铝挤压工艺简介 |
您所在的位置:网站首页 › 钣金型材压铸材料 › 铝挤压工艺简介 |
铝挤压工艺简介
|
在过去的几十年里,铝挤压在产品设计和制造中的应用显着增加。 如果您不熟悉这种制造工艺,您可能想知道它的工作原理和优点。 什么是铝型材?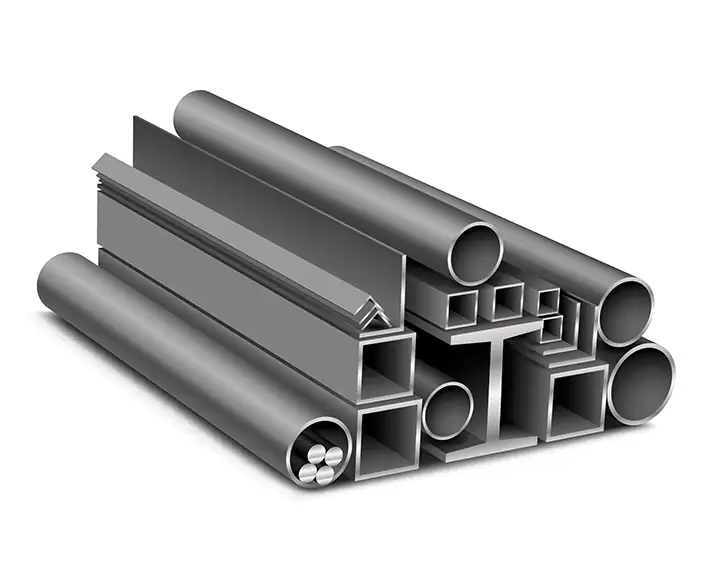
铝型材挤压来了 形状多种多样,包括实心、半空心和空心形状。 这些型材在塑造和增强从家用电器到汽车等众多日常产品的功能方面发挥着至关重要的作用。 铝型材因其卓越的强度、稳定性、耐腐蚀性和轻质特性而受到客户的欢迎。 庭院家具和快艇等消费产品受益于铝型材的轻质特性,而运动器材则因其使用而变得更加耐用。 铝挤压工艺的历史
铝挤压技术有着悠久的历史,跨越 100 多年,并且自诞生以来一直以创新的方式得到利用。 虽然它最初用于生产管道和电线,但其应用已经发展到包括空间站建设中的未来用途。 挤压工艺于 1797 年首次获得专利,用于制造铅管,一直依赖手工劳动,直到 1820 年引入液压机。到 19 世纪末,挤压技术也用于铜和黄铜合金,但用于铝合金,挤压在其应用中走了一条独特的道路。 铝挤压工艺的步骤铝挤压过程涉及几个步骤,包括: 设计和制造模具
创建模具以匹配最终产品所需的形状和尺寸。 铝挤压模具通常由钢或 钨钢合金 并且可以承受数千次挤压。 材料成本通常超过模具总成本的一半。 准备铝坯铝坯料或原材料通常是长铸棒。 将其切割成适当的长度并加热至使其具有足够的延展性以进行挤压的温度。 挤出加工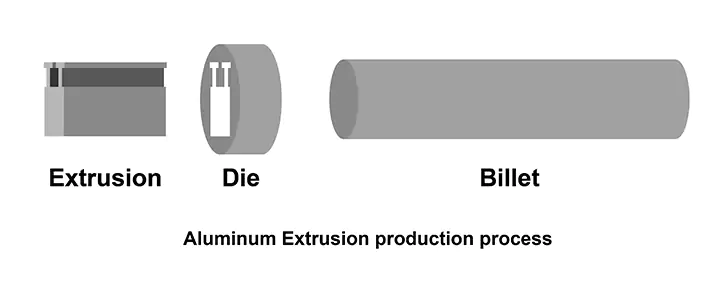
将加热的铝坯放入挤压机中并推动通过挤压模具,将铝成型为所需的形状。 散热器挤压铝材通过空气或水冷却,这有助于其保持形状。 正是冷却方式的不同,使得最终的挤压件处于不同的热处理状态,如T6、T651或T5。 一些流行的冷却方法是,让挤出物通过瀑布,用冷空气或空气-水混合物喷射挤出物。 加工
挤压铝通常被切割成所需的长度,然后进行任何必要的精加工工艺,例如喷漆、阳极氧化、粉末喷涂或抛光。 质量控制最终的铝型材经过检查,确保其符合所需的规格,包括尺寸、形状和强度。 运输服务成品铝挤压产品被包装并运送给客户以用于各种应用。 铝挤压机零件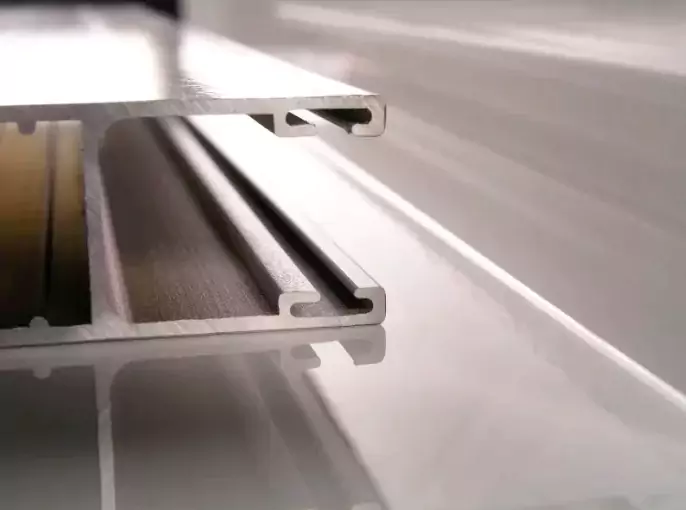
