织还应每年对特殊制造过程(见下表)进行审核,确定其有效性。组织应使用最新版本的 CQI 标准确定这些过程的适用性和有效性(见下表)。有效性评估应涵盖组织的自评、采取的措施,并保留记录。 注1:评估必须由合格的审核员进行。合格的审核员需满足以下要求: 必须为合格的 ISO 9001:2015 主任审核员,或合格的内部审核员。合格的内部审核员的要求是,成功完成培训并在合格的主任审核员的监督下至少开展5次IATF 16949:2016内部审核;至少要有 5 年以上与被审核过程相关的工作经验或教育背景。注2:审核发现的问题必须形成措施计划,指定责任人及合理的关闭日期。 2、福特汽车公司: 2022年1月3日生效的《福特汽车公司针对IATF16949:2016的顾客特定要求》 中 9.2.2.3 制造过程审核 条款明确规定: 1、各组织及次级供应商制造现场的所有热处理过程均应按照AIAG CQI-9 《特殊过程:热处理系统评估》(HTSA)和福特特定的CQI-9要求进行年度评估(包括所有的热处理供应商层级)。在发生任何的热处理工艺和/或热处理设备变更或新增热处理设备后,也需要进行评估; 2、组织必须评估所有单个的评估都是最新的(不到 12 个月),都满足上述热处理要求,并将 CQI-9 评估结果输入至GSDB Online; 3、组织应在组织的现场保存 2 份最近的年度CQI-9 评估报告和相关信息,并在要求时提供给 STA。热处理评估可由组织、热处理供应商、次级供应商或福特进行评估。证明符合CQI-9和福特特定的CQI-9要求并不能免除组织对所供应产品质量的全部责任; 4、为降低材料脆化风险,经过热处理的钢部件应符合“福特工程材料规范WSS-M99A3-A”的要求,也可根据本文件的第7.5.2章节获取。 3、FCA US LLC(前克莱斯勒集团): 2020年8月5日出版的《FCA US LLC针对IATF16949:2016的顾客特定要求》中9.2.2.3 制造过程审核 条款中明确规定: 组织应利用相关AIAG手册对下文列出的各特殊过程的有效性进行评估: • 热处理 – CQI-9:特殊过程:热处理系统评估, 特殊过程评估——其他注意事项 CQI-9和CQI-15:组织每年应向FCA US的供应商运营部提交一份完整的自评报告。 • 应提交英文版文件 • 提交的文件应按以下信息确定: o 组织名称 o 组织场所 o 由FCA US采购部分配给场所的供应商代码 o 提交年份 • 组织的供应商(即:次级供应商)可在与其顾客共同审查自评结果后,直接向FCA US供应商运营部提交完成的自评资料。 • 完成的评估内容应提交至SharePoint。 ◆ ◆ ◆ ◆ CQI 标准系列 CQI-8 LPA分层过程审核 CQI-9 热处理系统评审 CQI-10 有效问题解决EPS CQI-11 电镀系统评审 CQI-12 涂装系统评审 CQI-14 汽车保修管理指南 CQI-15 焊接系统评审 CQI-16 ISO/TS16949:2009实施指南 CQI-17 锡焊系统评审 CQI-18 有效防错 CQI-19 次级供应链质量管理要求 CQI-20 有效问题解决 CQI-22 不良质量成本 CQI-23 塑料成型系统评审 CQI-24 基于失效 CQI-25 SPC快速入门指南 CQI-26 SPC小批量应用指南 CQI-27 铸造系统评审 CQI-28 追溯系统指南 CQI-29 钎焊系统评审 CQI-30 橡胶成型系统评审 CQI-9的主要内容 ◆ ◆ ◆ ◆ CQI-9 实施的必要性 1)热处理是特殊过程 2)CQI-9 热处理系统审核 是IATF 16949对特殊过程进行内部审核的指定要求。 3)通用、福特、菲亚特-美国克莱斯勒等主机厂的最新版的客户特殊要求(CSR)文件,都把CQI-9作为供应链内供应商及其分供方当存在热处理特殊过程时必须实施的审核标准。 CQI-9 是热处理企业进入汽车产业供应链的敲门砖。 热处理行业最大的服务对象、最稳定的服务对象:汽车行业供应链! CQI-9热处理审核程序
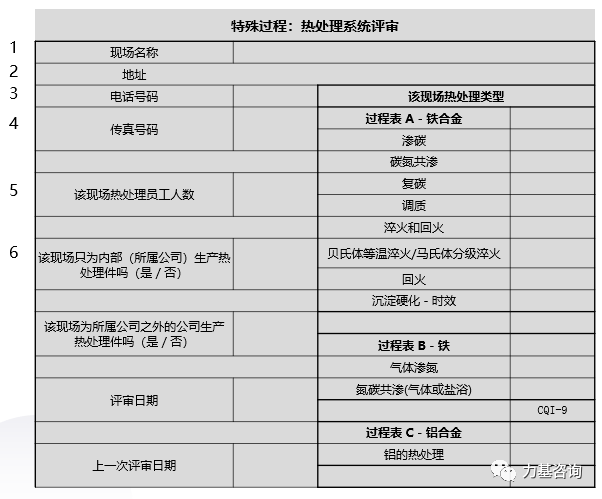
CQI-9热处理体系审核表 CQI-9审核报告包含封面、审核表、作业审核表和过程表4部分。 1、封面表格
1. 现场名称:被评估现场的名称 一张表格只应用于一个现场。该现场可能在同一区域拥有几栋厂房或场地。如果这些不同场地有独立的管理团队(质量经理或金相热处理专家)或不同的管理体系,则这些场地应视为不同的现场。 2. 地址:被评估现场的街道地址,邮箱信息可作为附加信息。 3. 电话号码:现场的电话号码。如果现场没有总机电话号码,则应使用业务经理或质量经理的电话。 4. 传真号码:现场的传真号码。 5. 该现场热处理员工的人数:与该现场热处理操作相关的员工人数,包括计薪工及计时工。 6. 该现场只为所属公司生产热处理件吗(是/否):如果该现场只为自己所属公司生产热处理件,则填入“是”;如果该现场不为自己所属公司生产任何热处理件,则填入“否”。
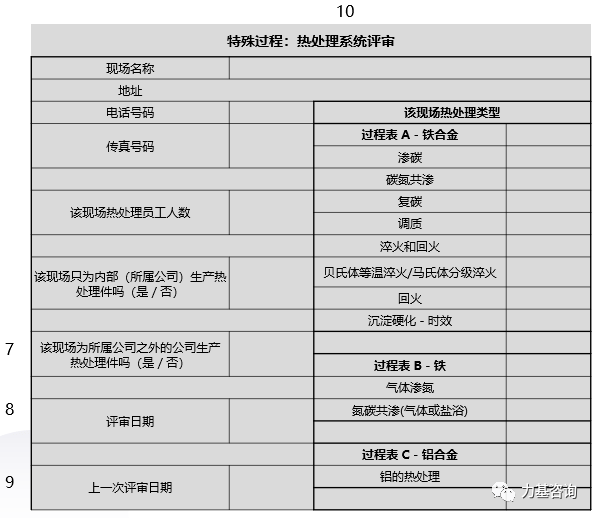
