| 橡胶的混炼(开炼机、混炼机) | 您所在的位置:网站首页 › 180胶水 › 橡胶的混炼(开炼机、混炼机) |
橡胶的混炼(开炼机、混炼机)
|
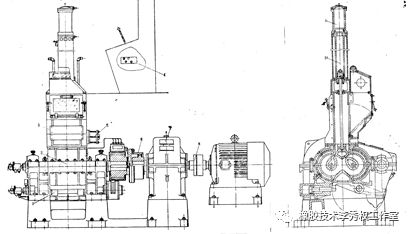
密炼机混炼:
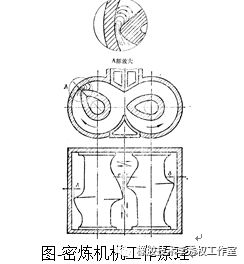
密炼机设备的结构见上图: 密炼机转子是一个带突棱双螺旋体,转子旋转时物料在转动的棱峰和不动的侧壁之间受到强烈的剪切和搅拌作用(如上图),加上转子之间的相互交换作用,使物料在三维方向混合作用强烈,能使混炼胶在很短的时间内混合均匀。其效率高于开炼机混炼,所以一般大型轮胎厂均用密炼机来生产混炼胶。要保证密炼机的混合作用,应以密炼室容量70~75%的体积设定装胶量,是用好密炼机的前提。 密炼机混炼工艺复杂,其发展经历一、二、三、段等不同方法,原因是炭黑的粒子越细,分散越难,为了解决混炼过程中填料分散的问题。混炼工艺从简单的混炼工艺发展为复杂的,或多段的混炼工艺。 所谓一段混炼,就是在开炼机或密炼机中,按顺序要求加入各种配合剂。混合完毕后下片或排胶,一次完成混炼称为一段混炼。 密闭式炼胶机组混炼的工艺方法如下 .生胶塑炼→小药→填料→填充油→排胶→冷却(在开炼机中)→加交联剂→出片(一段法)。 生胶→小药→部分填料 →排料 →出片(在开炼机中)→停放24小时→热炼→加剩余填料→填充油→排料→冷却→加交联剂→排料→出片(二段法)。 填料→生胶→小药→填充油→加交联剂→出片(逆炼法)。 2.对密闭式炼胶机,因混合激烈温度升得较快,一般以排胶温度为控制混炼终点。早期一般混炼为120℃,新发展的快速混炼,排胶温度可达170-180℃。但混炼周期较早期的10-12分钟,缩短至180秒左右,甚至更短。但低温混炼质量优于高温混炼,主要效率较低。 其工作过程如下:
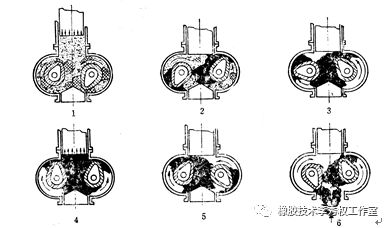
图-椭圆形转子密炼机混炼示意图 1-压砣下压;2-混炼开始;3-配合剂混在橡胶内;4-压砣上提;5-混炼结束;6-卸料 与一段混炼不同的是,二段混炼是先把除交联剂以外的其他配合剂依次加入混合均匀后下片或排胶,冷却后停放24小时或48小时,然后再回到炼胶机中进行混合促进分散,最后加入交联剂(一般为硫磺、温度在100度以下)混合均匀后,下片或排胶,经检验合格后送至下一加工工序。 三段混炼比二段混炼多停放一次。其余加工方法无大异,目的是解决碳黑的分散问题 与传统的混炼法不同,逆炼法能解决含胶量低的胶料混合问题,即先加填料和配合剂然后加入生胶的加料顺序,避免混炼失败(压散)。 对密封式炼胶机,因混合激烈温度升得较快,一般以排胶温度为控制混炼终点。早期一般混炼为120℃,新发展的快速混炼,排胶温度可达170-180℃(不加硫磺)。但混炼周期较早期的10-12分钟,缩短至180秒左右,甚至更短。但低温混炼质量优于高温混炼,主要缺点是效率较低。 两种设备混炼的优点与缺点: 低温混炼(开放式机混炼机)优点与缺点: 优点:混炼胶质量好。配合剂分散均匀,橡胶制品物机性能好,加工安全性高,投资少。; 缺点:混炼时间长,吃料慢,粉尘飞扬,污染环境,劳动强度高,效率低 高温混炼(密封式混炼机)优点与缺点: 优点:效率高,粉尘飞扬少,劳动强度低,吃料快,自动化程度高,对胶料有热处理的能力。 缺点:胶料分散较差,制品物机性能较低,加工安全性低,有焦烧的倾向,投资高。 综上所述,一般大型橡胶轮胎厂采用密炼机组进行混炼,利用密炼机吃料快的特点,把配合剂快速混入橡胶中,立即排到下层的开炼机中促进配合剂的分散,达到高效、快速高质量的目的。 鉴别混炼胶的质量是一个复杂的问题。由于混炼胶是一个多相分散的复杂的混合体。混炼过程中有物理的混合作用亦有化学表面张力作用等。故其鉴别方法亦从其各项理化性能指标中综合进行鉴别。 鉴别的方法有,用电镜或光学显微镜鉴别碳黑的分散程度。有用电阻法:通过测量密炼胶电阻变化来判别混炼胶的分散。通常通过起硫点,可塑度、硬度等快验的方法鉴别混炼胶的一致性,及工艺性能。更新的方法是用硫化仪在180℃或200℃快速测定其硫化曲线与标准曲线对比。所加入的配合剂是否数量一致,品种是否相符。如果不一致,必然在硫化曲线的数值上发生变化,从而判定其是否合格的快速而准确的方法。 当然,当新的仪器发明时,其质量控制由过去复杂而繁琐会变得简单而有效。如近年美国阿尔发公司的RPA橡胶加工分析仪通过对胶料(用量仅5克)进行频率,温度或应变扫描。得出tanα动态模量等一系列动态检测参数能准确地判断胶料的分散程度,是否一致性,比起前述的方法,信息覆盖面大,试样用量少,成本低廉,简单快捷。 混炼胶的停放:混炼胶在质量检验的同时,必须停放一段时间。在停放过程中,橡胶与填料,橡胶与配合剂之间会发生物理的化学的作用。如:有机促进剂在停放中通过扩散和迁移会趋向均匀。但若局部浓度过高,会扩散至胶料表面,即所谓的喷霜。碳黑与橡胶在停放过程中会产生碳黑凝胶,提高炭黑补强的作用。但若停放时间过长,含有硫化剂的混炼胶会产生早期硫化——即焦烧,导致胶料报废。停放一般在24-48小时。最多不超过4天。若在低温下存放,可以存放较长的时间。 在送至下一个车间后,混炼工艺宣告结束。但胶料质量好坏的影响。即将表现出来。如加工性能不佳,易焦烧或硫化不熟等。对于所以橡胶厂,胶料加工混炼工艺大同小异。在此不一一介绍。然而,成型硫化车间将以制品种类不同有不同的方法。 联系方式 配方设计、工艺改进返回搜狐,查看 |
【本文地址】