| JIS機械製図のルール – 初心者向けまとめ | 您所在的位置:网站首页 › 62h11公差 › JIS機械製図のルール – 初心者向けまとめ |
JIS機械製図のルール – 初心者向けまとめ
|
こんにちは。機械設計技術者10年のすあです。仕事で機械図面を扱っていると、意外と情報がまとまっているサイトが少なかったため、すぐに実務に使えるルールをまとめました。 理系学生、製造業の方の参考になればと思い、記事にしました。 製図の目的・注意点は?正確さシンプルさわかりやすさ第一角法と第三角法の違い寸法公差の書き方と上限・下限公差を指定する際の注意点寸法補助記号と意味幾何公差とデータムの指定方法理論的に正確な寸法(TED)最大実体公差、通称マルエム表面粗さと加工の指示a,b:表面形状パラメータc:加工方法d :筋目の方向メートル並目ねじ・インチねじに注意図面作成ツールまとめ スポンサーリンク 製図の目的・注意点は?図面の役割は、設計者・製作者間で意思疎通すること。客先⇔設計⇔製造(または外注) で伝言するので、下記に注意が必要。 正確さ図面は、形状・寸法・加工精度・仕上げ状態・測定条件などを記入し、設計の意図が伝わるように加工者や測定者に対して必要な情報をもれなく記入します。 シンプルさ図面は、形状を繰り返す投影図法を避け、文字の読みやすさ・適切な空間を意識します。 必要に応じて複数ページに分割したりすることも必要。 わかりやすさ図面は、第三者が理解しやすいように断面図や補助投影図を用い、図や記号だけでは解釈が難しい場合には、注記で補足します。 第一角法と第三角法の違い図面の書き方は二通りの書き方があります。国によって主として使われる図法が異なるので十分注意が必要です。 図法使われている国特徴投影イメージ第一角法 (ISO規格)欧州・中国造船などダイナミックなものに向く 第三角法 (JIS規格)アメリカ・日本・韓国わかりやすい 第三角法 (JIS規格)アメリカ・日本・韓国わかりやすい 寸法公差の書き方と上限・下限
寸法公差の書き方と上限・下限
寸法0.5mmと図示してあっても、製作時に0.5mmピッタリで出来上がるわけではありません。そこで寸法公差を記入し、上下限を設定します。 指示なき寸法には公差等級が決まっており、これを一般公差といいます、 
一般公差よりも厳しく管理したい場合は個別に公差を指示します。上限・下限の絶対値は同じでなくてもOK。(例…+0.1/-0.2) 部品の組付けを想定すると… 
ピンが穴に入らない組み合わせになっても検査で合格扱いになってしまいます。 そのため寸法公差を記載。 
これなら交差内でどれだけ寸法が暴れても合格品同士なら組み付きます。 公差を指定する際の注意点①主寸法と同じ有効数字に。 ②上限下限が0の場合、小数点以下は書かない。 寸法補助記号と意味図面の記号は寸法補助記号と呼ばれます。下記の種類がありますが、実務で使うのは半数程度(業界にもよるかも)。 記号 意味 使い方 φ 直径 Sφ
球体の直径
Sφ
球体の直径
 R
半径
R
半径
 SR
球体の半径
SR
球体の半径
 CR
コントロール半径
(基本的にRと同じ)
C
面取り
CR
コントロール半径
(基本的にRと同じ)
C
面取り
 t(T)
厚み
t(T)
厚み
 ⌒
円弧の長さ
⌒
円弧の長さ
 □
正方形の一辺の長さ
□
正方形の一辺の長さ
 └┘
ざぐり深さ
└┘
ざぐり深さ
 ↓
穴深さ
(ざぐり深さ参照)
∨
皿ざぐり
↓
穴深さ
(ざぐり深さ参照)
∨
皿ざぐり
 幾何公差とデータムの指定方法
幾何公差とデータムの指定方法
数字だけでは表せない、位置や形を“幾何公差”で定義します。 位置や形を指示するには基準面が必要で、その基準面(または線)を”データム”といいます。 幾何公差記号使い方意味同心度 (同芯度)◎ 円の中心位置が、データムAの円の中心点からΦ0.1mm以内の位置にあること。同軸度◎ 円の中心位置が、データムAの円の中心点からΦ0.1mm以内の位置にあること。同軸度◎  軸の中心軸が、データムAの軸中心からΦ0.1mm以内の位置にあること。位置度 軸の中心軸が、データムAの軸中心からΦ0.1mm以内の位置にあること。位置度  穴(もしくは軸)の中心位置が、A面とB面を基準で指定された位置から、Φ0.1mm以内の位置にあること。平面度 穴(もしくは軸)の中心位置が、A面とB面を基準で指定された位置から、Φ0.1mm以内の位置にあること。平面度  指定された面が、理想的な平面から±0.1mm以内にあること。平行度// 指定された面が、理想的な平面から±0.1mm以内にあること。平行度// 指定された面が、データムA面に対し平行で、その範囲が0.1mm以内にあること。直角度⊥ 指定された面が、データムA面に対し平行で、その範囲が0.1mm以内にあること。直角度⊥ 指定された面が、データムA面に対し直角で、その範囲が0.1mm以内にあること。真直度─ 指定された面が、データムA面に対し直角で、その範囲が0.1mm以内にあること。真直度─ 指定された円筒(もしくは穴)の軸が、理想的な平面から±Φ0.1mm以内にあること。円筒度 指定された円筒(もしくは穴)の軸が、理想的な平面から±Φ0.1mm以内にあること。円筒度  指定された円筒(もしくは穴)の形状が、理想的な円筒面から±Φ0.1mm以内にあること。
理論的に正確な寸法(TED) 指定された円筒(もしくは穴)の形状が、理想的な円筒面から±Φ0.1mm以内にあること。
理論的に正確な寸法(TED)
穴の位置度等を幾何公差で指定すると、一般公差と矛盾するケースが生じます。その際は寸法を四角で囲って”理論的に正確な寸法”を使います。 下の図面を見てください。穴の位置度はΦ0.1mmなので実質、A~穴中心の距離は3±0.05mmでなければなりません。それなのに、寸法3.0は一般公差のため3±0.1mm。矛盾していますね! 