铝型材挤压机又称挤压机,是一种复杂的工业设备,由多个部件组成。 这些部件共同作用,将铝原材料转化为各种挤压形状。 铝挤压机的一些主要部件包括: 钢坯预热器机器的这一部分将铝坯预热到挤压的理想温度。 根据合金和所需的挤压性能,将坯料加热至 350°C 至 500°C 的温度。 挤压机这是机器的核心,它负责向加热的坯料施加压力,迫使其通过挤压模具。 该新闻机由 液压缸、一个冲头和一个盛放坯料的容器。 死
模具是一种在挤压铝时使铝成型的专用工具。 它由硬化钢或 钨钢 旨在承受挤压过程的极端压力和温度。 冷却系统铝材挤压后需要冷却,防止变形或翘曲。 冷却系统由喷水或空气喷射组成,可快速冷却挤压铝材。 拔轮器铝挤压件冷却后,用拉拔器将其从模具中拉出。 拉拔器是一组辊子或皮带,用于夹紧挤出的形状并以受控的速度将其从模具中拉出。 切断锯机器的最后一部分是切割锯,它将挤压形状切割成所需的长度。 锯通常由计算机控制,可以进行精确到几毫米的切割。 不同的挤压类型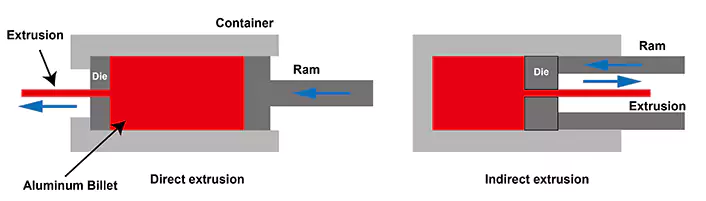
直接挤压工艺和间接挤压工艺是铝挤压的两种不同方法。 在直接挤压(也称为正向挤压)中,将坯料放置在容器中,并使用冲头将坯料推过模具开口。 冲头施加的力使铝流过模具开口,形成模具的形状。 挤压部件在工艺结束时被推出模具。 直接挤压通常用于制造固体形状,例如棒、棒和管。 间接挤压也称为反向挤压或反向挤压。 在间接挤压过程中,与直接挤压过程中将坯料推过模具不同,在间接挤压过程中,模具被推向坯料以形成所需的挤压形状。 将模具放置在冲头(空心心轴)的末端,将坯料放入容器中,然后迫使冲头向坯料移动,坯料穿过模具,制成铝挤压件。 主要优点是坯料表面没有摩擦。 这减少了挤压载荷,因此允许使用较小的机器来生产相同的铝挤压件,或者对于同一台机器,可以制造更大的挤压件。 坯料容器摩擦也不会产生热量。 这使得挤出流动更好,变量更少,导致过程更加一致和更容易,而且最终挤出材料具有更好的公差和更稳定的形状。 直接挤压工艺和间接挤压工艺都有各自的优点和缺点。 直接挤压工艺是一种更简单的工艺,通常速度更快,使得生产简单形状更具成本效益。 另一方面,间接挤压工艺允许创建更复杂的形状,并且由于材料流的均匀性,可以生产具有更高结构完整性的零件。 哪些因素影响铝挤压质量?