7. 该现场为所属公司之外的公司生产热处理件吗(是/否):如果该现场不仅为自己所属公司生产热处理件,而且还为其它公司生产热处理件,则填入“是”;如果该现场不为其它公司生产任何热处理件,则填入“否”。 8. 评审日期:填入评审日期。应使用字母数字的日期格式,以免与不同的数字日期格式产生混淆,如:May 3-4,2011(2011年5月3 - 4日)。 9. 上次评审日期:填入该现场上次CQI-9热处理系统评审的日期。 10. 该现场的热处理过程模式:在该现场进行的所有热处理过程前面打勾做上记号。这些信息决定了在评审时应使用合适的过程表。未列入封面表格的热处理过程不属于热处理系统评审的一部分。
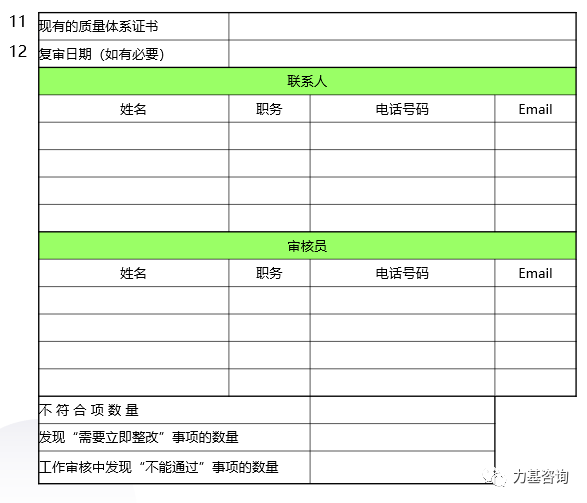
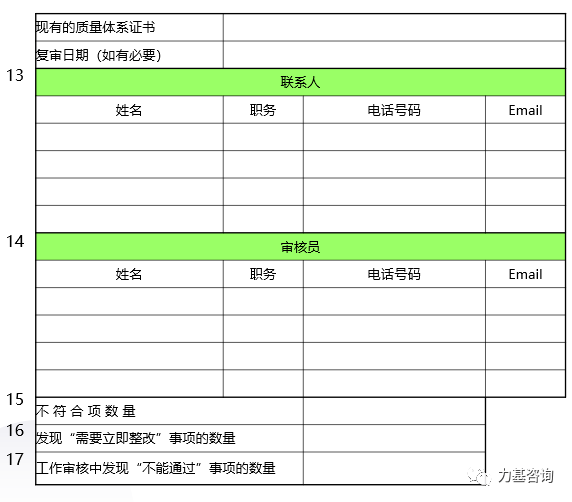
11. 现有的质量体系证书:热处理组织应列出他们现有的所有质量体系证书,如ISO/TS16949、ISO9001质量证书。 证书分为第三方认证或顾客质量认证。如果已获得顾客质量认证证书,则应说明最后一次顾客评审的日期。 12. 复审日期(如有必要):如在初始评审时发现了“不符合项”,则热处理组织应关注处理每一不符合项并确定其纠正措施,包括根本原因分析和相应的纠正措施的实施。复审日期应在此说明。此外,相关纠正措施的实施后,应针对所观测到的证据来调整修改初始评审中使用的第1-4节中的相关问题。同时不符合项数量也应相应修改。
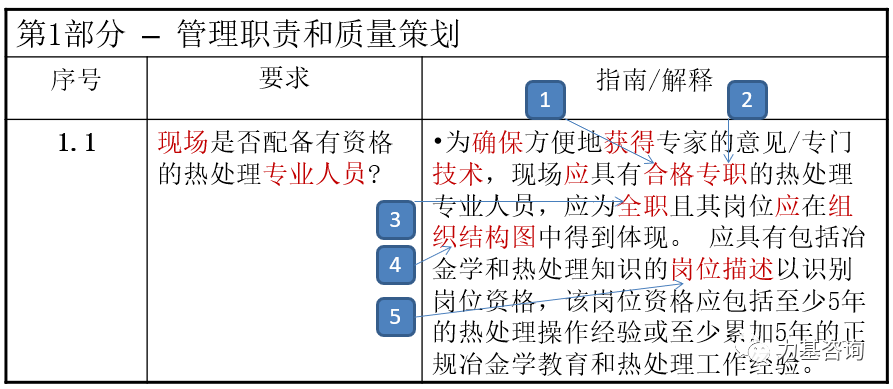
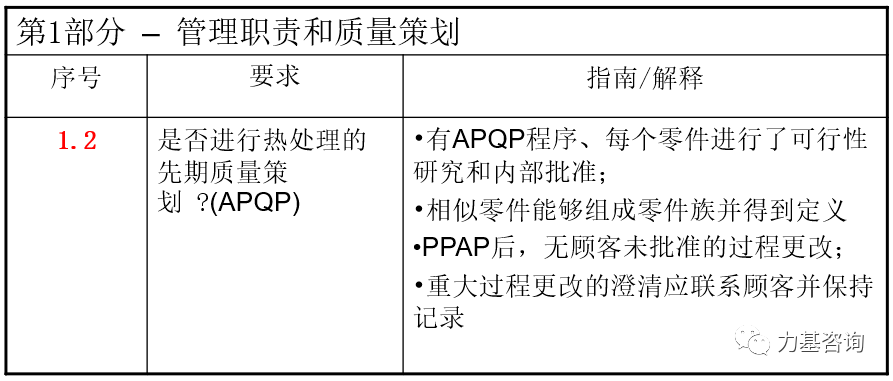
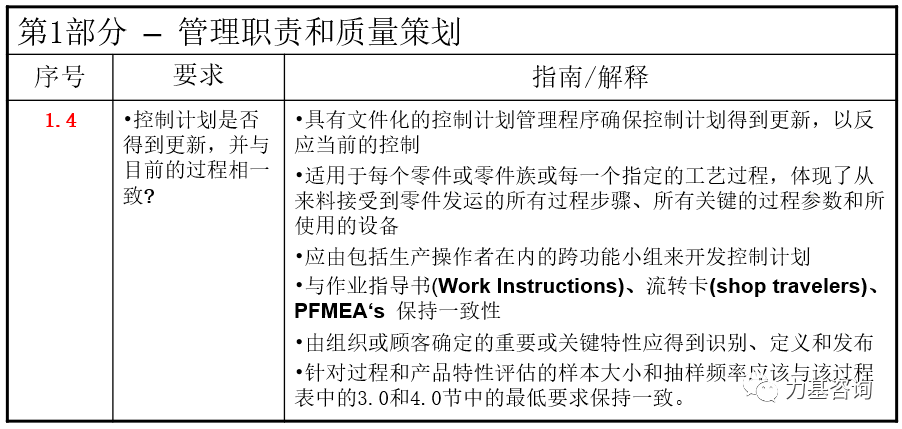
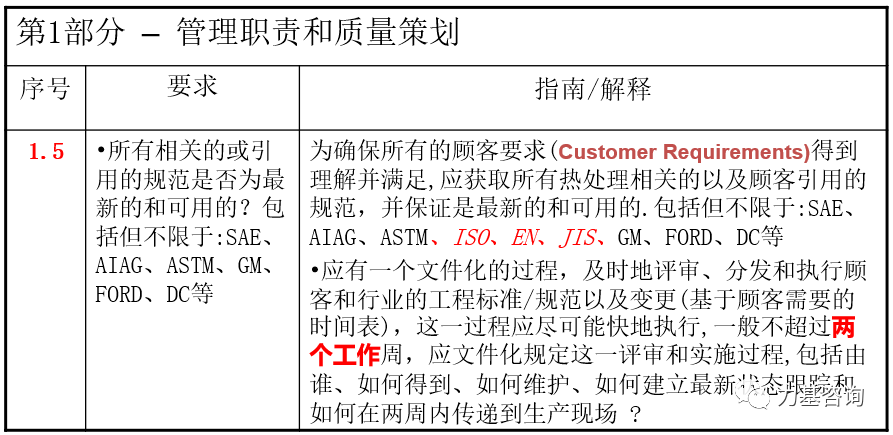
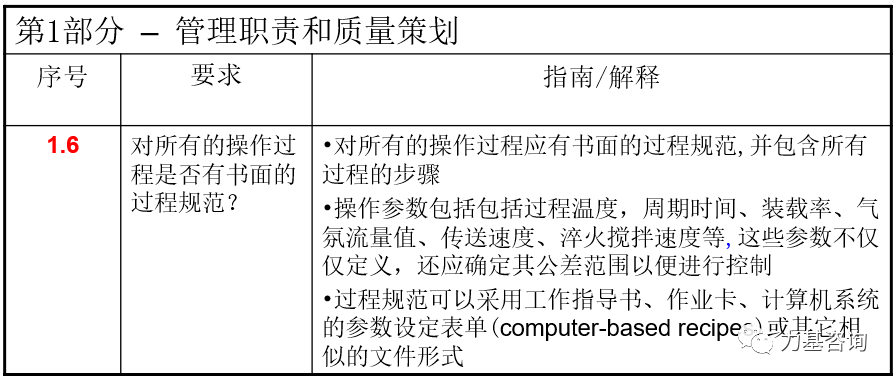
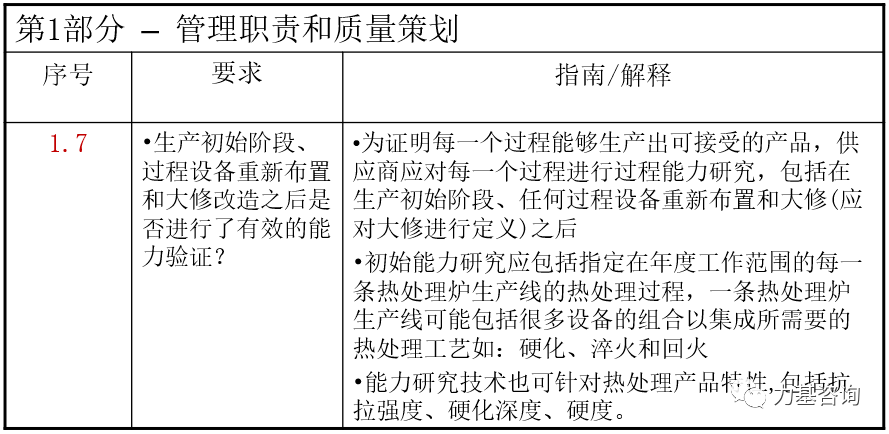
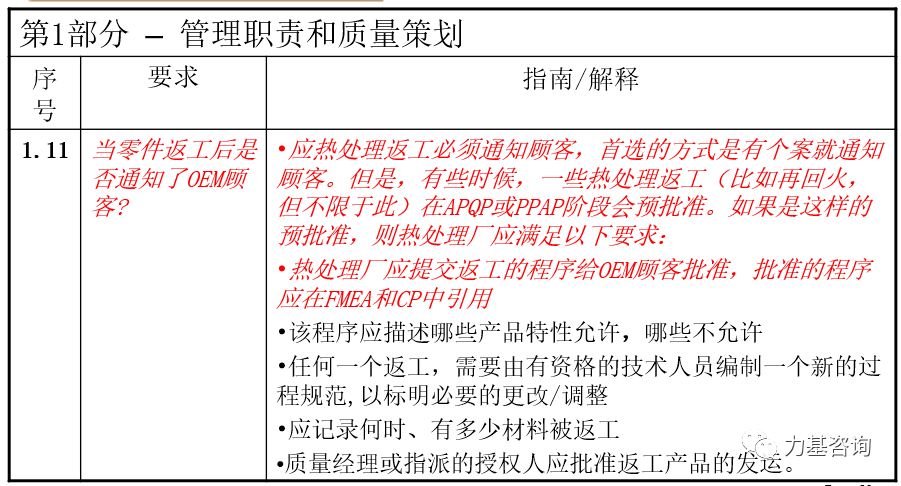
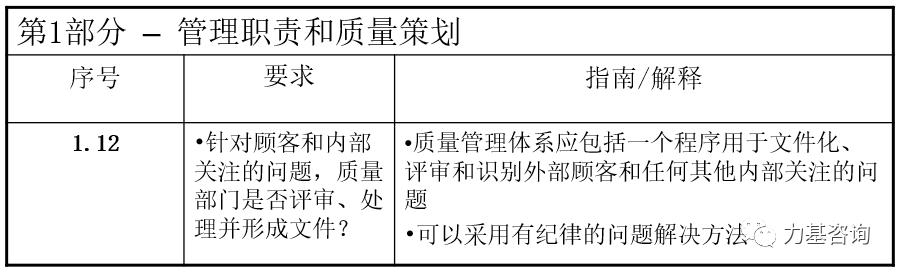
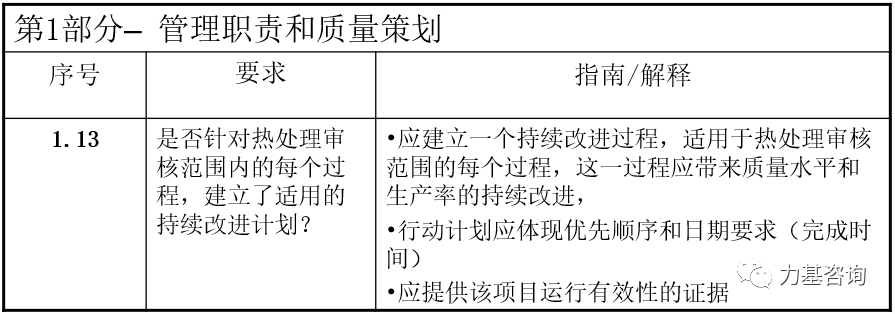
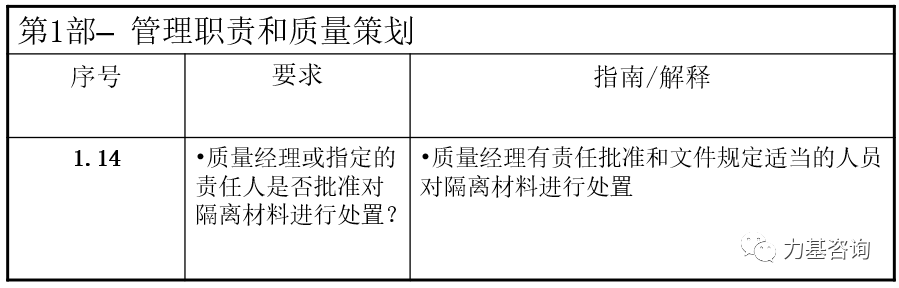
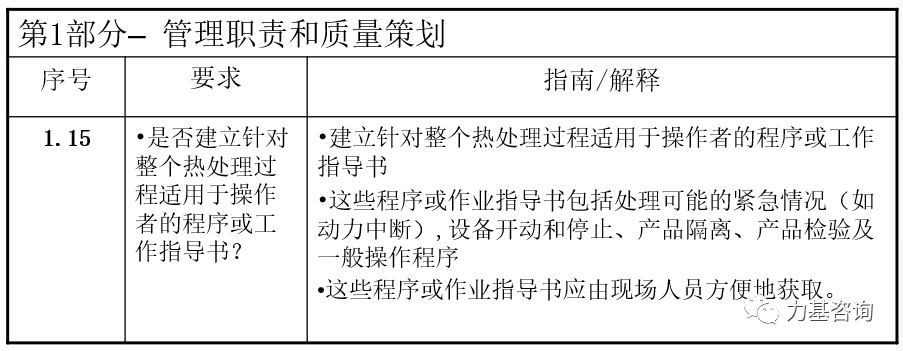
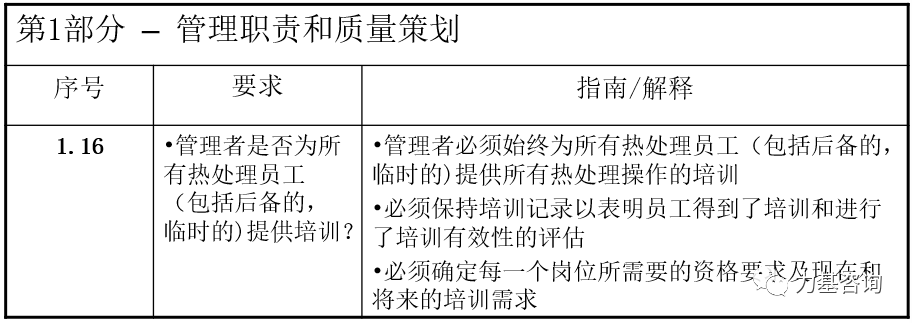
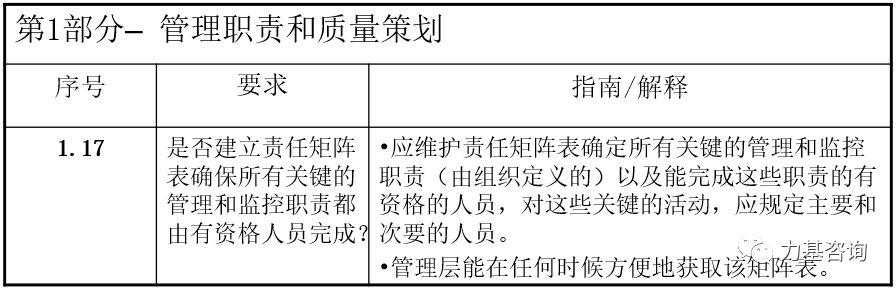
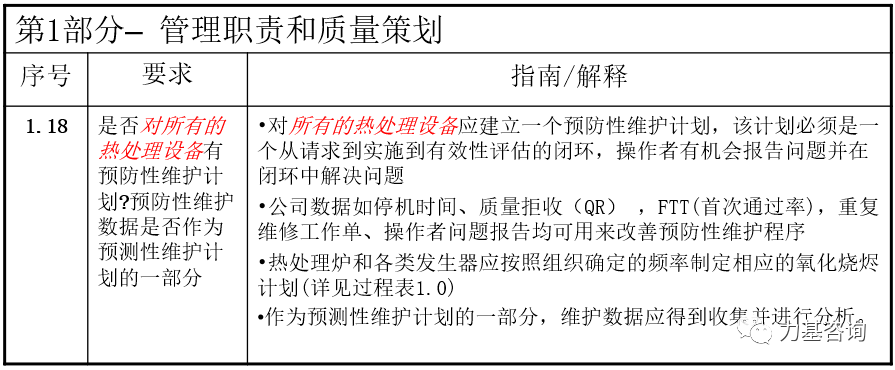
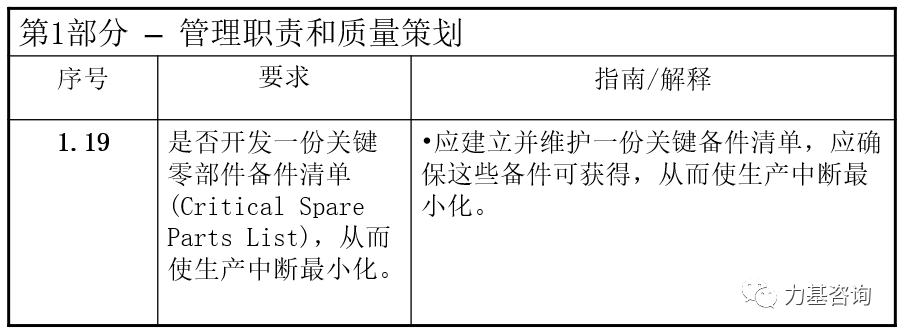
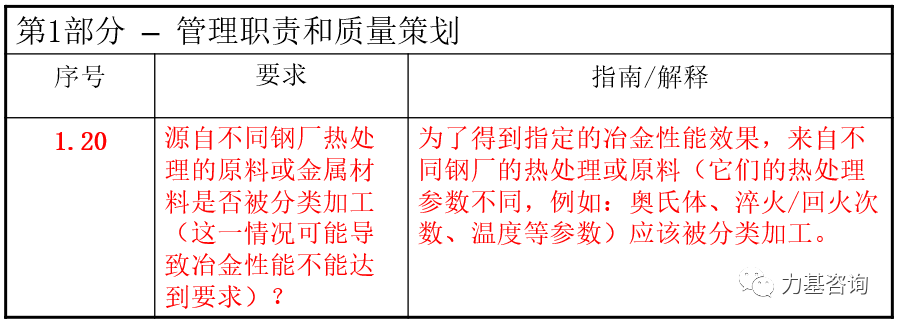
13. 联系人:列出热处理组织主要负责人的姓名、职务,电话号码,如果可行,还有E-mail地址。 14. 审核员:列出审核员的姓名、公司,电话号码,如果可行,还有E-mail地址。 15. 不符合项数量:填入在评审中发现的不符合项的数量。 16. 发现“需要立即整改”事项的数量:输入在评审期间观察到的“需要立即整改”的事项的数量。 17. 工作审核中发现“不能通过”事项的数量:输入在工作审核中观察到的“不能通过”的事项的数量。 2、审核表: 热处理系统审核表-管理职责和质量策划 (20个要素)
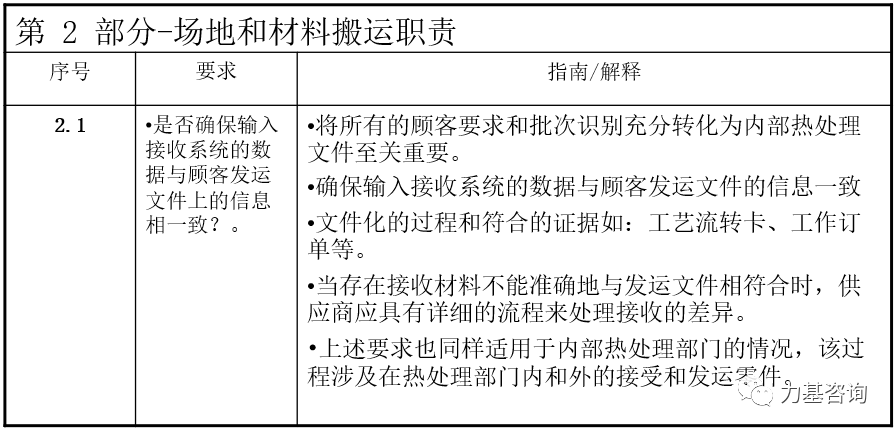
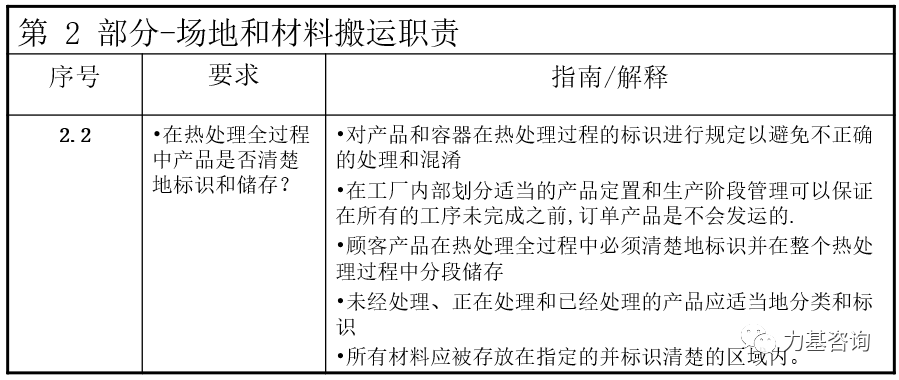
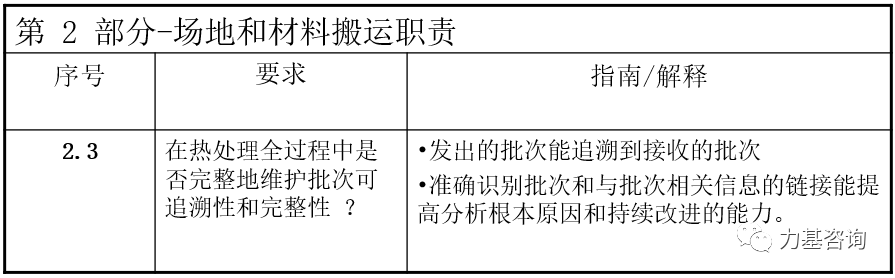
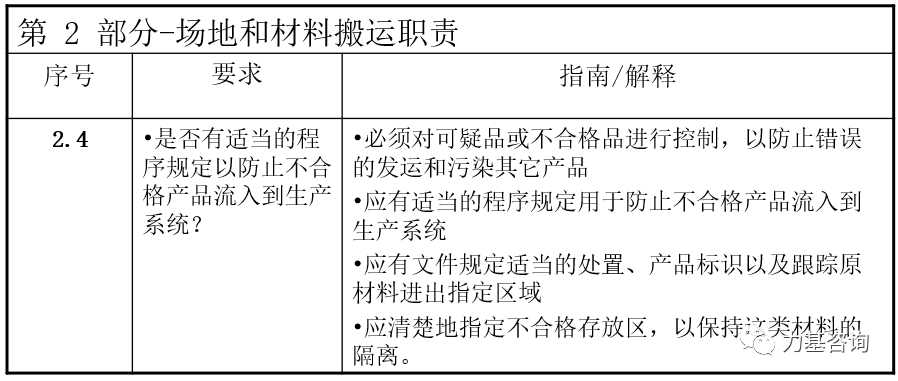
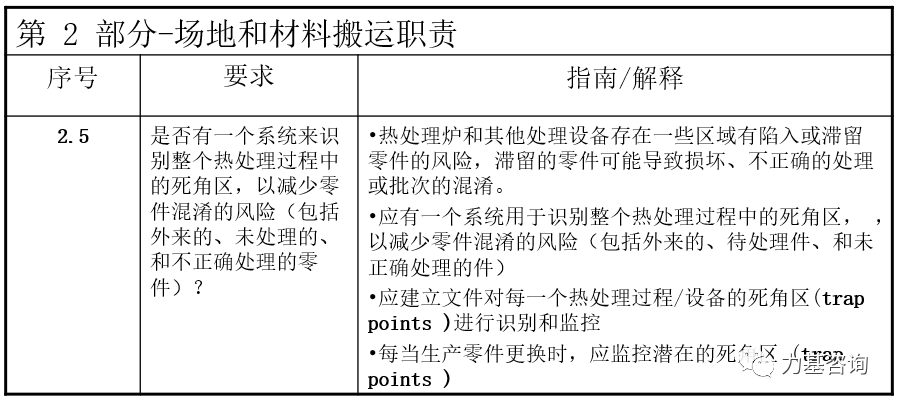
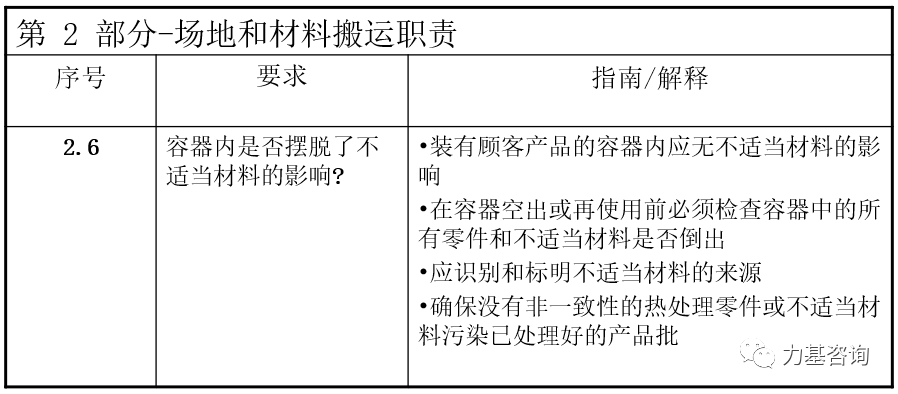
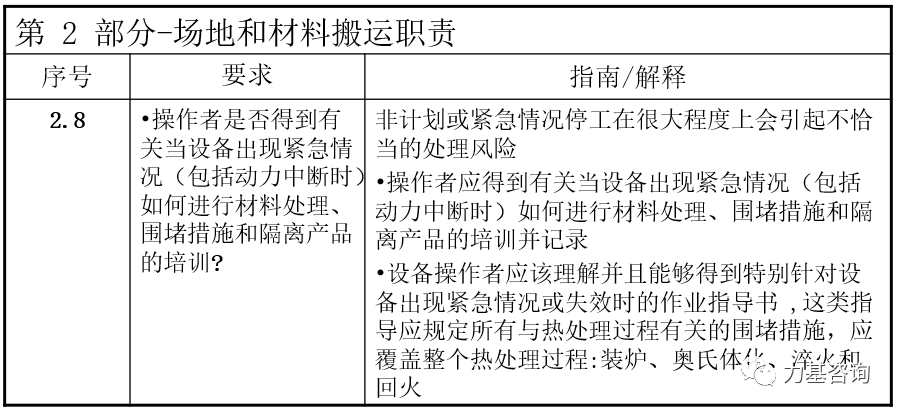
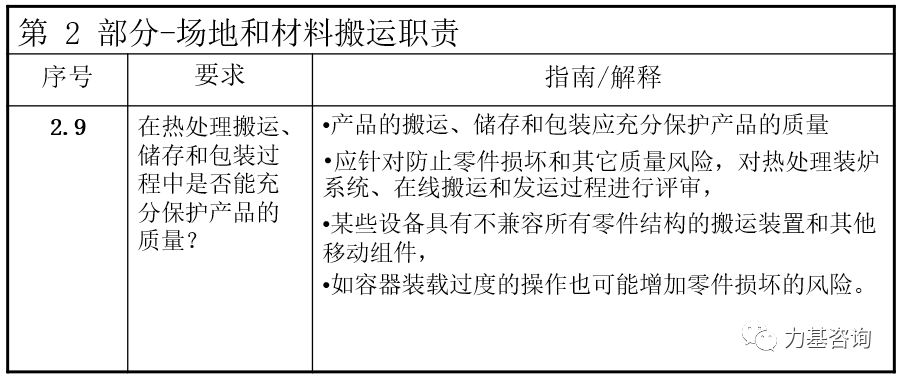
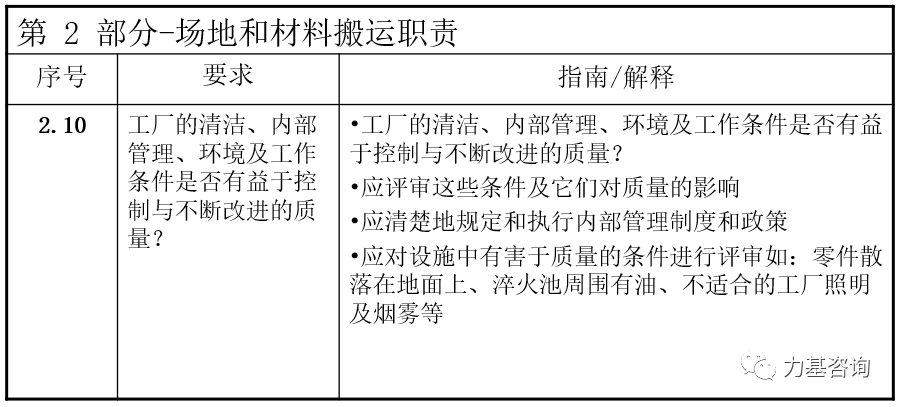
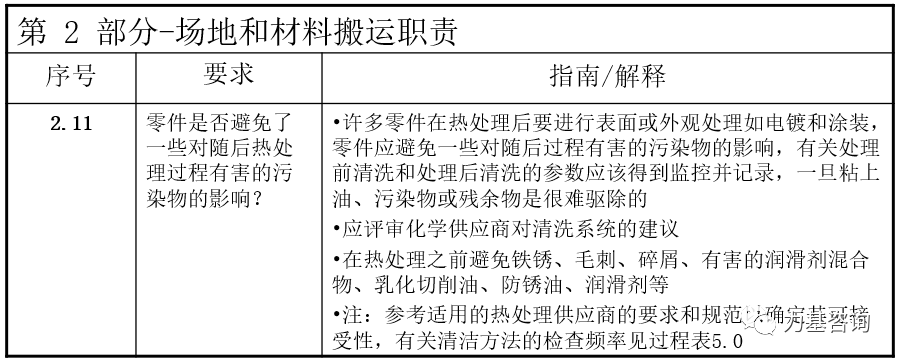
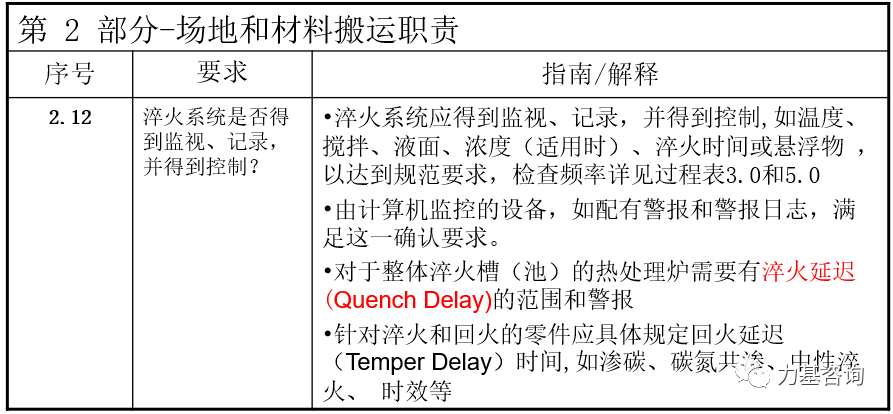
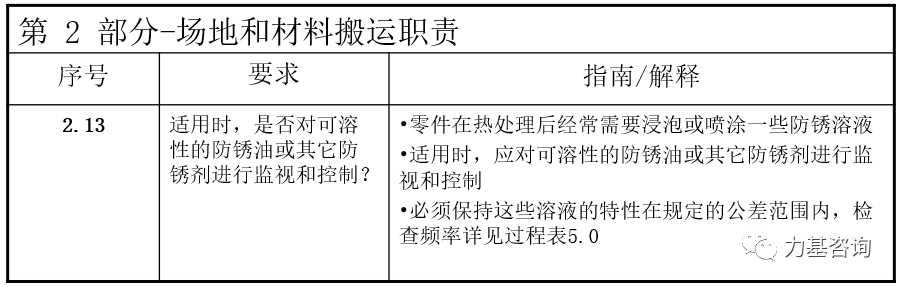
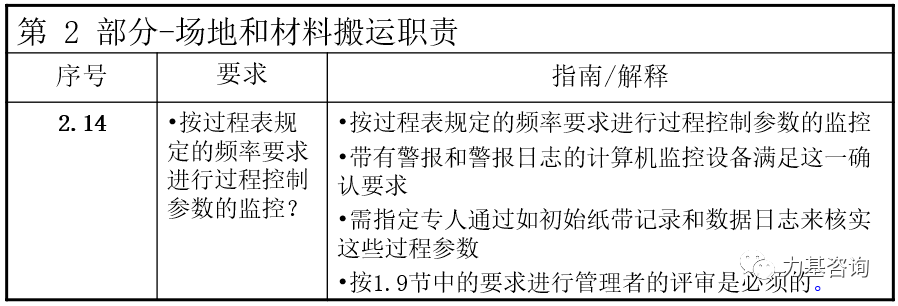
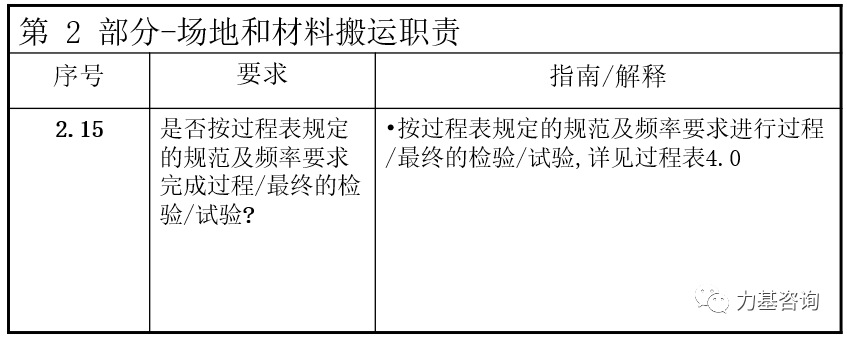
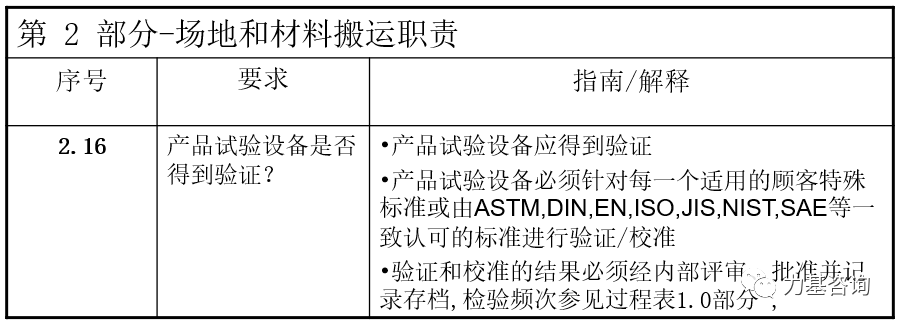
热处理系统审核表-场地和物料处理职责 (16个要素)
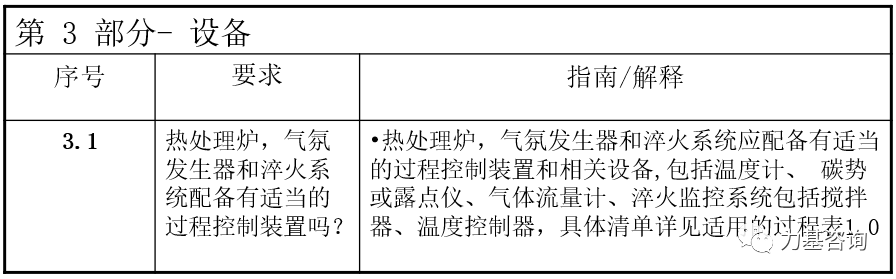
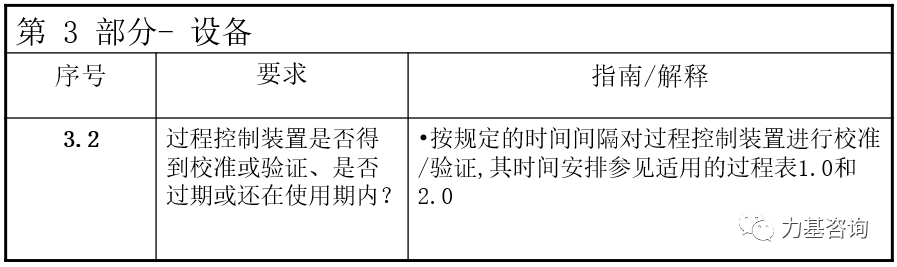
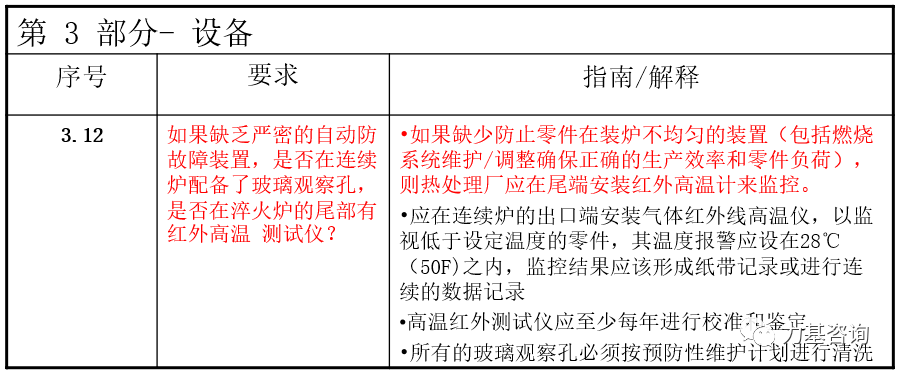
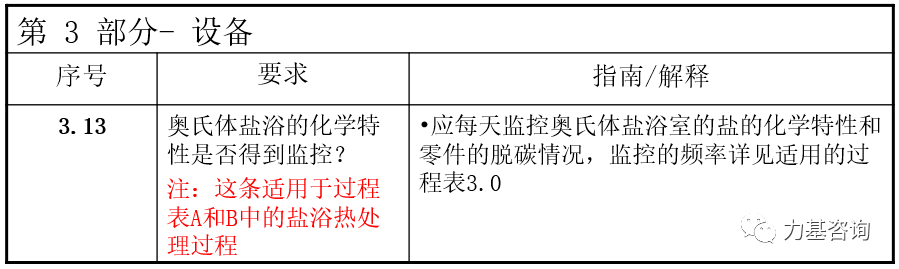
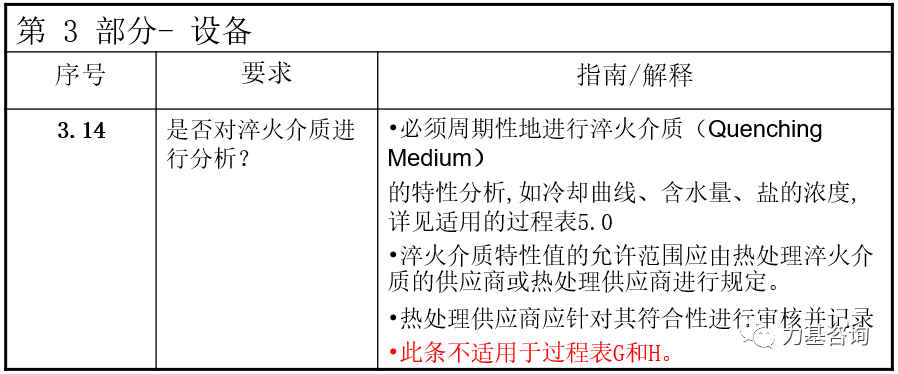
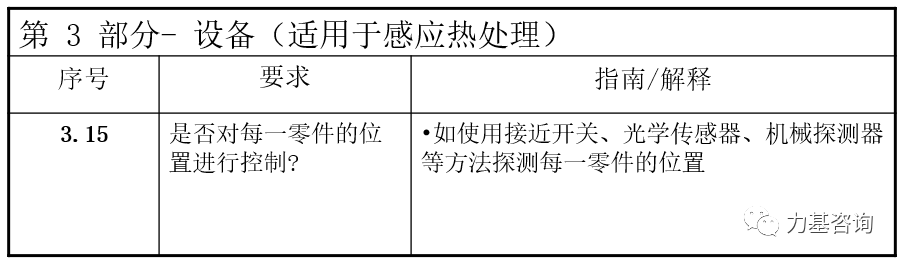
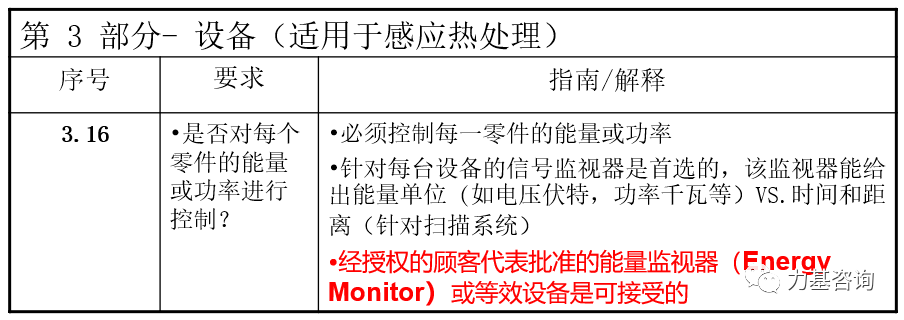
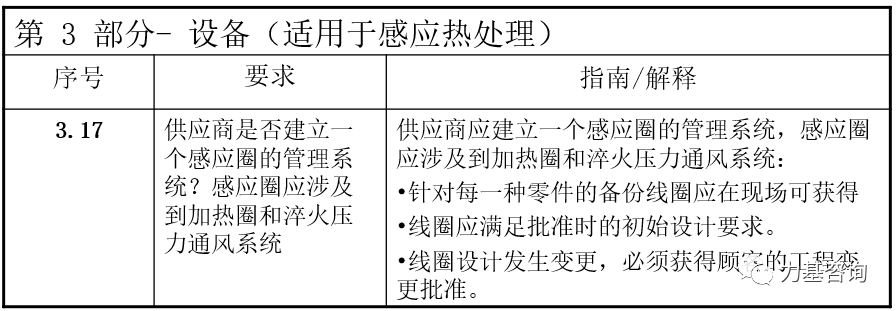
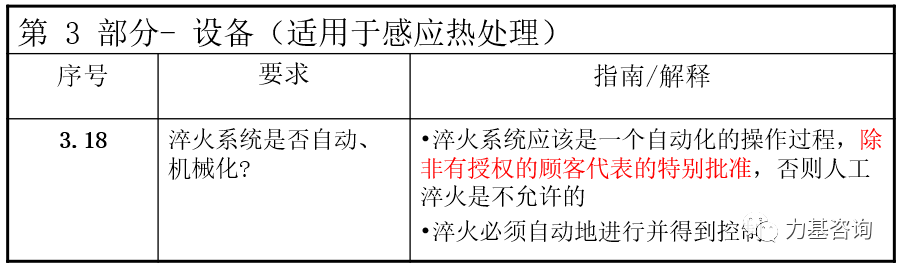
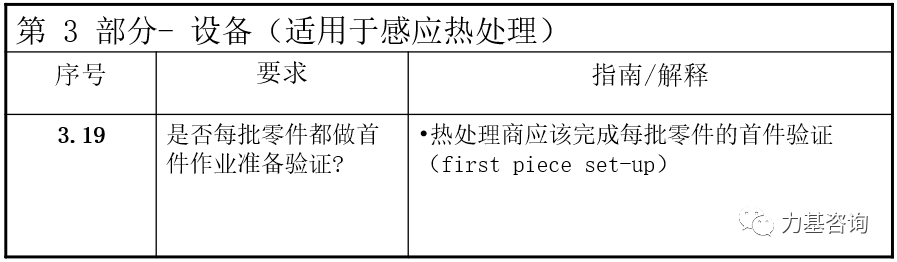
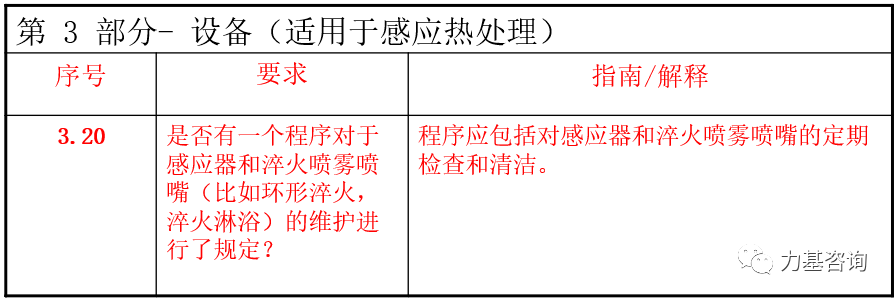
热处理系统表-热处理设备 (20个要素,其中6个要素专门针对感应热处理)
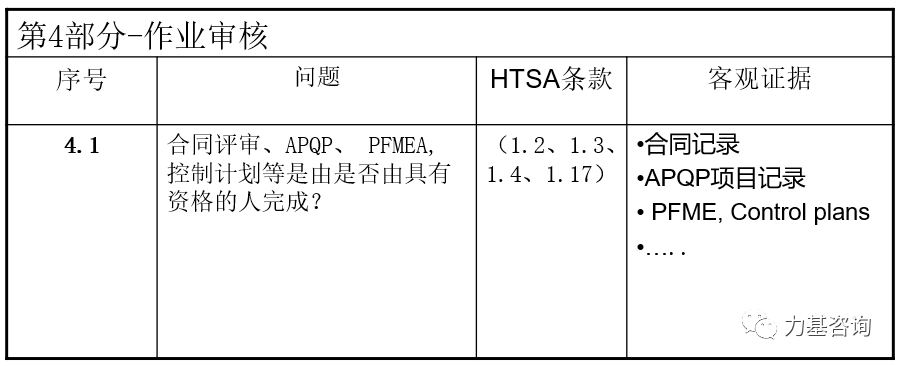
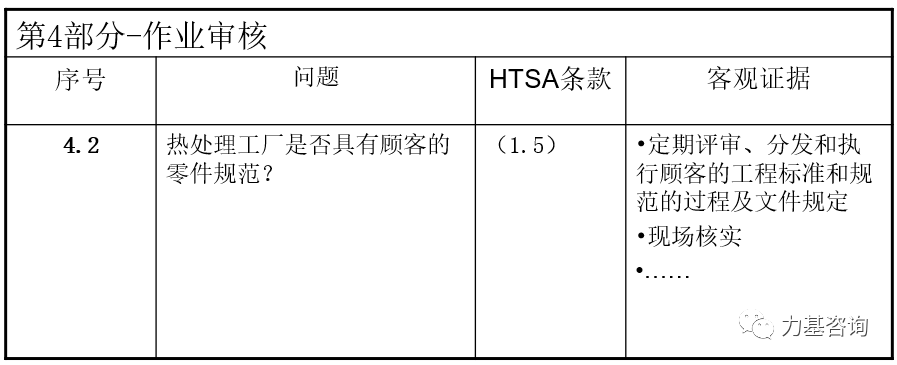
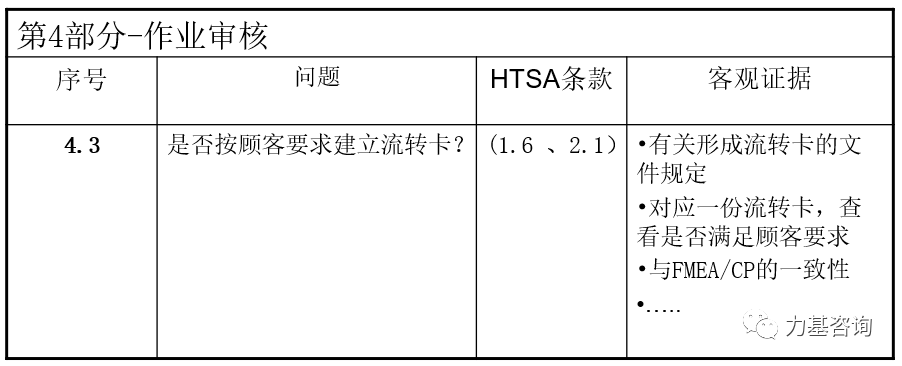
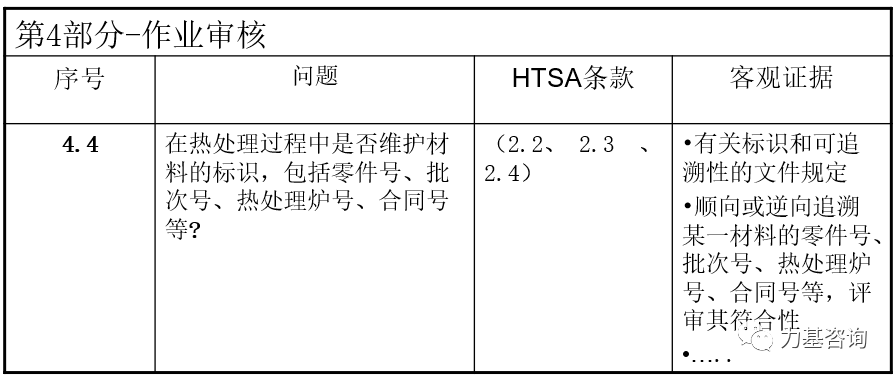
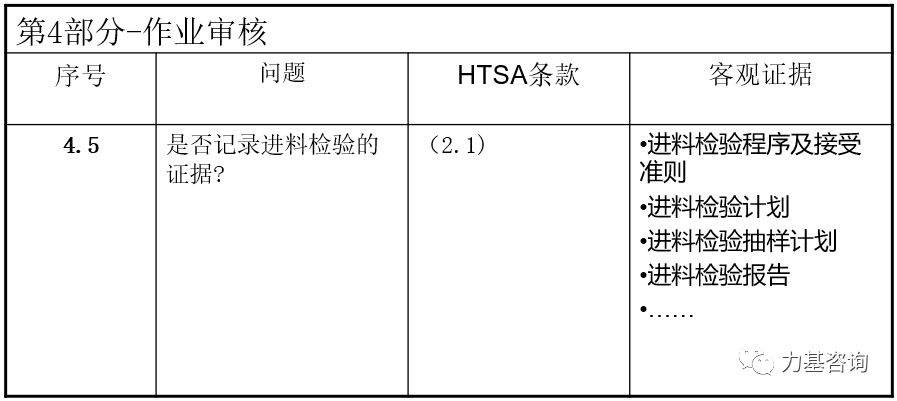
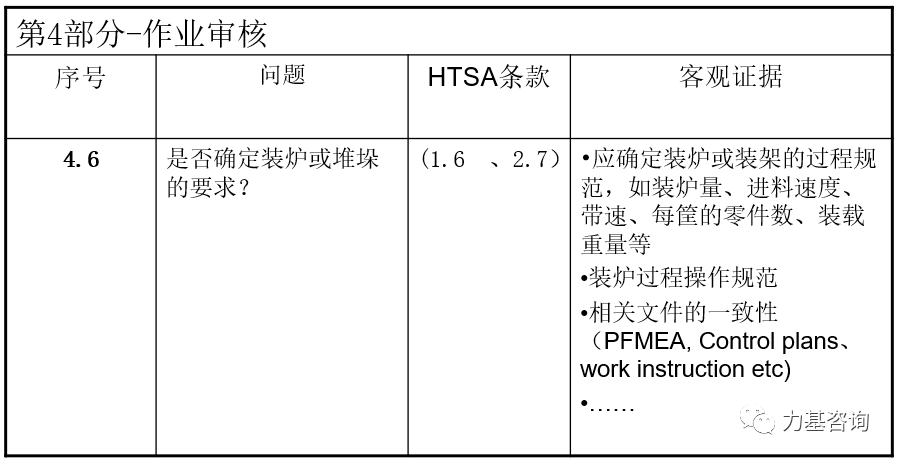
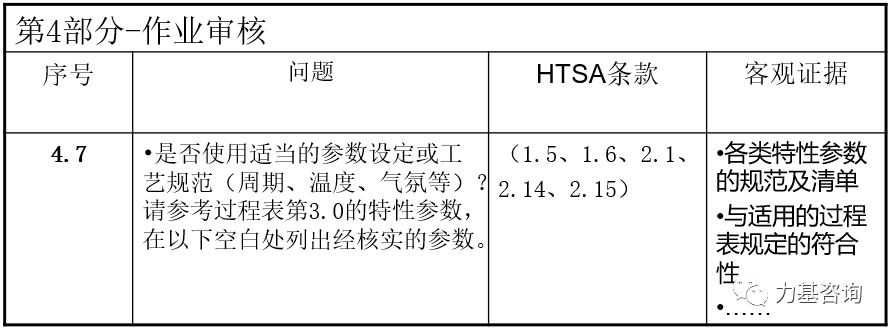
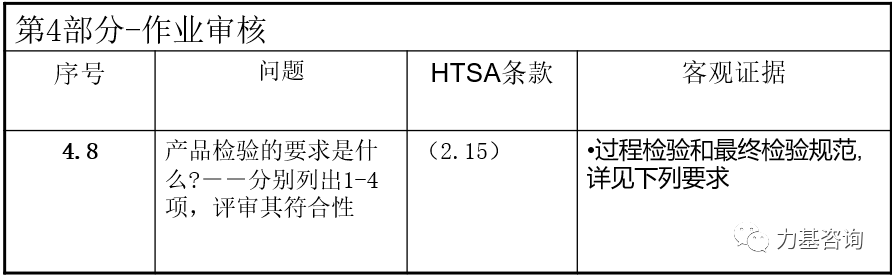
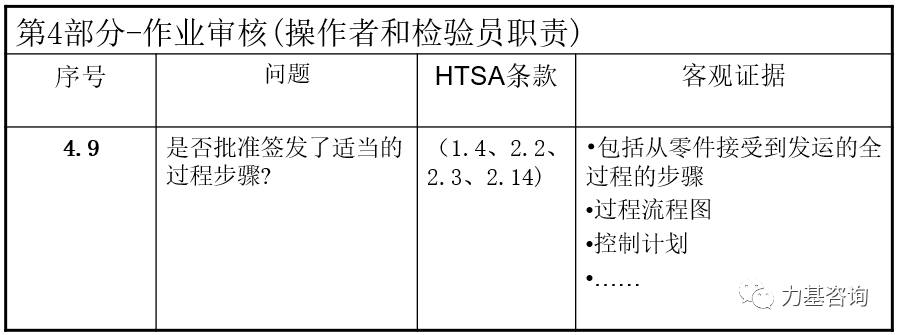
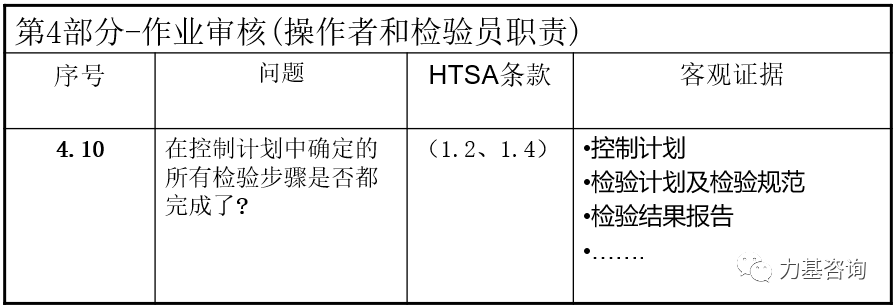
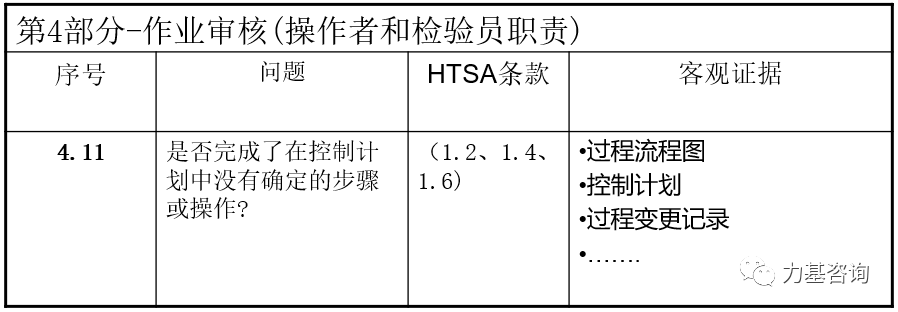
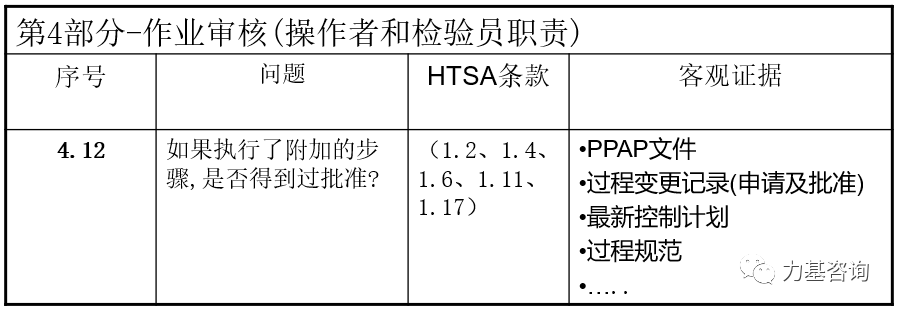
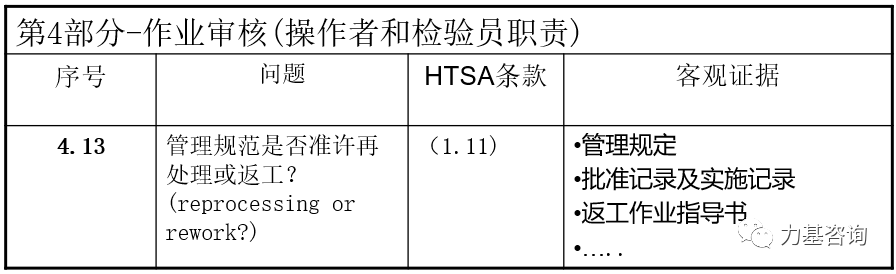
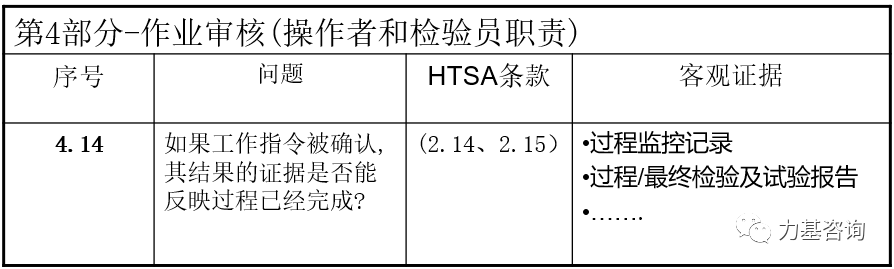
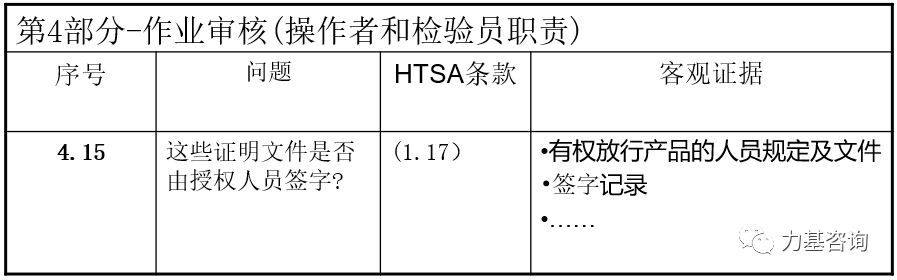
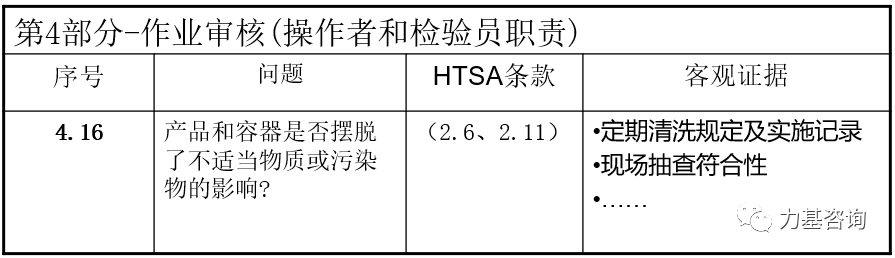
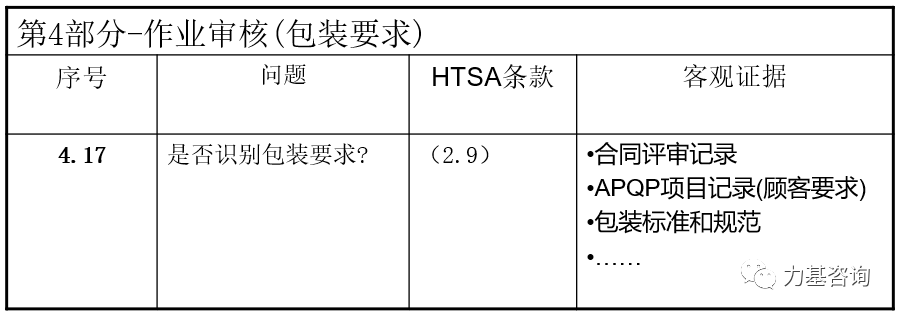
3、作业审核表:17个要素
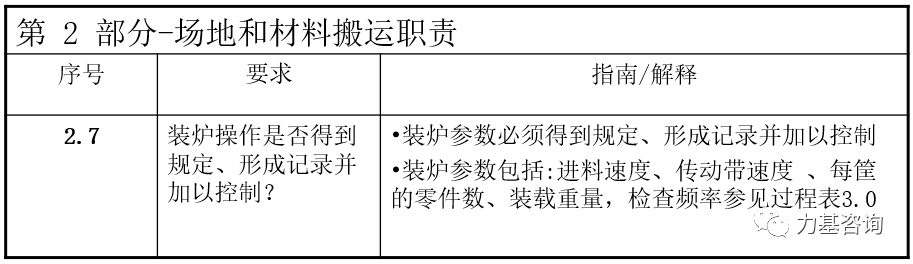
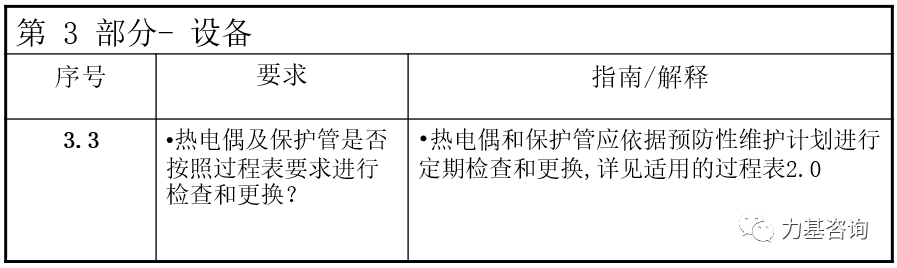
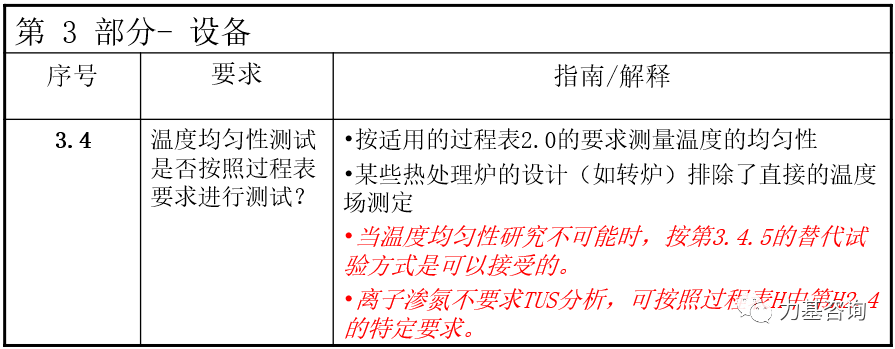
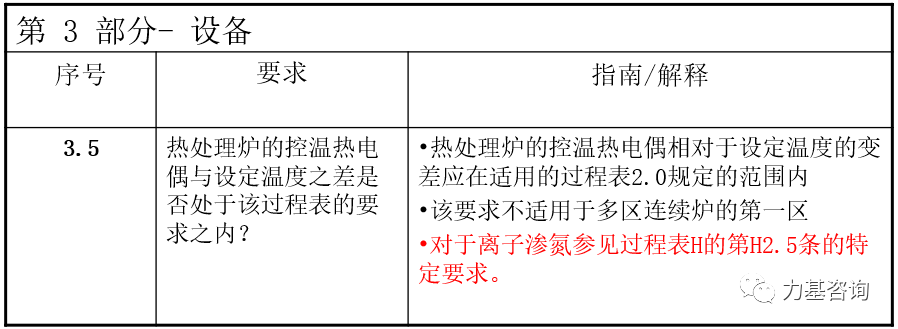
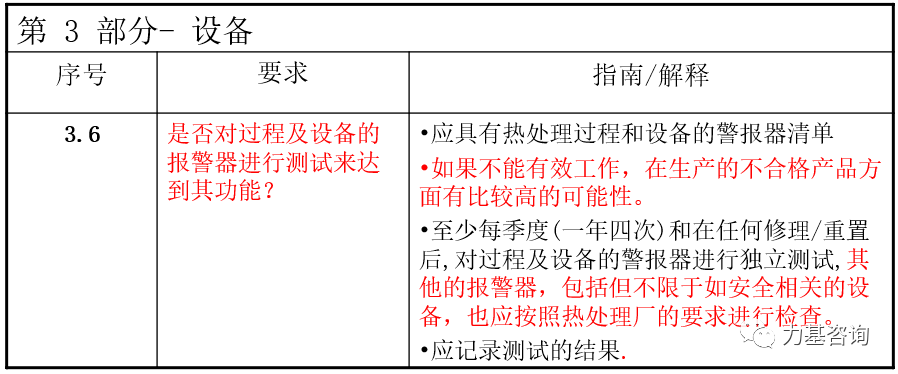
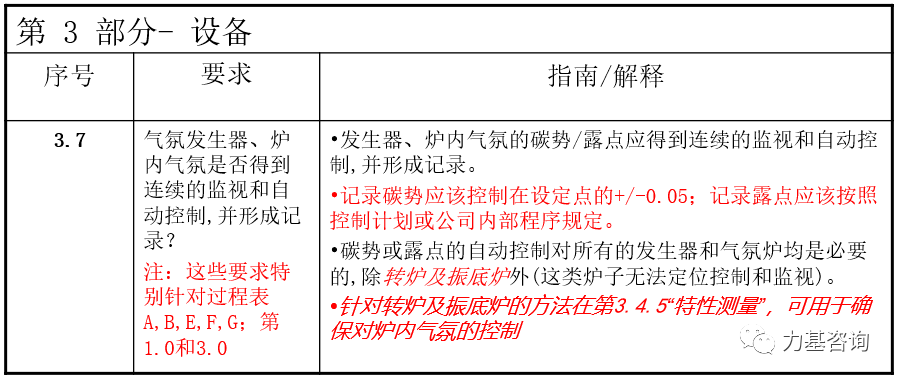
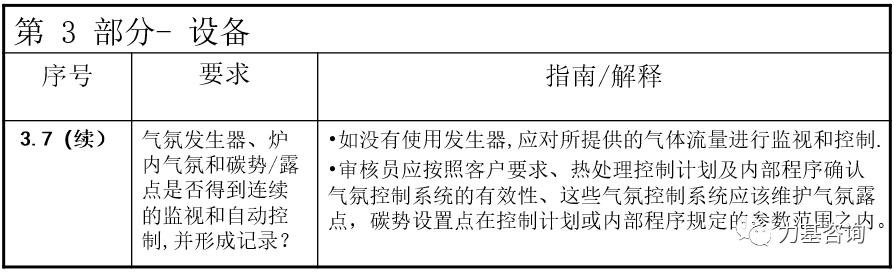
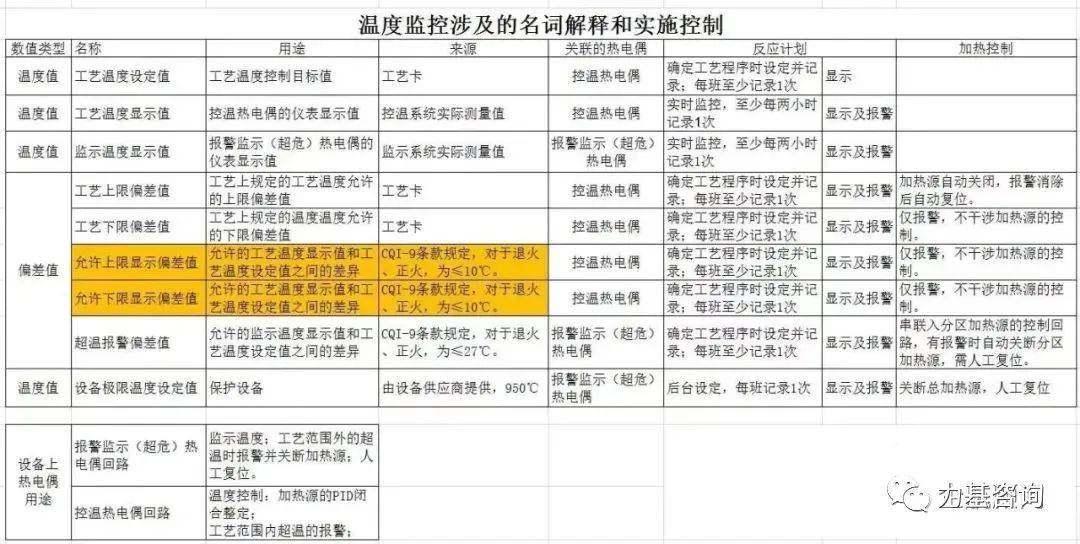
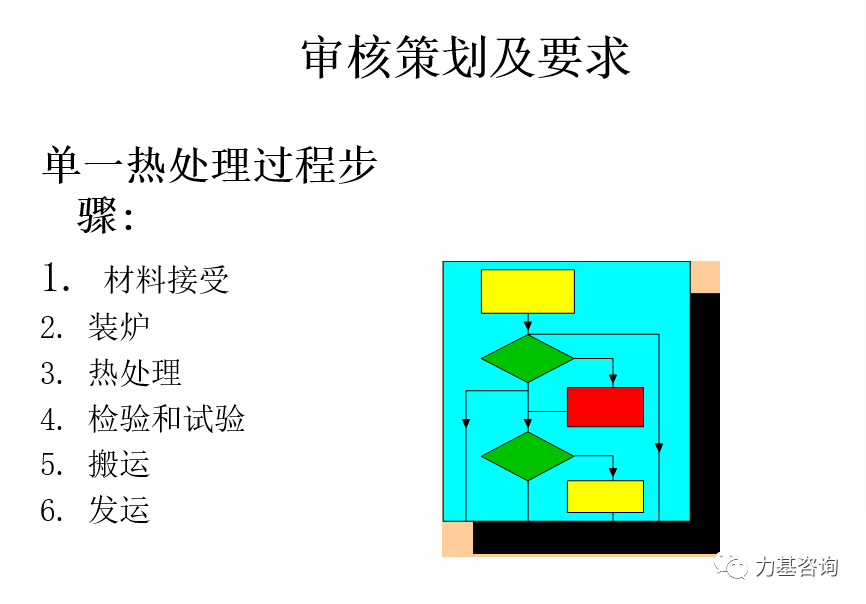
4、过程表:工艺过程审核,CQI-9开发了9大类热处理工艺的过程表(A-I,9种) 过程表A-渗碳/碳氮共渗/复碳/调质(淬火和回火) /贝氏体等温淬火/马氏体分级淬火/回火/沉淀硬化-时效处理 过程表B-渗氮(气体)/氮碳共渗(气体或盐浴) 过程表C-铝的热处理 过程表D-感应热处理 过程表E-退火/正火/去应力 过程表F-真空处理(渗碳/碳氮共渗/中性硬化) 过程表G-烧结硬化 过程表H-离子渗氮 过程表I -热冲压 CQI-9第二方外部评估程序 1、对供应商实施CQI-9第二方审核先决条件 供应商是否获得IATF16949证书? 供应商是否至少进行过1次CQI-9全员培训? 供应商是否建立了CQI-9实施团队,组织构架? 供应商是否任命了CQI-9联络人员和有资质的CQI-9内审员(至少两名)? 供应商是否完成了本年度CQI-9内部审核报告? 供应商准备的审核报告中的热处理工艺过程、典型零件是否是我司所认可过的? 2、对供应商实施CQI-9第二方现场审核的流程 检查供应商是否做过全员培训并从AIAG购买正版标准? 检查供应商内审员资格:2位,主审内审员和备选人员严格按照CQI-9对内审员的资格要求审查 识别所要审核的热处理工艺过程种类,登记供应商质量体系证书,填写审核报告封面 从客户成品仓库抽取作业审核所需的和识别出的热处理过程一致的典型零件送检 对审核表 第一节到第三节的内容逐条审核 对识别出的热处理过程,选用对应过程表进行现场审核 获得抽检零件的当天报告,逐项审核作业审核表 作业审核属于追溯性审核,检查这个被抽查零件生产批次的所有相关文件、生产记录和检验报告 检查一下当天报告和生产检验报告检查结果的一致性 统计不符合项和立即整改项,出具审核报告,让供应商签字确认。如果识别出立即整改项(确定已经影响到实物质量)要求供应商对现场零件隔离,立即讨论遏制措施:短期措施、长期措施,措施未落实前,应建议停止供货 3、审核整改跟踪 要求供应商提供整改计划 督促供应商在3个月内完成整改 要求供应商提供整改报告和证据 必要时,策划并进行1次复审 讨论:审核过程中常见的不符合 1、全员培训:总经理是否参加? 2、CQI-9内部审核员、热处理责任人(车间主管)的资格是否符合1.1条款的要求 3、每一工步的过程控制手段是否是监控型的(连续监示、自动记录、自整定、报警)? 4、特殊岗位人员资质:金相、热工计量、无损检测等 5、测试、控制仪器的校准和鉴定,SAT是否定期实施? 6、过程能力验证(Cpk,Ppk)、设备能力验证(Cmk)? 7、炉温均匀性定期测试作业指导书? 8、工序流程图、特殊特性清单、PFMEA、CP、工艺卡、生产记录之间的一致性?(工序编号、工序名称、设备名称/编号等) CQI-9对热处理装备的要求 CQI-9对设备工艺控制系统的要求:对任何会直接造成产品特性(硬度、金相、硬化层深度等产品要求)产生波动的过程参数(温度、网带速度、碳势、感应加热能量、淬火液流量等等),设备都应实时、连续监控,并有报警、记录功能。 1、热工计量方面 热电偶的使用年限:≥760℃以上:1年更换;<760℃,2年更换 SAT系统准确度测试:3个月或根据要求 TUS 炉温均匀性:每年1次。高温炉:±10℃,回火、铝合金固溶时效:±5℃ 2、设备温度控制、显示、报警要求
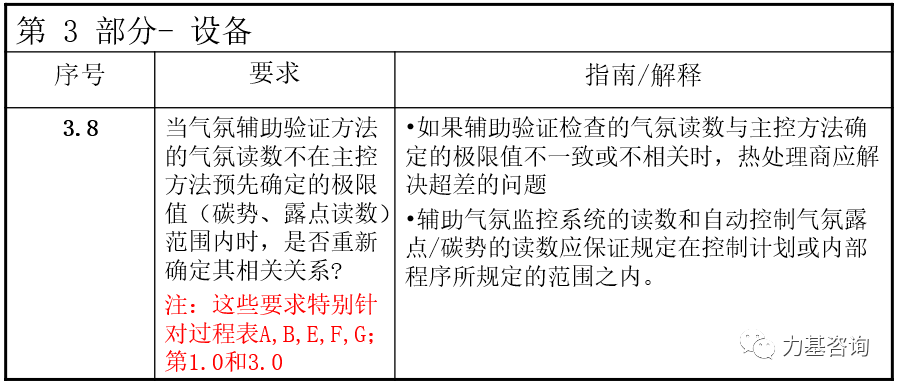
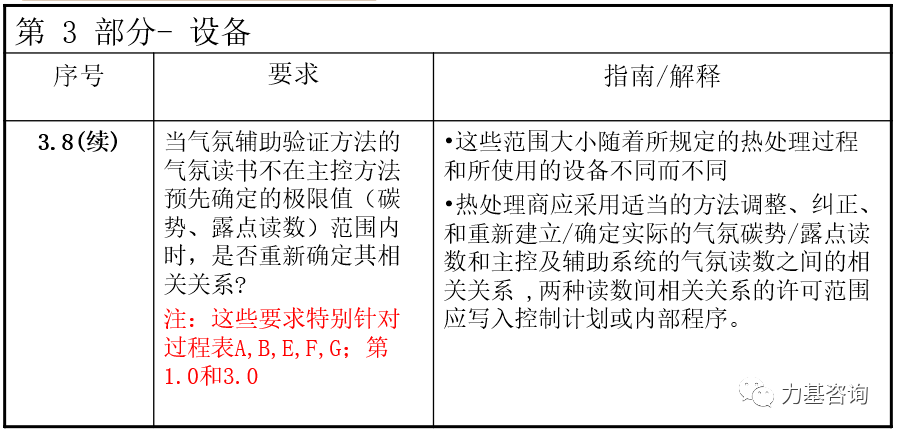
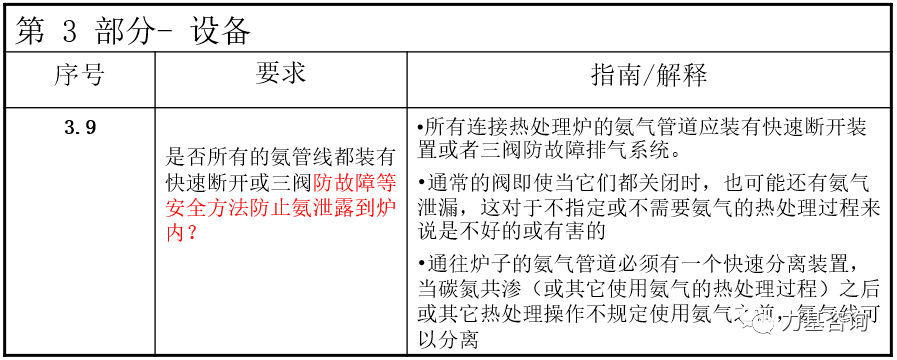
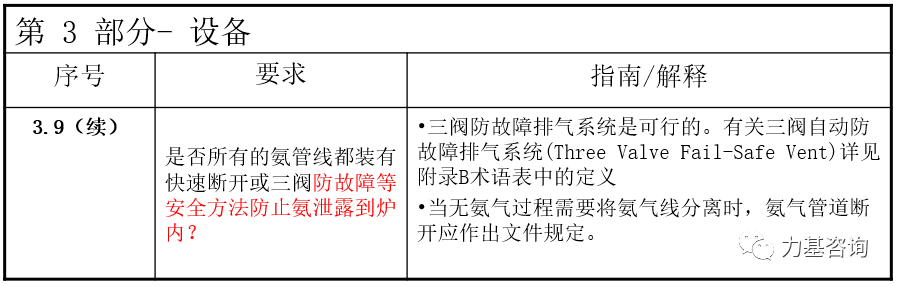
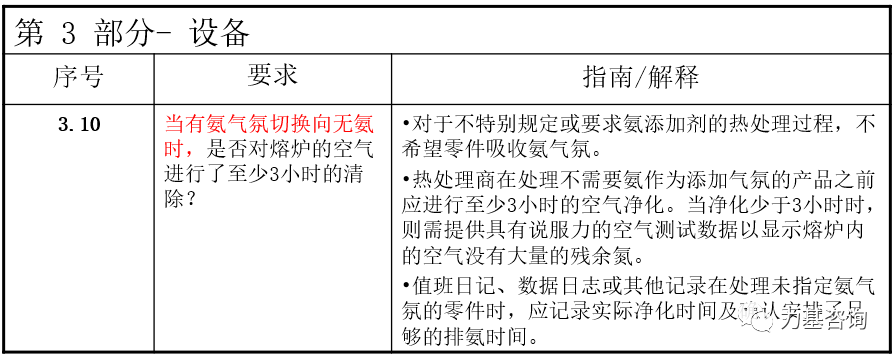
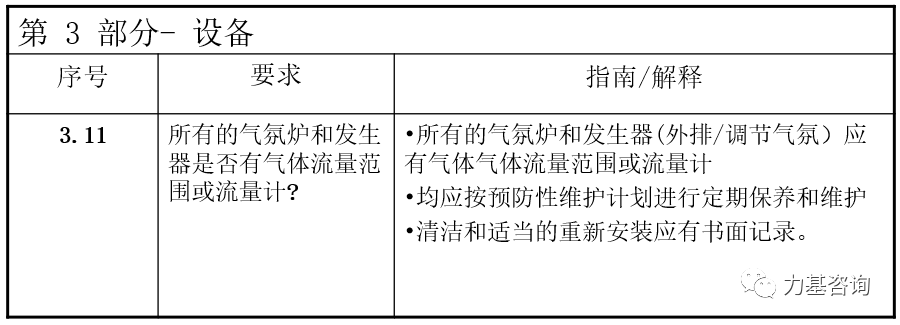
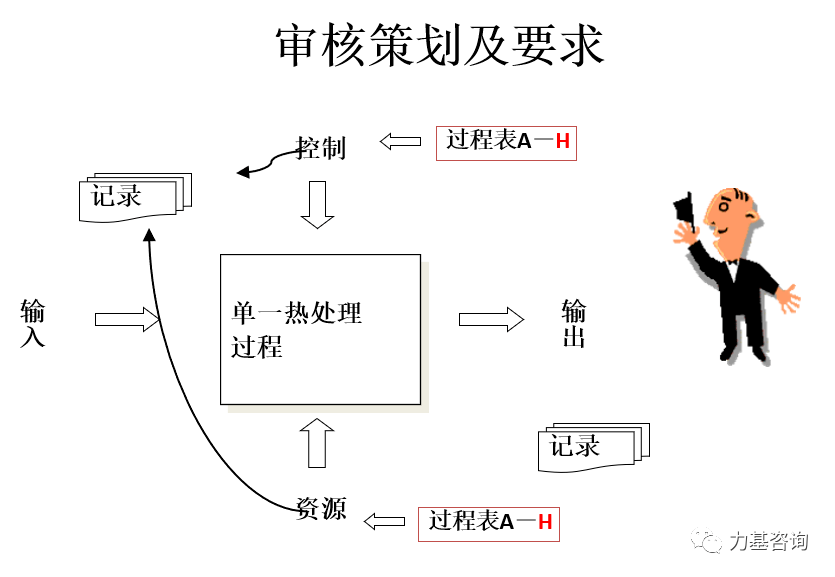
3、液体或气体的流量和压力 流量监示为主,有信号输出和报警功能 压力监示为辅 4、碳势控制 氧探头实时监控;氧探头吹扫功能 备选装置实时或定时监示:三气体分析仪 箔片定期定碳;有箔片取样口功能 炉压监示 多用炉有执行渗碳工艺时防止氨气进入炉内的安全三阀系统 5、装炉监控 装炉高度监控和报警 装炉左右位置防错或监控 装炉重量监控和报警 6、连续炉网带、棍棒进给速度 电机频率监控+定期校准 主轴实际转速监控 7、连续炉进给速度 电机频率监控+定期校准 主轴实际转速监控 8、淬火延时时间的监控(对连续炉不适用) 淬火延时时间的监控:加热时炉门启动和工件(或淬火料架)到达淬火槽底部之间的时间 9、淬火液面和搅拌 液面监示为主,有信号输出和报警功能 搅拌:电机频率或主轴转速监控、报警 10、加热器监控 单个加热器的三相平衡监示 烧嘴点火成功监示 PID整定功能 11、回火延迟监示 根据钢种、形状、工艺等确定 12、感应热处理有关要求 去除淬火液管道内空气 感应器定位监控 感应器使用循环加热次数监控 循环节拍监控 能量输出监控 淬火延迟监控 淬火液流量监控为主、压力监控为辅 淬火液液面高度监控 故障件不可取用、设备恢复互锁功能。等等 CQI-9的审核策划及要求
A、CQI-9的1-3部分的评审要素规定了正确的热处理过程控制方法;1、管理职责和质量计划 2、现场和材料处理责任 3、设备 B、CQI-9的4个过程表则结合1-3部分的评审要素,规定了测试仪器设备以及频次: 1、过程和测试设备 2、高温测量仪器 3、过程监控频次 4、在制品和成品测试频次 5、淬火和淬火油的测试频次 同时,过程表为检查工艺控制参数和零件指定了工艺参数和测试频率的公差。 ◆ ◆ ◆ ◆ 现场如何实现 CQI-9特殊过程的落地 ◆ ◆ ◆ ◆ 1、全员培训:包括总经理、公司高层都应参加! 总经理是体系的所有者,高层是实施的支持方、资源提供方。通过全员培训,员工在同一个平台上考虑问题。 2、建立实施团队(组织构架,职能划分) 3、确定实施计划(一般为9-12个月) 4、建立CQI-9实施项目的例会制度和奖惩制度。 5、利用外部专家团队识别出差异点(不符合项)并辅导制定整改计划。 6、实施整改(利用外部资源进行正确辅导) 7、整改效果的初步确认,第三方或外部团队评审 8、再改善(利用外部资源进行正确辅导) 9、完成年度内部审核报告和项目总结 10、内审报告的发布以及邀请重要客户进行第二方审核 通过CQI-9评审后的期望 通过CQI-9的评审,要求热处理供应商 识别可能导致失效的产品特性和过程特性 识别各种失效模式,不断更新PFMEA和控制计划 将评审中要求的控制点全部写入控制计划进行日常监控 加强过程控制以达到最佳的控制方法 |

【本文地址】