そこで、3.0mmを四角で囲うことで、矛盾を解消するのです。検査者も、3.0は測定する必要がなく、位置度だけを見ればよいのです。 
日本語の通り理解すると混乱するので、「TED≒幾何公差と寸法公差での矛盾が生じないようにするための記号」と捉えたほうがよいです。 最大実体公差、通称マルエム例えば下のような図でⓂが指示されている場合… 
最大実体公差を考慮し、位置度の緩和をすることが可能です。ゆえにマルエムは、ボーナス公差とも呼ばれます。 どういうことかというと、 
穴寸法に応じて、位置度が大きくても合格となります!これで融通の利かない過剰品質による、歩留まり低下を防ぎます。 ”最大実体”とはここでいう穴あきブロックの体積の事を指します。Φ0.1Ⓜは、体積が最大=穴径が最小の時の位置度なので、 「穴径が公差の最大=体積が最小の場合は公差緩和よ。」ということになります。 表面粗さと加工の指示表面の粗さを数字で表したもので、小さいほど滑らかでツルツル。主に他部品と接触する面に指示します。 粗さ計で測定し、数的処理の方法によって記号が数種類あります。Raが一般的ですが、目的に応じて変更します。指示なき粗さは図面の隅に記載します。 記号 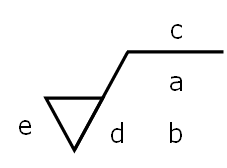
a : 通過帯域または基準長さ、表面性状パラメータ記号とその値b :複数パラメータが要求されたときの二番目以降のパラメータ指示c :加工方法d :筋目の方向e :削り代 a,b:表面形状パラメータ 算術平均粗さ(Ra) 最大高さ(Rz)十点平均粗さ(Rjis)Rz,Rjisの標準長さ(参考) 旧JISの仕上げ記号標準数列カットオフ値標準数列標準数列 0.0120.080.050.050.08▽▽▽▽0.0250.250.10.10.08〃0.050.250.20.20.25〃 0.10.80.40.40.25〃0.20.80.80.80.8 ▽▽▽0.40.81.61.60.8〃0.80.83.23.20.8 〃1.60.86.36.30.8〃3.22.512.512.52.5▽▽6.32.525252.5 〃12.5850502.5▽2581001008~5082002008100–400400– c:加工方法代表的な加工方法を下表に表します。 記号加工方法参考 L外丸削りLathe TurningLFC面削りFacingB中ぐりBoringP平削りPlaining Mフライス削りMillingMP平フライス削りPlain MillingDRリーマ仕上げReaming加工方法は多数種類があり、詳細はJIS規格を参照ください。 d :筋目の方向製品の組付けや摺動方向を意識する場合、加工の筋目方向を指示します。  メートル並目ねじ・インチねじに注意
メートル並目ねじ・インチねじに注意
ねじ穴は下図のように指示します。ねじには山・谷があるので両方を指示しますが、 寸法の記載はねじサイズ+ピッチ+完全ねじ深さがあればOKです。(その他は省略可能。必要な場合のみ記載。) 
一般に広く使用されているねじは上記のMねじ(メートル並目ねじ)ですが、業界によってはインチねじを使用します。 初心者が会社の古い図面を転用するときに、「細目ねじで作るべき穴を並目で作って部品が組み付かない~涙!」なんてミスをよく見かけます。 ねじを侮るべからず。ねじサイズ・ピッチはしっかり確認しましょう。 図面作成ツール昔、製図にはドラフターをいうスケッチブックのようなものが使用されており、手書きでした。今、CAD(Computer Aided Design)という専用のソフトを使用します。日本では60~70%のエンジニアがAutoCADやJW CADというソフトウェアを使用しています。  人気2D CADソフトの比較 - 価格・用途別はじめにCADソフトウェアは、製品や建築物の設計・図面の作成・情報共有を容易にするためのソフトウェアです。ソフトの使用者は建築家、エンジニア、プロダクトデザイナー、等によって使用されています。大きな組織だとCADソフトを効... 人気2D CADソフトの比較 - 価格・用途別はじめにCADソフトウェアは、製品や建築物の設計・図面の作成・情報共有を容易にするためのソフトウェアです。ソフトの使用者は建築家、エンジニア、プロダクトデザイナー、等によって使用されています。大きな組織だとCADソフトを効...3D CADも主流になりつつあり、ほかの記事で紹介しています。  3D CADソフトウェアの種類 - 価格・機能で比較3D CADソフトウェアは、機能や価格帯によって、大きくハイエンド、ミッドレンジ、ローコストの3つに分類できます。この記事では、代表的なソフトウェアをそれぞれ3本ずつ紹介します。 3D CADソフトウェアの種類 - 価格・機能で比較3D CADソフトウェアは、機能や価格帯によって、大きくハイエンド、ミッドレンジ、ローコストの3つに分類できます。この記事では、代表的なソフトウェアをそれぞれ3本ずつ紹介します。ものづくりをする上では、設計者と製造現場も意思疎通が不可欠です。今回の記事がスムーズな意思疎通の助けになればと思います。昨今は図面の3Dで効率化を図る企業が多く、関連記事も参考いただければ幸いです。 |
【本文地址】