零件的形状是影响其成本和挤压难易程度的重要因素。 虽然可以挤压各种形状,但根据尺寸、合金、挤压比、舌部比、公差、光洁度和废品率等因素,成功生产的形状存在限制。 在挤压过程中,尺寸、形状、合金、挤压比、舌部比、公差、光洁度和废品率都是相互依赖的,以及挤压速度、坯料温度和挤压压力等其他因素。 挤压速度通常与金属温度和容器内产生的压力成正比,但挤压的合金和形状会限制可使用的温度和压力。 较低的挤出温度可以生产具有更好表面质量和更精确尺寸的形状,但这需要更高的压力。 然而,过高的坯料温度和挤压速度会导致液态金属流动,填充模具面中较大的空隙并阻止进入狭窄区域,导致形状尺寸低于公差。 由于过高的温度下拉伸强度下降,尖角和薄边缘也会撕裂,并且金属和模具承载表面之间的接触可能不完整和不均匀。 因此,理想的坯料温度是能够提供可接受的表面和公差条件,同时允许尽可能短的循环时间的温度。 然而,某些合金可能需要特定的固溶热处理温度以获得最佳的机械性能。 总的来说,找到挤压因素的正确平衡对于成功挤压所需形状至关重要。 对于具有较高机械性能的合金,由于坯料和衬里壁之间的摩擦较大,挤压速率通常较低,这导致开始挤压所需的时间较长。 挤压比计算为坯料面积除以形状面积,是挤压过程中发生的机械功量的指标。 当挤压比较低时,挤压型材的金相组织接近粗晶铸态,机械性能较弱。 因此,挤压比小于10:1的形状可能无法满足机械性能保证。 相反,高挤压比会导致极端的机械加工,并且需要更大的压力来迫使金属通过更小的模具开口。 硬质合金的正常挤压比范围为 10:1 至 35:1,软合金的正常挤压比范围为 10:1 至 100:1,但这些限制不是绝对的,可能会受到挤压形状的影响。 难度系数(按形状周长除以每英尺重量计算)是影响挤出性能的另一个因素。 系数越高,表明零件越难挤压,这会影响冲压生产。 舌部比率(通过将空隙的最小开口的平方除以形状的总面积计算得出)也在确定零件的挤压性能方面发挥着作用,比率越高表明挤压过程中的难度越大。 铝型材挤压的优点铝挤压具有多种优点,包括: 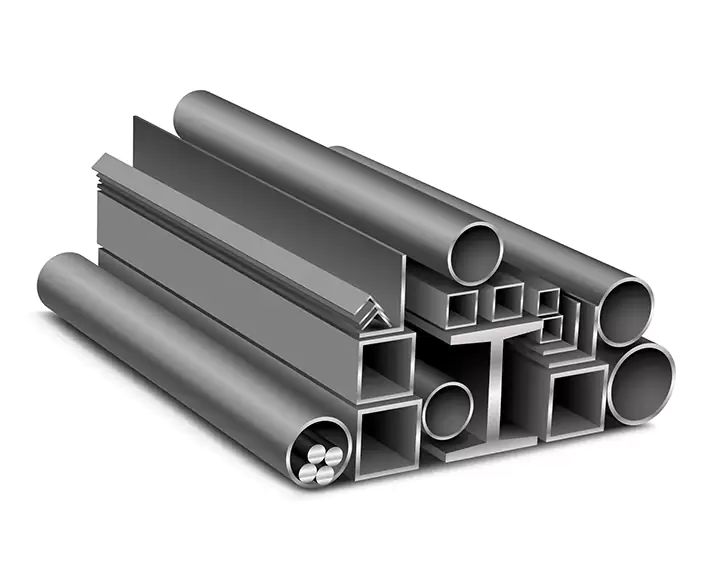 设计灵活性
设计灵活性
挤压可以创建其他制造方法可能无法实现的复杂形状和轮廓,从而使设计人员能够为特定应用创建定制组件。 例如,某些特征(例如尖角)很难通过 CNC 制造,有时定制铝挤压形状可以解决该问题。 物超所值挤压通常比其他制造方法更具成本效益,因为它需要更少的工具和设置时间。 轻量化设计,方便挪动铝是一种轻质材料,这使得挤压部件非常适合用于注重重量的应用。 强度和耐用性
铝型材具有高强度和耐用性,使其适合广泛的应用。 永续发展铝是一种可回收的可持续材料,使挤压部件更加环保。 表面处理选项铝型材可以通过多种方式进行表面处理,包括阳极氧化、喷漆和粉末涂层,为设计人员提供了一系列表面处理选项。 导热系数铝是良好的热导体,使得型材非常适合用于需要散热的应用。 结论
总之,铝挤压是一种用途广泛且 具有成本效益的制造 用铝材料创建复杂形状和型材的工艺。 铝挤压能够生产不同尺寸、形状和复杂程度的零件,因此广泛应用于汽车、建筑、航空航天和消费品等行业。 该过程包括加热圆柱形铝坯并迫使其通过挤压模具以形成所需的形状或轮廓。 然后将挤压件冷却并切割至所需长度。 凭借设计灵活性、耐用性和可持续性等众多优势,铝挤压仍然是制造商和设计师的热门选择。 |
【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |