| 7大增材制造技术大盘点! | 您所在的位置:网站首页 › 3d打印的种类和原理 › 7大增材制造技术大盘点! |
7大增材制造技术大盘点!
|
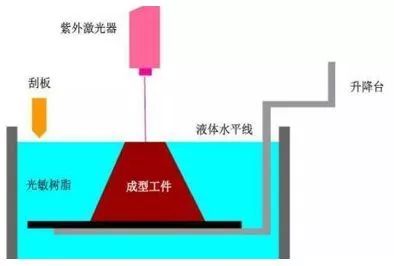
下面将一一介绍以上技术的基本内容: 01 光聚合成型技术增材制造 ① SLA:Stereolithography(立体印刷术) 这种技术也是最早实用化的快速成形技术。它的具体原理是选择性地用特定波长(例如,250-300 nM波长)与强度的激光聚焦到光固化材料(例如液态光敏树脂)表面,使之发生聚合反应,再由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面。这样层层叠加构成一个三维实体。
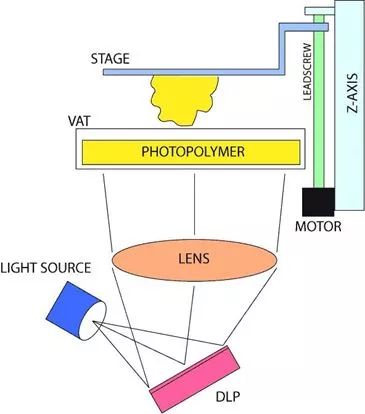
▲原理图 SLA的具体工艺如下: 通过CAD设计出三维实体模型,利用离散程序将模型进行切片处理,设计扫描路径,产生的数据将精确控制激光扫描器和升降台的运动;其次,激光光束通过数控装置控制的扫描器,按设计的扫描路径照射到液态光敏树脂表面,使表面特定区域内的一层树脂固化后,当一层加工完毕后,就生成零件的一个截面; 然后, 升降台下降一定距离, 固化层上覆盖另一层液态树脂,再进行第二层扫描,第二固化层牢固地粘结在前一固化层上,这样一层层叠加而成三维工件原型,最后,将原型从树脂中取出后,进行最终固化,再经打光、电镀、喷漆或着色处理即得到要求的产品。 SLA厂商: 国内:华中科技大学、西安交通大学、珠海西通、智垒等; 国外:3DSystems、EOS、Formlabs、Stratasys、Z Corporation、CMET、D-MEC、Teijinseiki等 精彩案例视频 Formlabs 3D打印机 ② CLIP:Continuous Liquid Interface Production(连续液态界面制造) 这种属于SLA的改良方式,该技术是由硅谷的一家初创公司Carbon3D在2015年发明。CLIP技术不仅可以稳定地提高3D打印速度,同时还可以大幅提高打印精度。 CLIP技术利用了光和氧气对树脂的不同作用而形成,简而言之,光能使树脂固化,而氧气则能抑制这一过程产生,所以光与氧对树脂的作用是相反的,如果能够精确控制光与氧对树脂的影响,就可以塑造出复杂的结构。这种新型的CLIP技术制作一个普通模型所需要的时间只有短短几分钟,与传统方法相比快了几十倍。而且,它还可以相对轻松地得到无层面的打印制品。与传统光固化技术相比,CLIP带来的这种改变可以堪称是革命性的。 Carbon 3D公司 CLIP技术唯美视频 ③ DLP数字光处理快速成型技术 DLP技术是光固化成型技术中的一种,最早由德州仪器开发,被称为数字光处理快速成型技术。DLP与SLA光固化成型技术比较相似,打印材料同为光敏树脂,工作原理都是利用液态光敏树脂在紫外光照射下固化的特性。 不同的是,DLP是一下子可以成型一个面,而SLA只可以成型一个点,再由点到线、由线到面进行固化,故DLP比SLA要快。二者本质的差别在于照射的光源:SLA采用激光点聚焦到液态光聚合物,而DLP成型技术是先把影像信号经过数字处理,然后再把光投影出来固化光聚合物。
DLP原理动态图
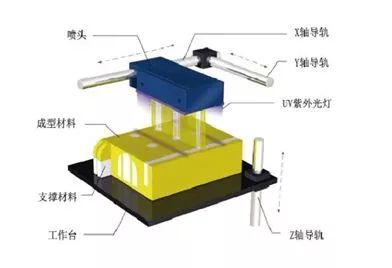
④ PolyJet PolyJet 聚合物喷射技术是以色列Objet公司于2000年初推出的专利技术(已和stratasys合并,现在是stratasys公司产品),PolyJet技术也是当前最为先进的3D打印技术之一。
Objet打印机原理介绍 具体工作原理如下: 喷头沿X/Y轴方向运动,光敏树脂喷射在工作台上,同时UV紫外光灯沿着喷头运动方向发射紫外光对工作台上的光敏树脂进行固化,完成一层打印; 之后工作台沿Z轴下降一个层厚,装置重复上述过程,完成下一层的打印; 重复前述过程,直至工件打印完成。 去除支撑结构。02 以烧结和熔化为基本原理 ① SLS:Selective Laser Sintering,(选择性激光烧结) SLS工艺是利用粉末状材料成形的。将材料粉末铺洒在已成形零件的上表面,并刮平;用高强度的CO2激光器在刚铺的新层上扫描出零件截面;材料粉末在高强度的激光照射下被烧结在一起,得到零件的截面,并与下面已成形的部分粘接;当一层截面烧结完后,铺上新的一层材料粉末,选择地烧结下层截面。
▲原理图 SLS工艺最大的优点在于选材较为广泛,如尼龙、蜡、ABS、树脂裹覆砂(覆膜砂)、聚碳酸脂(poly carbonates)、金属和陶瓷粉末等都可以作为烧结对象。 粉床上未被烧结部分成为烧结部分的支撑结构,因而无需考虑支撑系统(硬件和软件)。SLS工艺与铸造工艺的关系极为密切,如烧结的陶瓷型可作为铸造之型壳、型芯,蜡型可做蜡模,热塑性材料烧结的模型可做消失模。 用于SLS烧结的金属粉末主要有三种:单一金属粉末、金属混合粉、金属粉加有机物粉末。相应地,SLS技术在成型金属零件时,主要有三种方式: a. 单一金属粉末的烧结 例如铁粉,先将铁粉预热到一定温度,再用激光束扫描、烧结。烧结好的制件经热等静压处理,可使最后零件的相对密度达到99.9%。 b. 金属混合粉末的烧结 主要是两种金属的混合粉末,其中一种粉末具有较低的熔点.另一种粉末的熔点较高。例如青铜粉和镍粉的混合粉。先将金属混合粉末预热到某—温度.再用激光束进行扫描,使低熔点的金属粉末熔化(如青铜粉),从而将难熔的镍粉粘结在一起。烧结好的制件再经液相烧结后处理,可使最后制件的相对密度达到82%。 c. 金属粉末与有机黏合剂粉末的混合体 将金属粉末与有机黏合剂粉末按一定比例均匀混合,激光束扫描后使有机黏合剂熔化,熔化的有机黏合剂将金属粉末黏合在一起(如铜料和有机玻璃粉)。烧结好的制件再经高温后续处理,一方面去除制件中的有机黏合剂,另一方面提高制件的力学强度和耐热强度。
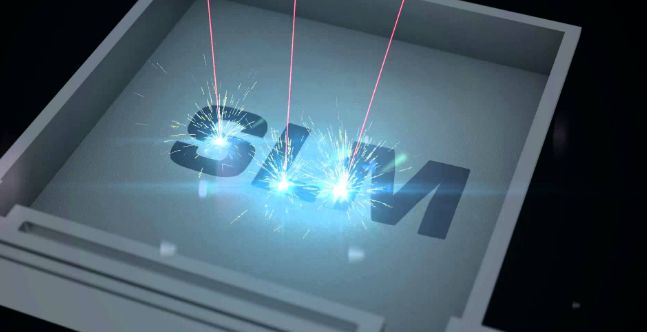
SLS可使用材料广泛。可使用的材料包括尼龙、聚苯乙烯等聚合物,铁、钛、合金等金属、陶瓷、覆膜砂等;SLS的成型效率高。由于SLS技术并不完全熔化粉末,而仅是将其烧结,因此制造速度快;SLA的材料利用率高。 未烧结的材料可重复使用,材料浪费少,成本较低;由于未烧结的粉末可以对模型的空腔和悬臂部分起支撑作用,不必另外设计支撑结构,可以直接生产形状复杂的原型及部件;由于成型材料的多样化,可以选用不同的成型材料制作不同用途的烧结件,可用于制造原型设计模型、模具母模、精铸熔模、铸造型壳和型芯等。 虽然SLS的有点很多,但是SLS的原材料价格及采购维护成本都较高。SLS成型金属零件的原理是低熔点粉末粘结高熔点粉末,导致制件的孔隙度高,机械性能差,特别是延伸率很低,很少能够直接应用于金属功能零件的制造。由于SLS所用的材料差别较大,有时需要比较复杂的辅助工艺,如需要对原料进行长时间的预处理(加热)、造成完成后需要进行成品表面的粉末清理等。(主要厂商有3DSystem、Stratasys,EOS等) ② SLM:选择性激光熔化技术(Selective Laser Melting, SLM) SLM: Selective laser melting(选择性激光熔化)。这种技术利用的激光能量更大,可以直接融化金属粉末,所以用它能直接成型出接近完全致密度、力学性能良好的金属零件。SLM技术克服了SLS技术制造金属零件工艺过程复杂的困扰。
在高激光能量密度作用下,金属粉末完全熔化,经散热冷却后可实现与固体金属冶金焊合成型。SLM技术正是通过此过程,层层累积成型出三维实体的快速成型技术。由于直接融化金属粉末,所以SLM成型的金属零件致密度高,可达90%以上,其抗拉强度等机械性能指标优于铸件,甚至可达到锻件水平。显微维氏硬度可高于锻件;由于是打印过程中完全融化,因此尺寸精度较高。 与此同时同时,SLM的成型速度较低,为了提高加工精度,需要用更薄的加工层厚。加工小体积零件所用时间也较长,因此难以应用于大规模制造;由于加工性能高,所以整套设备昂贵,SLM技术工艺较复杂,需要加支撑结构,考虑的因素多。因此多用于工业级的增材制造。在SLM过程中,金属瞬间熔化与凝固(冷却速率约10000K/s),温度梯度很大,产生极大的残余应力,如果基板刚性不足则会导致基板变形。 ③ EBM:电子束熔化(Electron Beam Melting,EBM) 电子束熔化是金属增材制造的另一种方式。过程与SLM非常相似,最大的区别在于能量源,EBM将电子束取代了激光。电子束由位于真空室顶部的电子束枪产生。固定电子枪并控制电子束以在整个处理区域内转向。当灯丝被加热到一定温度时,电子从灯丝发射,灯丝发射电子。
电子在电场中被加速到光速的一半,然后电子束由两个磁场控制。第一磁场用作电磁透镜,其负责将电子束聚焦到所需直径,然后,第二磁场将聚焦的电子束转移到工作台上的所需工作点。由于能够直接处理复杂的几何形状,EBM工艺非常适合小批量复杂零件的直接批量生产。 这个过程使部件定制成为可能,并且针对CAD到金属过程优化的部件可以使用其他制造技术无法形成的几何形状,因此这些部件对于客户来说具有无与伦比的性能价值。该过程直接使用CAD数据,一步到位,因此速度很快。设计师在完成设计后24小时内获取所有功能细节。与砂型铸造或熔模铸造相比,交货时间将大大缩短。在生产过程中,EBM和真空技术相结合,实现了高功率和良好的环境,以确保优异的材料性能。
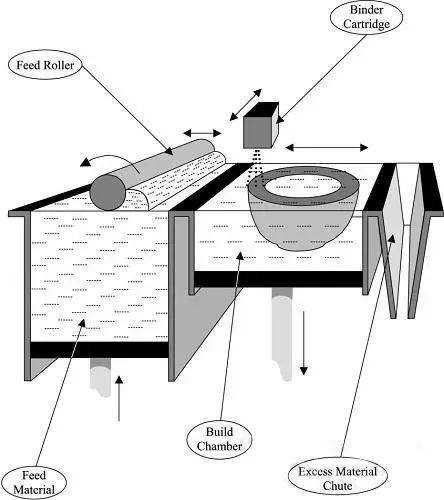
瑞典Arcam是目前全球实现电子束选区熔融技术商业化应用的唯一一家企业。 03 以粉末-粘合剂为基本原理 3DP:三维打印技术 (Three Dimensional Printing) 前面的7种技术,更应该说是增材制造技术,而3DP才是真正的3D打印! 因为这种技术和平面打印非常相似,连打印头都是直接用平面打印机的。和SLS类似,这个技术的原料也是粉末状的。与SLS不同的是材料粉末不是通过烧结连接起来,而是通过喷头用粘接剂将零件的截面“印刷”在材料粉末上面。
供料时将粉末通过水平压辊平辅于打印平台之上将带有颜色的胶水通过加压的方式输送到打印头中存储;接下来打印的过程就很像2D的喷墨打印机了,首先系统会根据三维模型的颜色将彩色的胶 水进行混合并选择性的喷在粉末平面上,粉末遇胶水后会粘结为实体;一层粘结完成后,打印平台下降,水平压棍再次将粉末铺平,然后再开始新一层的粘结,如此的反复层层打印,直至整个模型粘结完毕;打印完成后,回收未粘结的粉末,吹净模型表面的粉末,再次将模型用透明胶水浸泡,此时模型就具有了一定的强度。
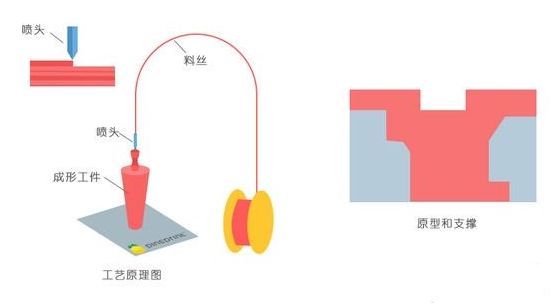
3DP技术是MIT在90年发明的,Zcorp公司(已被3D Systems收购)、voxeljet是杰出代表。 04 FDM:熔融沉积造型 FDM:Fused Deposition Modelling(熔融沉积造型)(主要材料ABS和PLA) FDM(Fused Deposition Modeling)工艺熔融沉积制造(FDM)工艺由美国学者Scott Crump于1988年研制成功。其具体原理是将丝状的热熔性材料加热融化,同时三维喷头在计算机的控制下,根据截面轮廓信息,将材料选择性地涂敷在工作台上,快速冷却后形成一层截面。一层成型完成后,机器工作台下降一个高度(即分层厚度)再成型下 一层,直至形成整个实体造型。
▲原理图 FMD是一种成本较低的增材制造方式,所用材料比较廉价,不会产生毒气和化学污染的危险。但是FDM打印成形后表面粗糙,需后续抛光处理。最高精度只能为0.1mm。由于喷头做机械运动,速度缓慢,而且同样需要支撑台。很多人认为FMD价格低廉,因此在工业应用不高,并且相对初级,但是随着技术的不断提高,现在FDM技术同样能够制造金属零件。
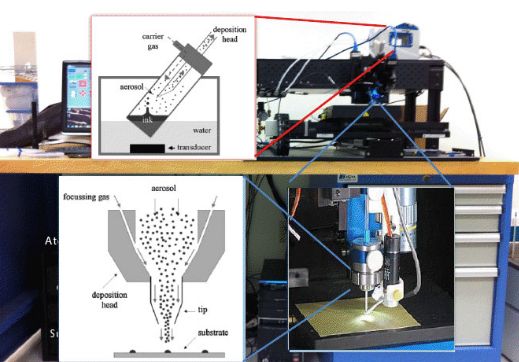
目前有两大类利用FDM技术来生产金属零件,一种是用FDM技术打印可以用失蜡法铸造的模具,然后用传统这铸造工艺来进行小批量金属件的生产。还有一类工艺是利用FDM技术结合MIM工艺(金属注射成形),也就是像Desktop Metal或MarkForged的方案,直接打印金属注塑材料,然后清洗、烧结,最终产出金属零件。 05 气溶胶打印技术 (Aerosolprinting) Optomec公司的一项专利技术,由于Optomec在金属油墨和生物物质的经验丰富,使其直接向3D打印进入微观领域的目标行进。这个技术主要用在精密仪器、电路板的打印上。
UV固化介质从10-100μm气溶胶喷射系统分配并且瞬间完成。之后,一个金属纳米粒子油墨以精确的方式被分配/烧结在最近固化的材料,然后重复一遍又一遍,直到结构形成。该过程具有快速材料凝固的特点,它依赖于本地沉积和局部固化,并且据说可以在空间中达到最高的变形。 06 细胞3D打印 (cellbioprinting) 该技术是快速成型技术和生物制造技术的有机结合,可以解决传统组织工程难以解决的问题。在生物医学的基础和应用研究中有着广阔的发展前景。
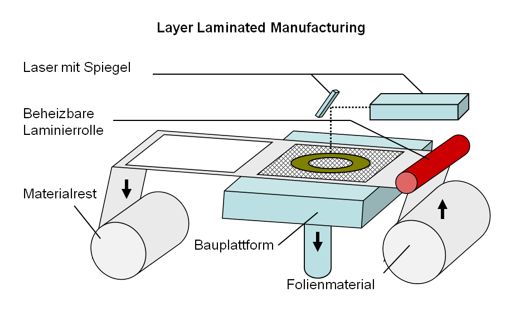
主要以细胞为原材料,复制一些简单的生命体组织,例如皮肤、肌肉以及血管等,甚至在未来可以制造人体组织如肾脏、肝脏甚至心脏,用于进行器官移植。2013年,来自苏格兰的研究人员利用3D打印技术,首次用人类胚胎干细胞进行了3D打印。 07 LOM:层压板制造 Laminated Object Manufacture LOM,有的也称LLM:层压制造技术(Layer Laminate Manufacturing)指的是分层实体成型法,是出现得比较早的3D打印技术之一。这一工艺以纸片、塑料薄膜等片材为原材料,运用二氧化碳激光器进行系统切割,并按照计算机提取的横截面轮廓线数据,用激光将背面涂有热熔胶的纸片材切割出工件的内外轮廓,同时对非零件区域进行交叉切割,以便废料的去除。
由于传统的LOM成型工艺的CO2激光器成本高、原材料种类过少、纸张的强度偏弱且容易受潮等缺点,现已经逐渐退出3D打印的历史舞台! 希望今天的总结对各位学习3D打印技术有帮助,也请各位专家在留言区补充! 别光看,返回搜狐,查看更多 |




【本文地址】