连铸 |
您所在的位置:网站首页 › 金属模型做旧工艺流程图片 › 连铸 |
连铸
|
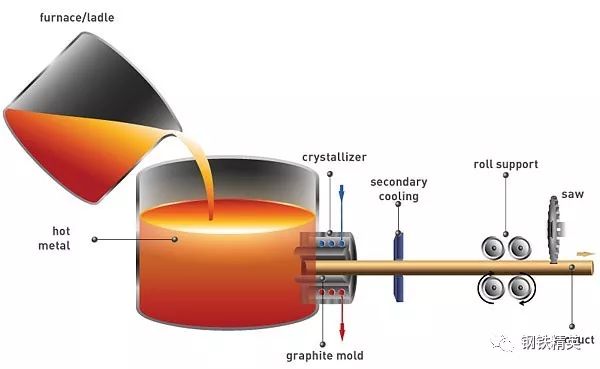
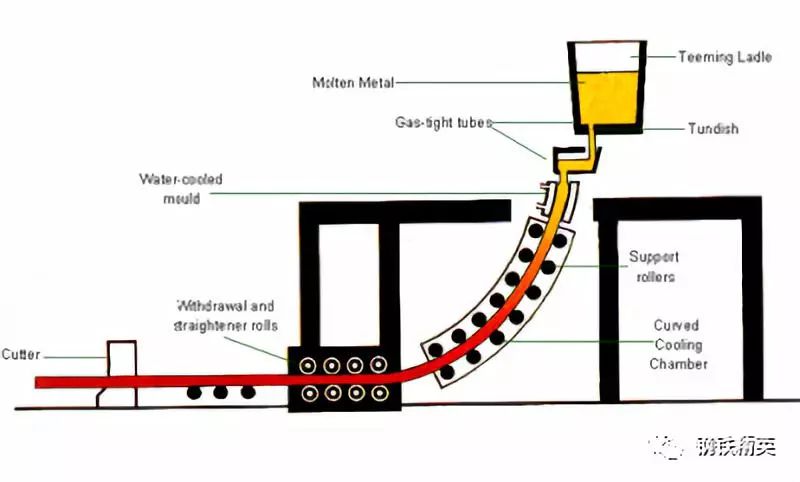
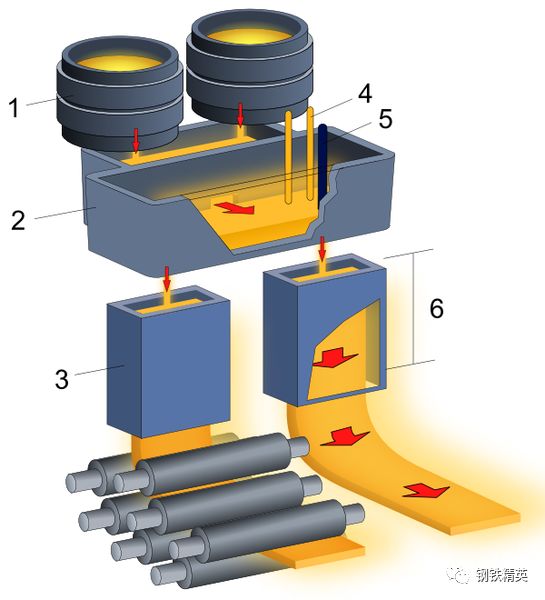
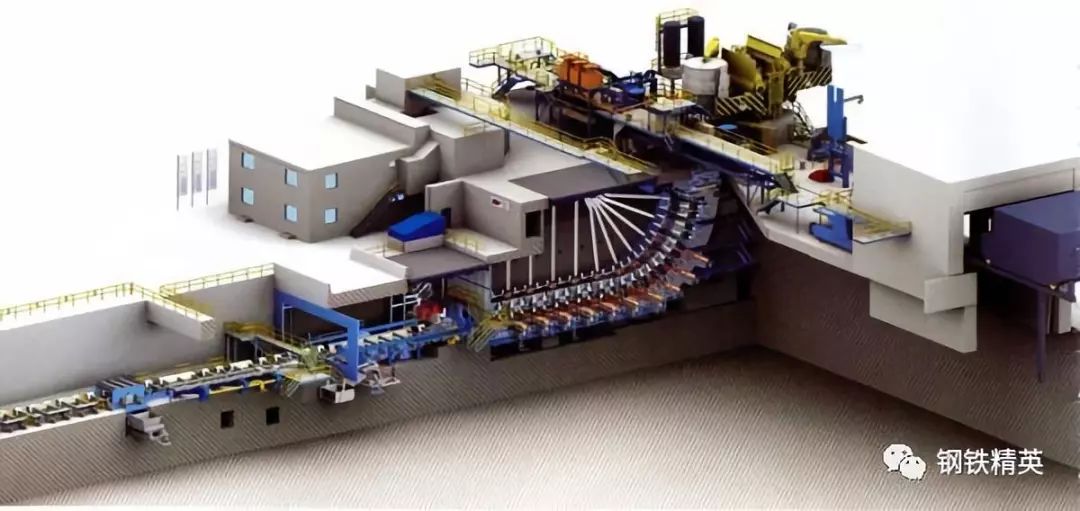
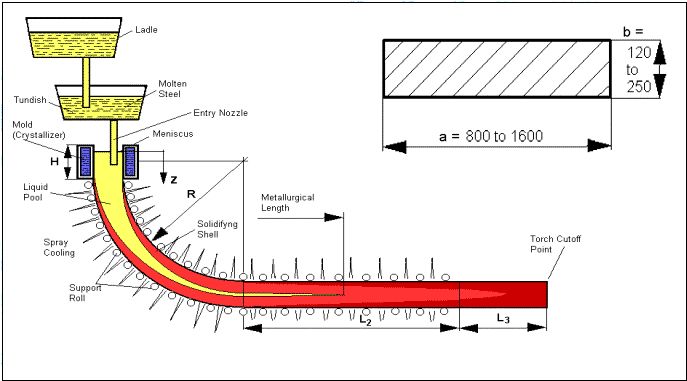
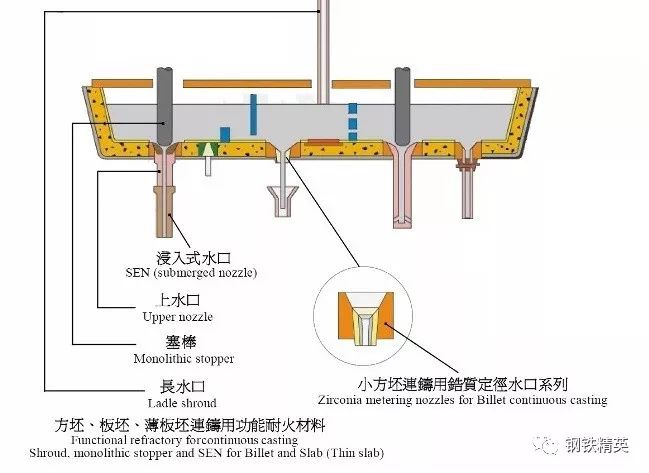
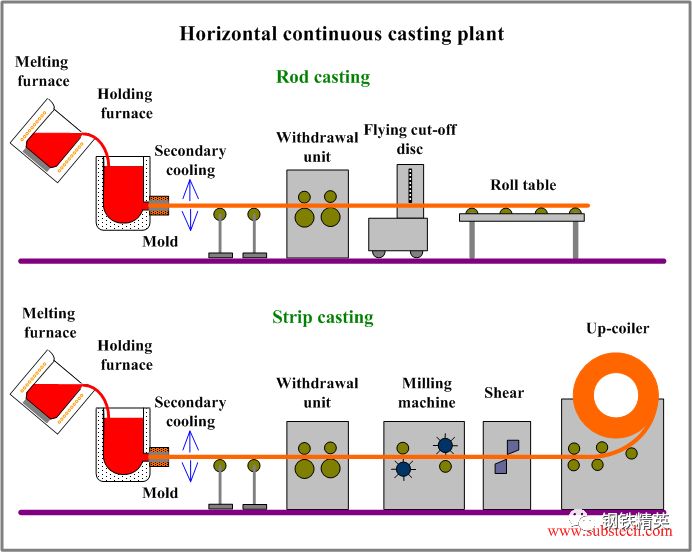
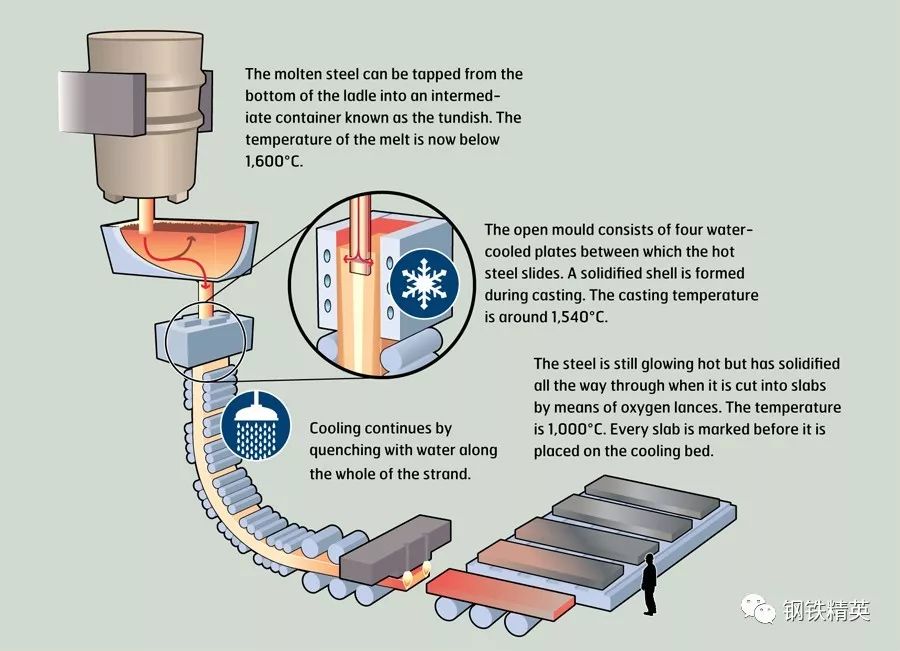
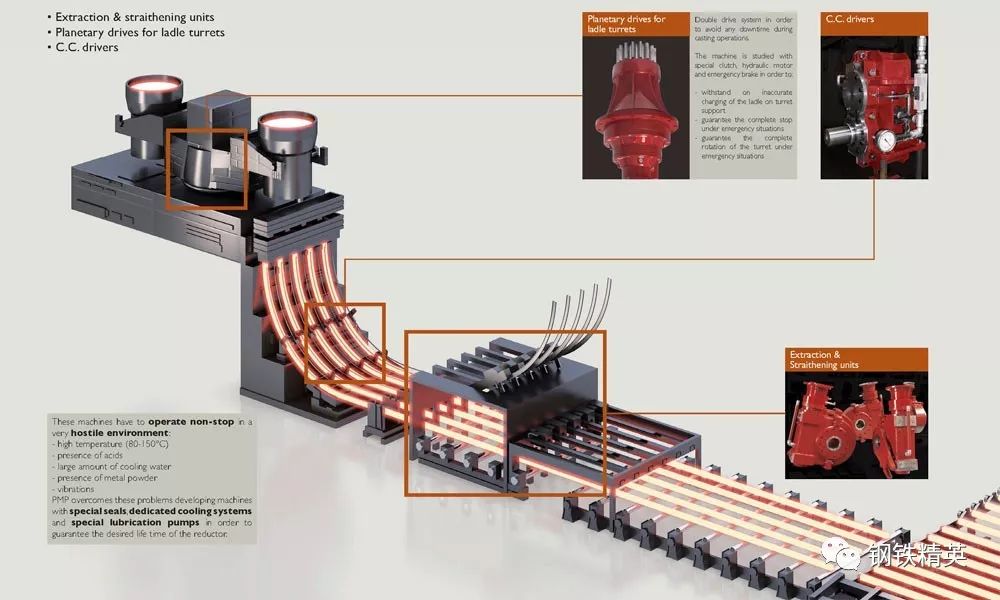
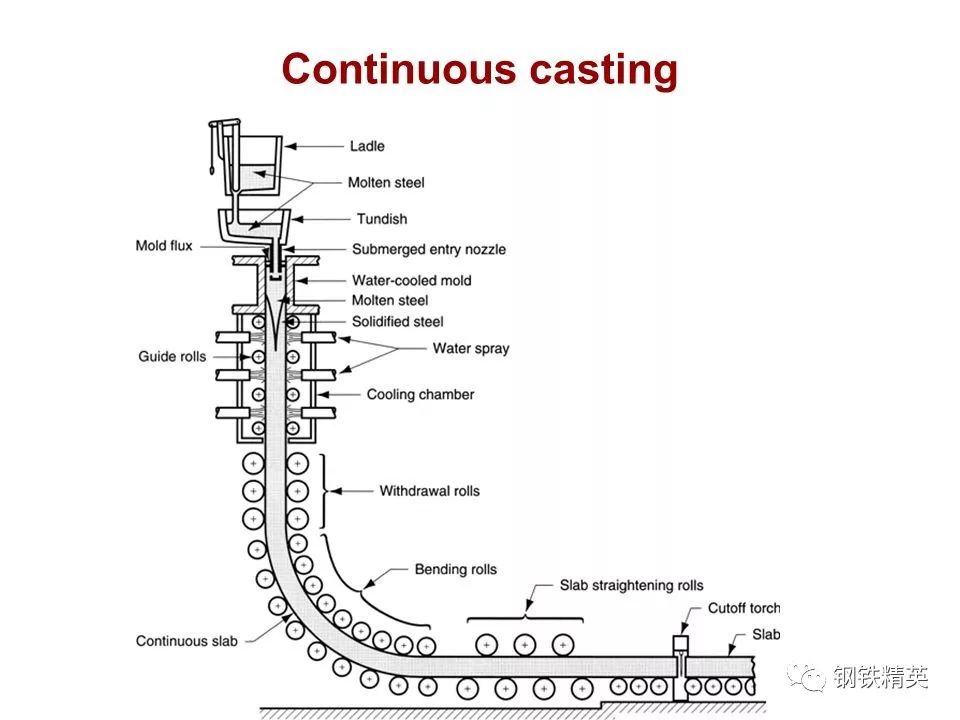
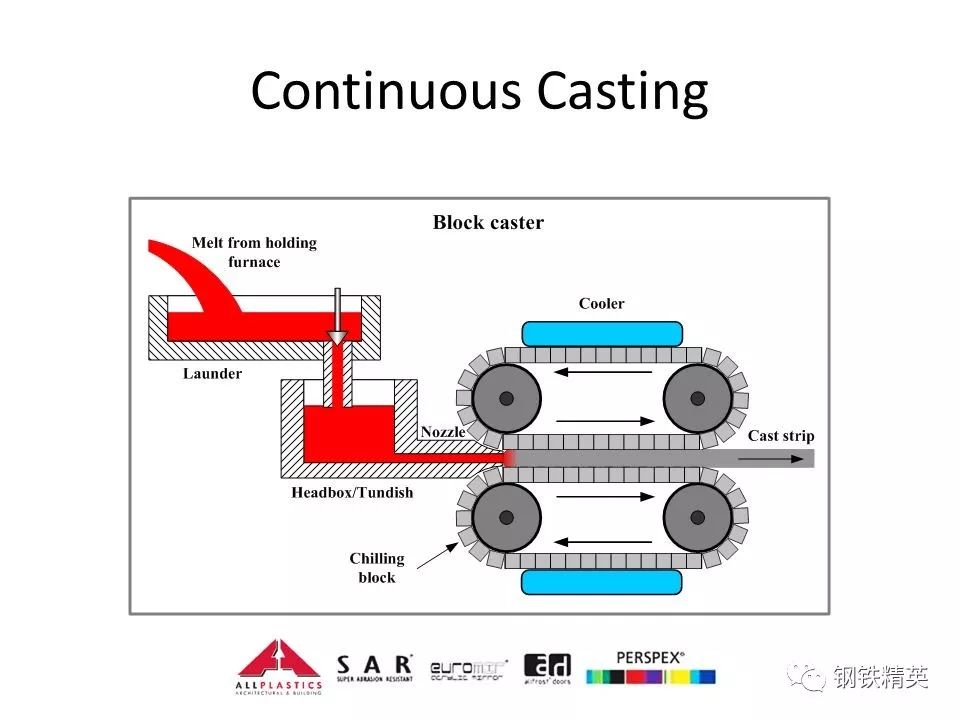
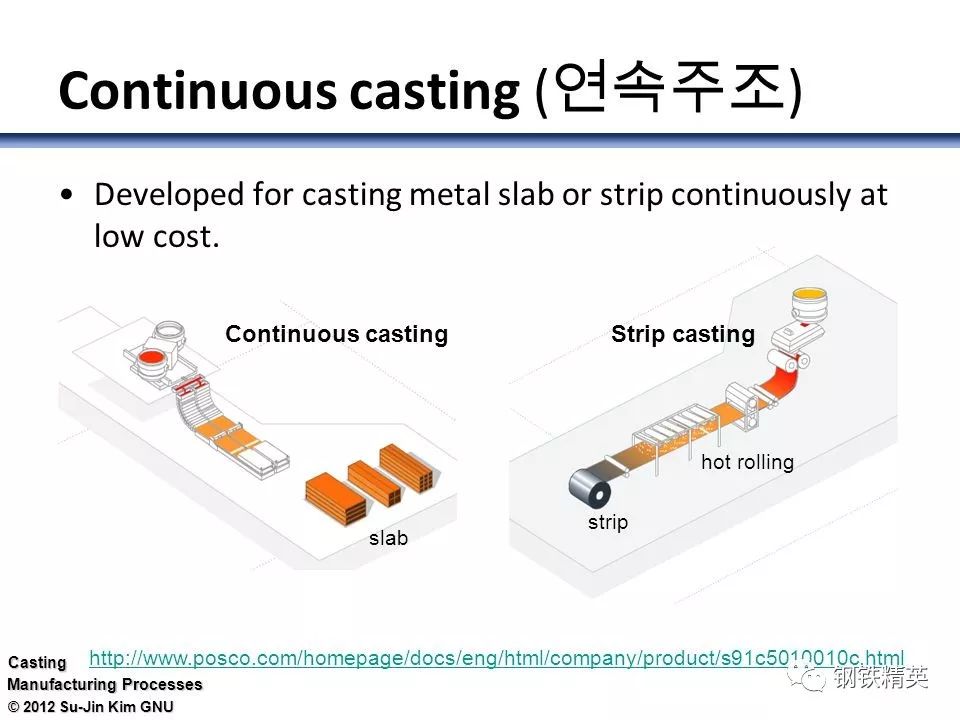
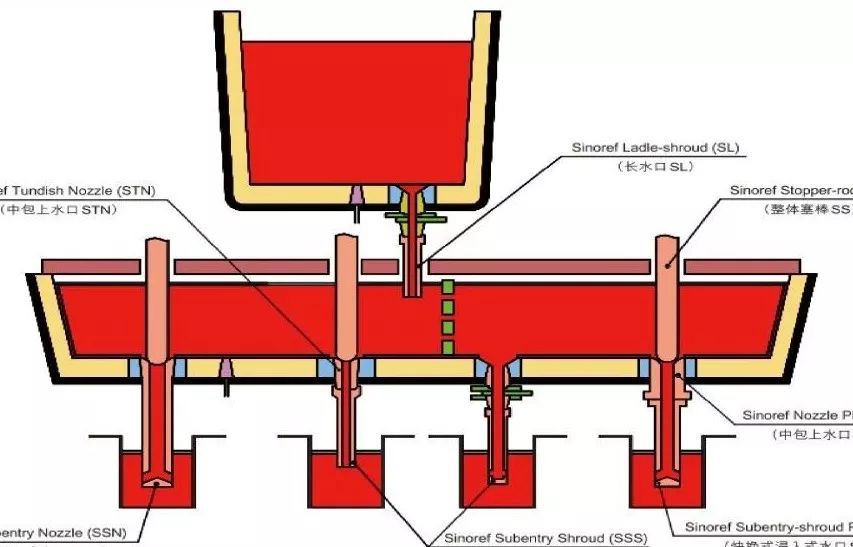
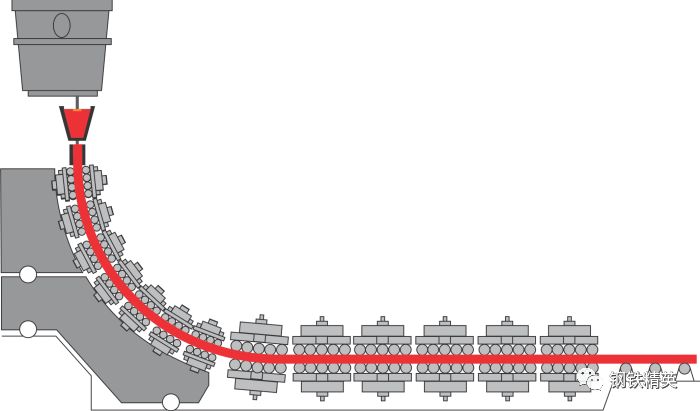
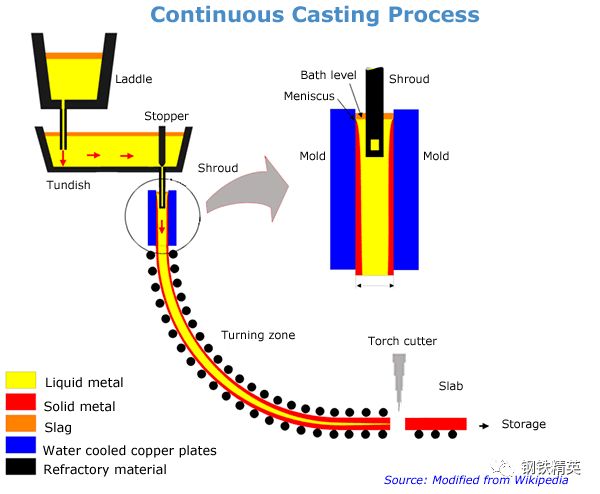
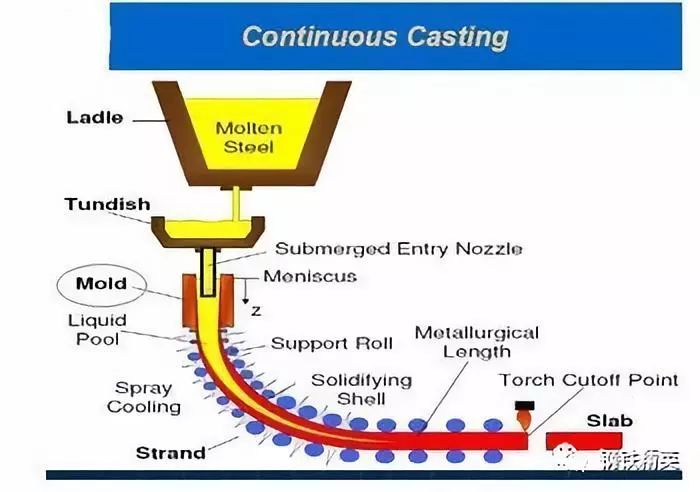
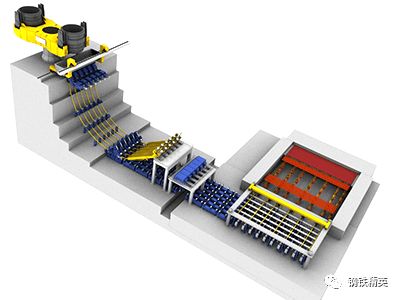
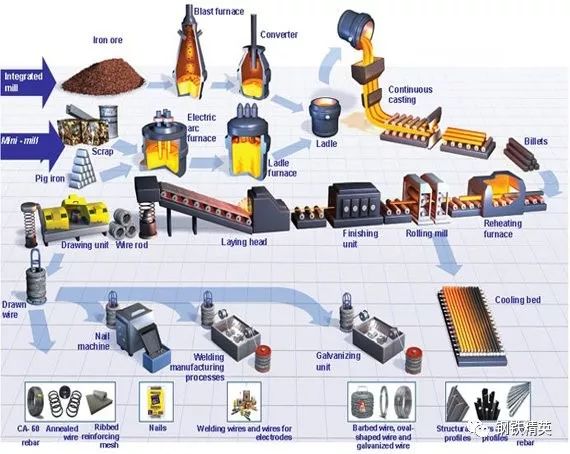
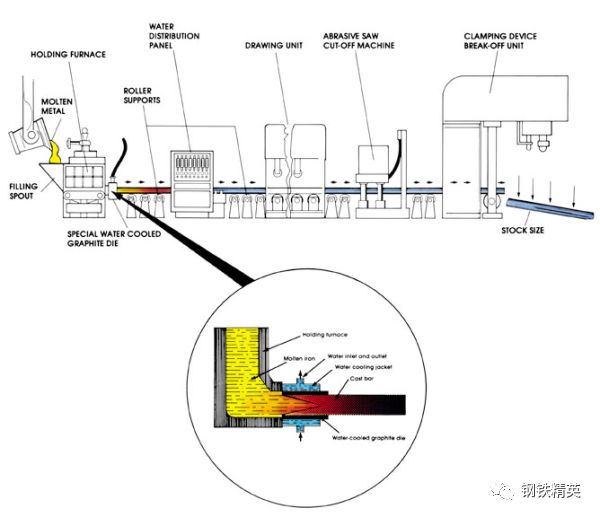
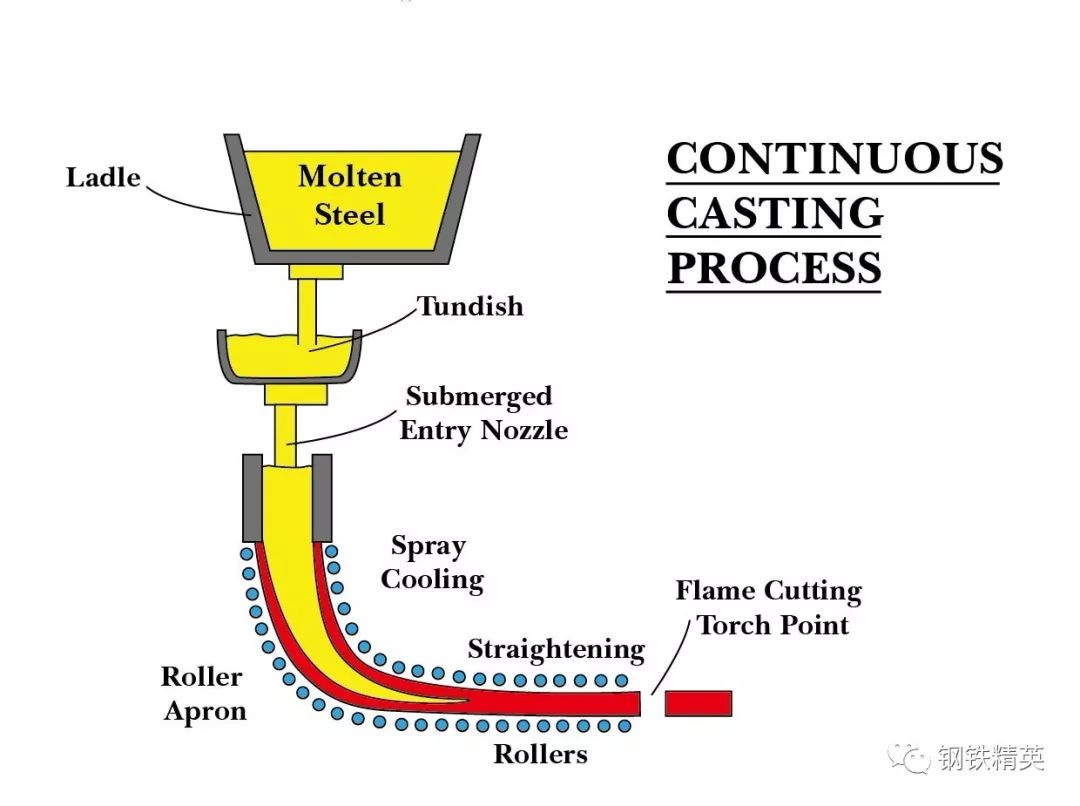
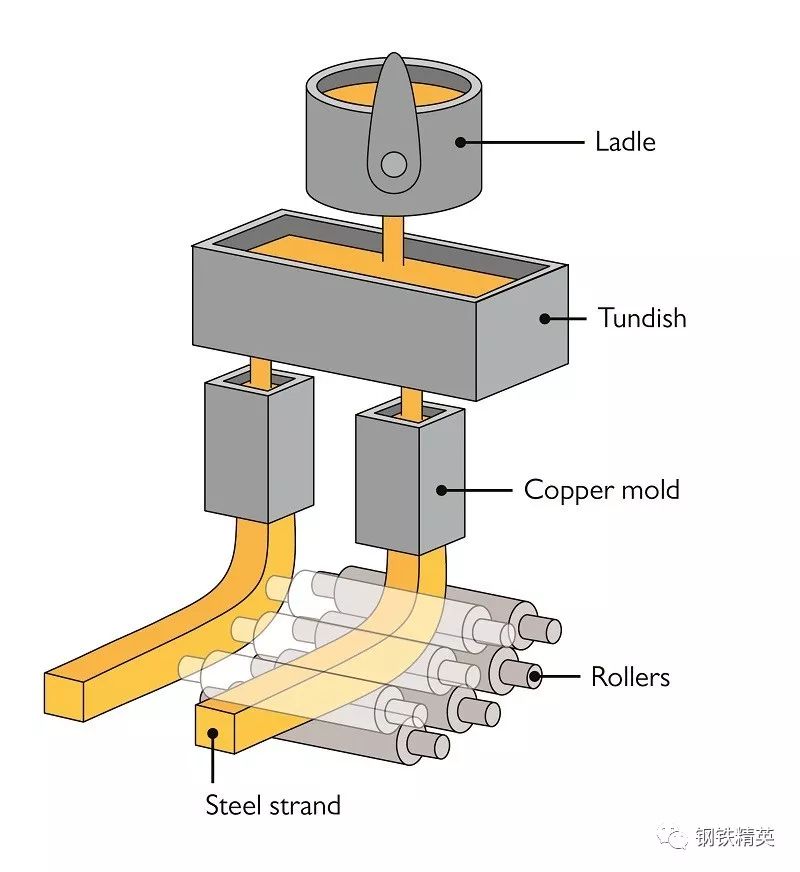
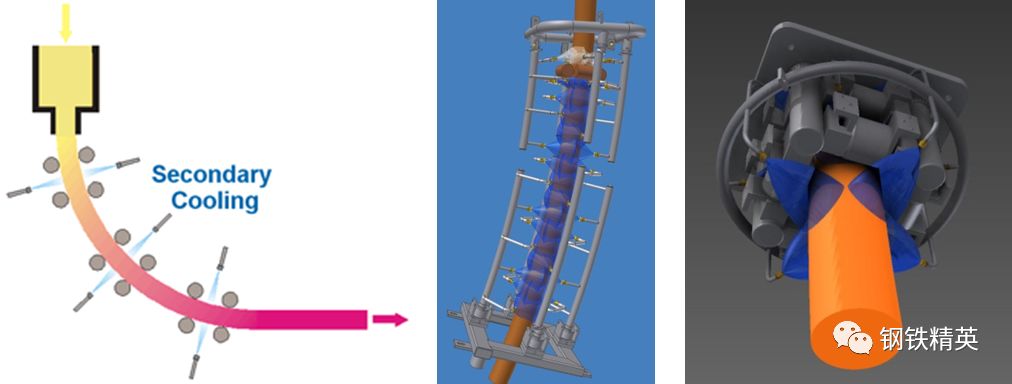
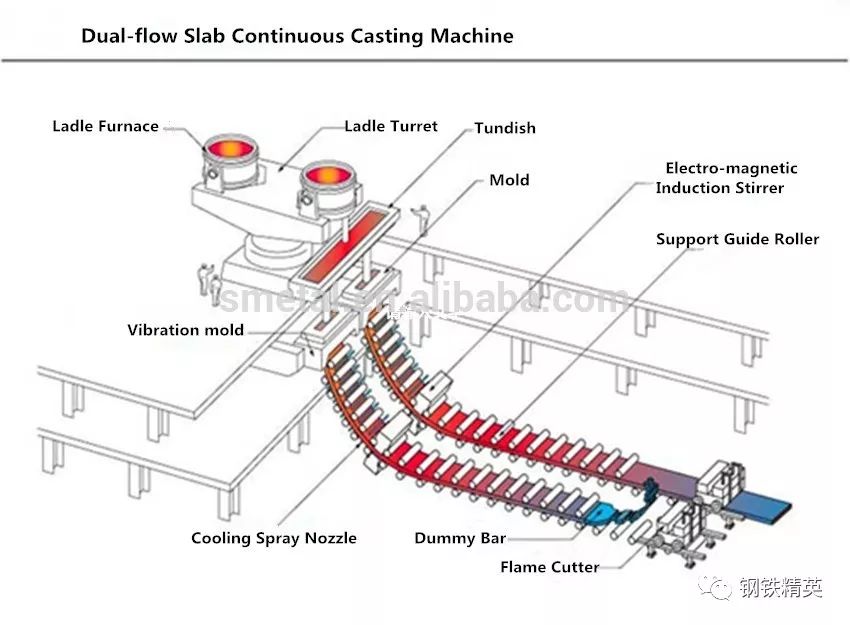
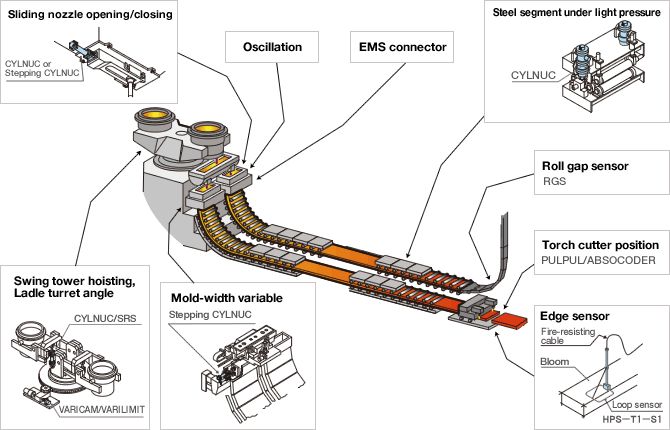
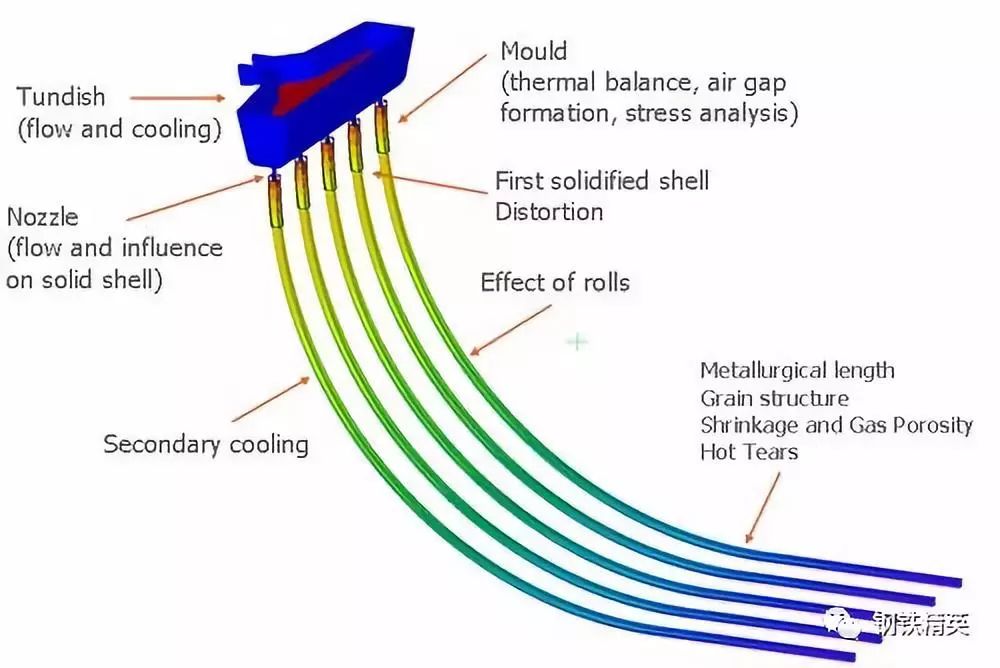
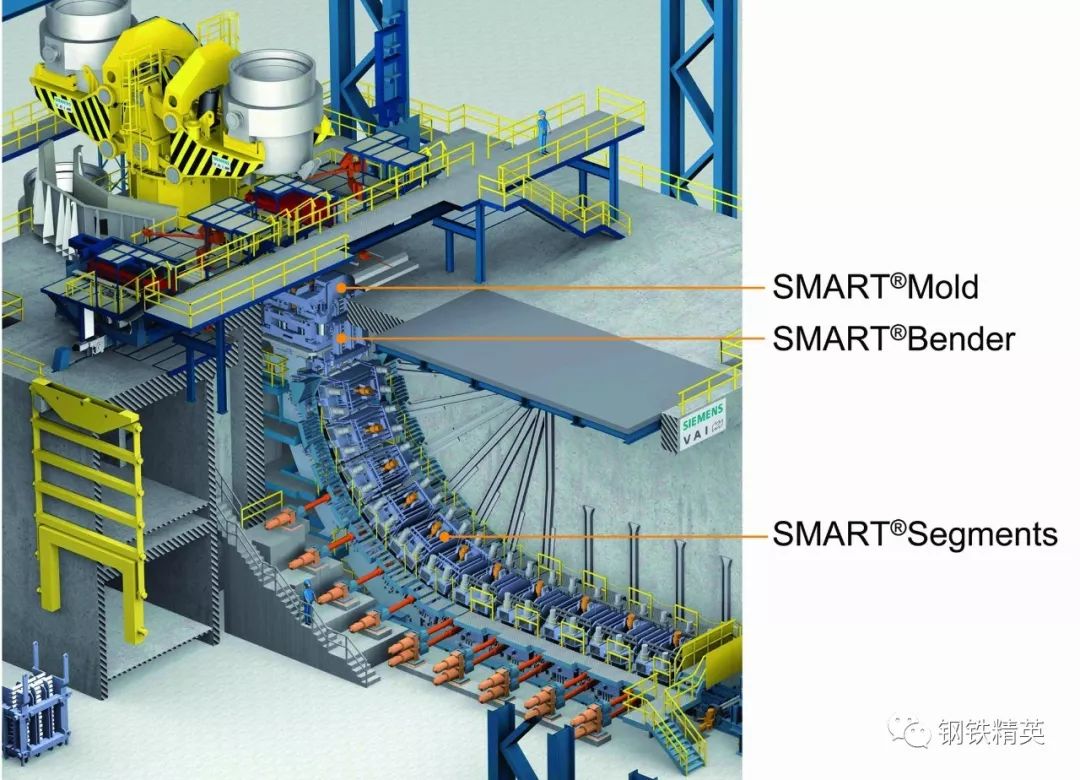
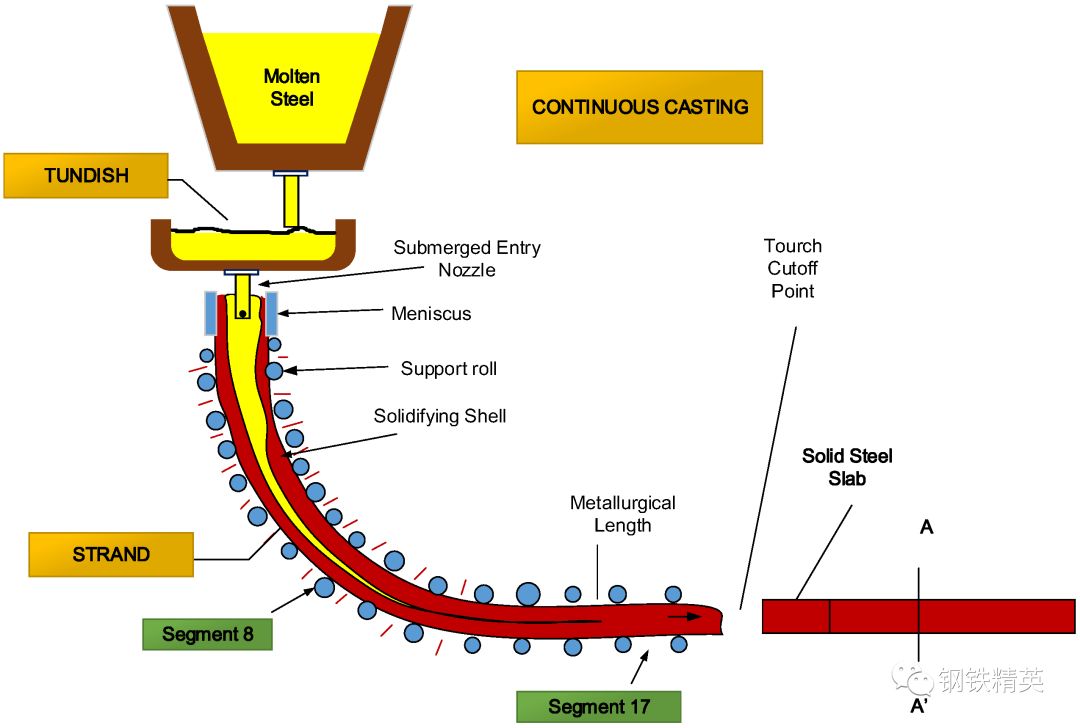
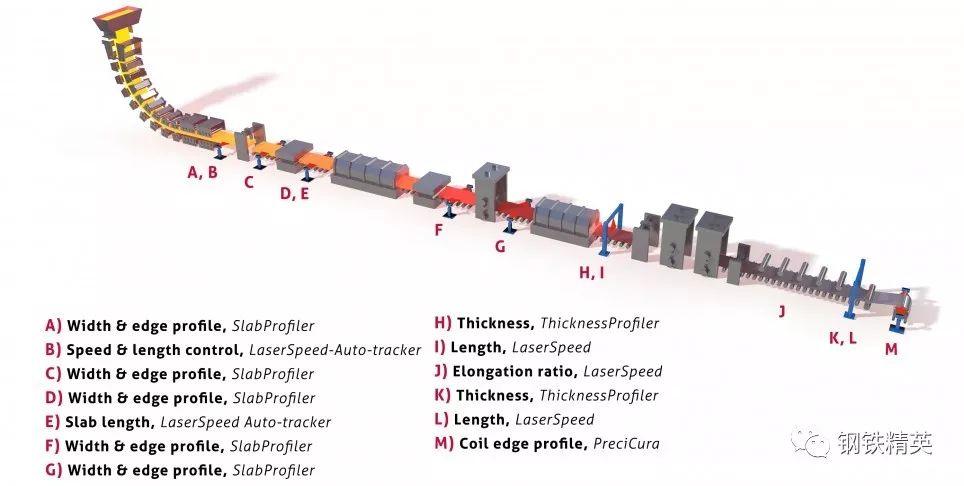
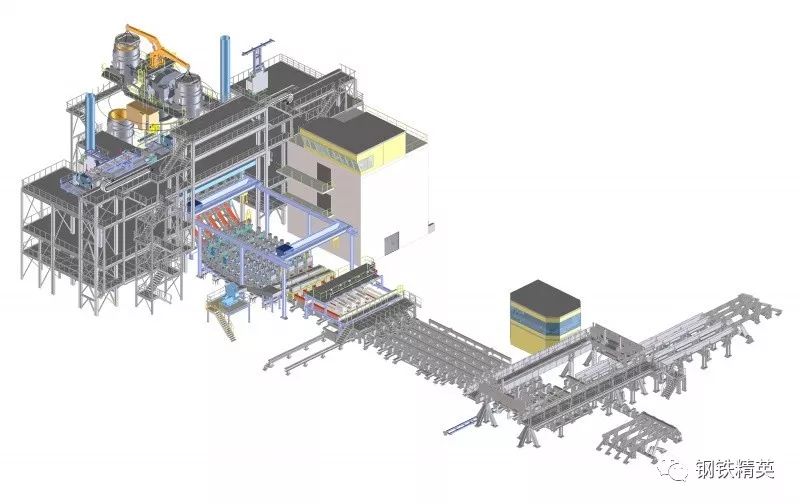
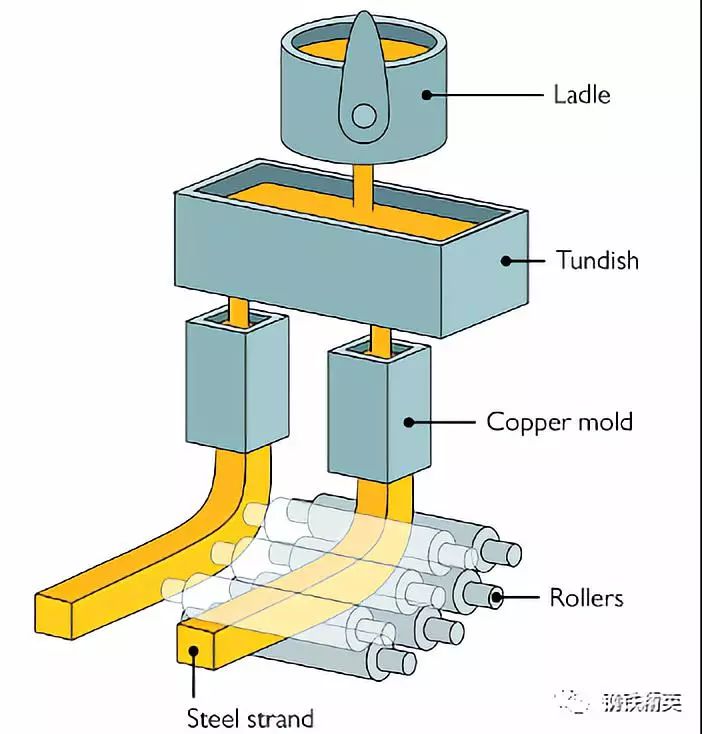
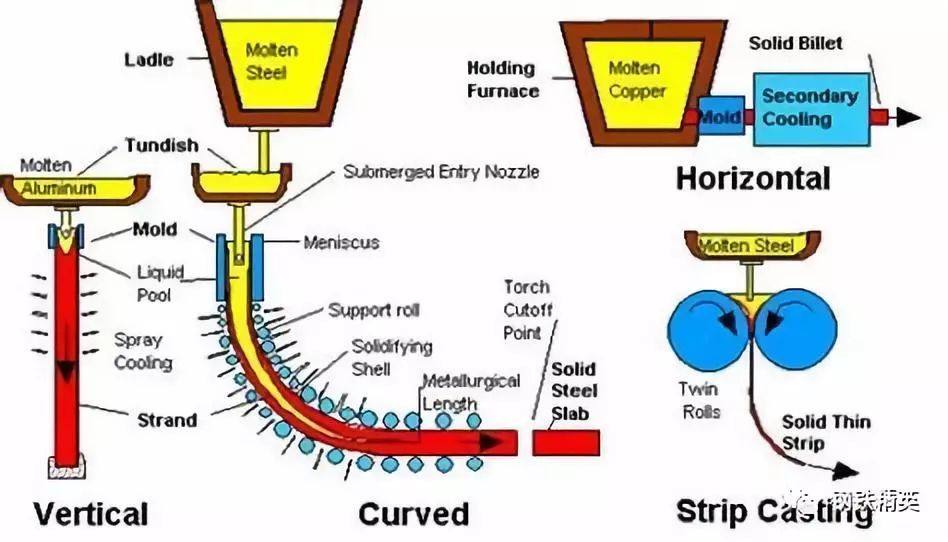
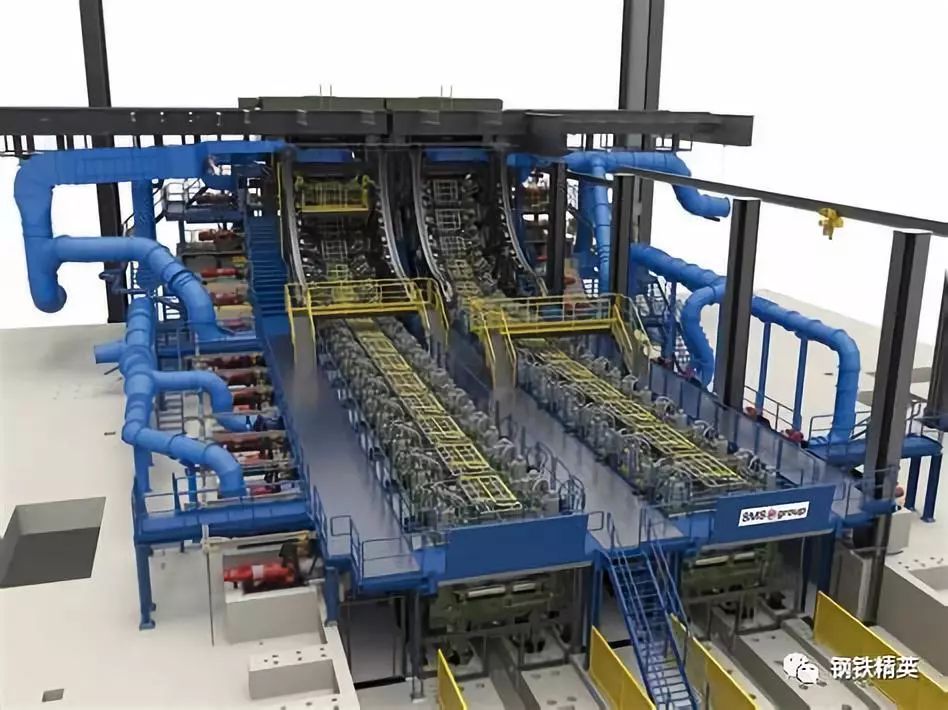
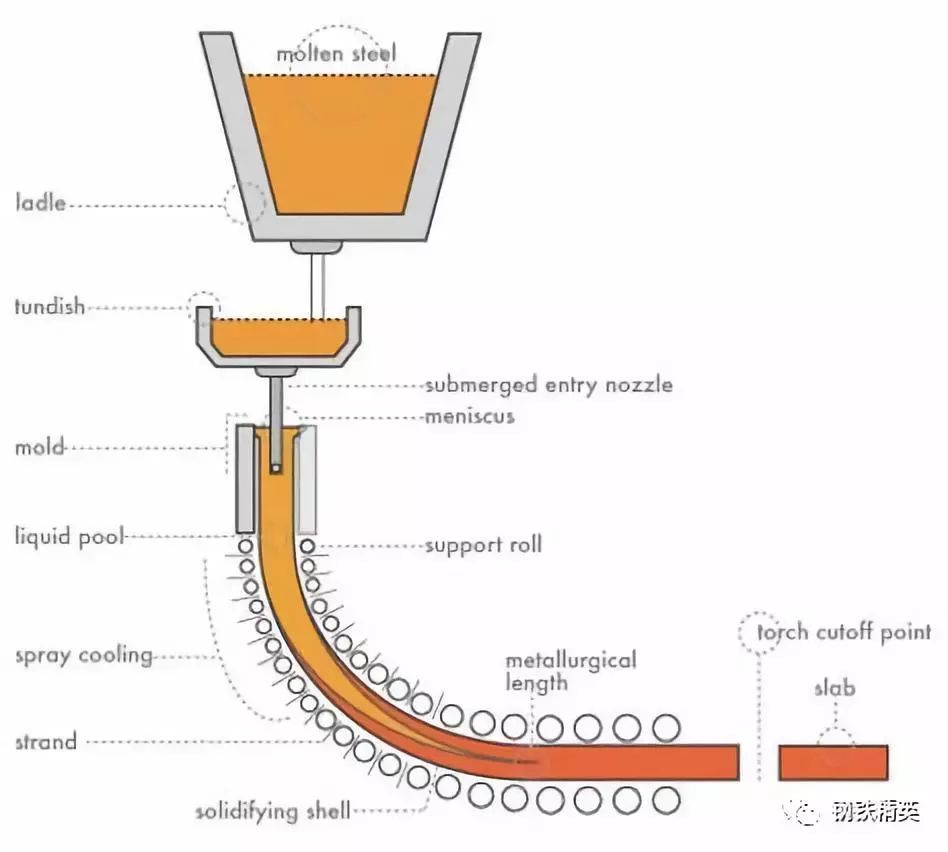
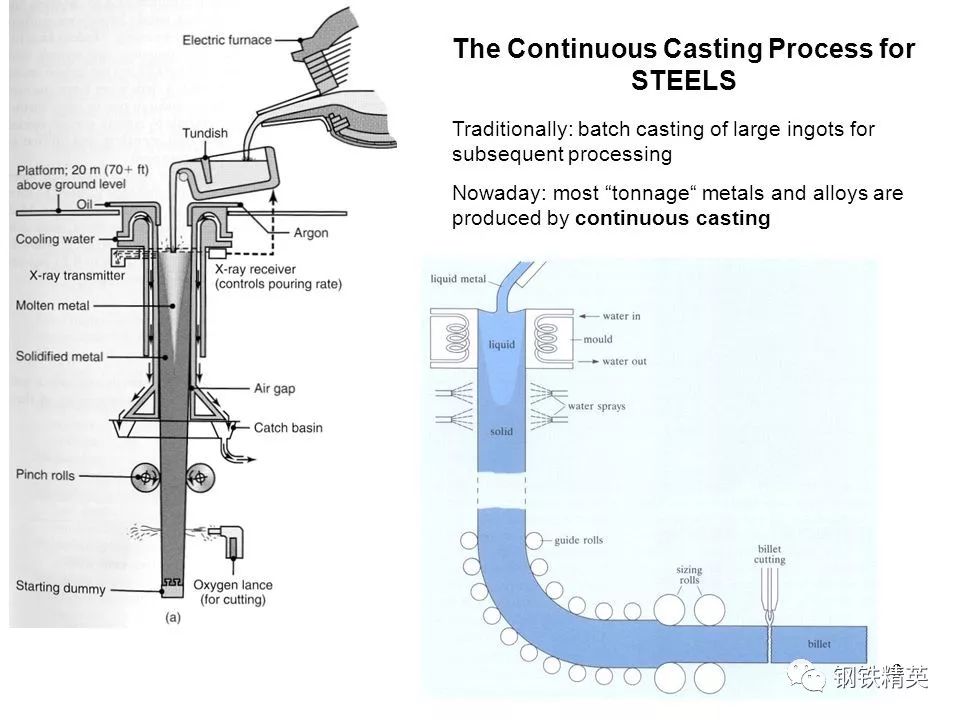
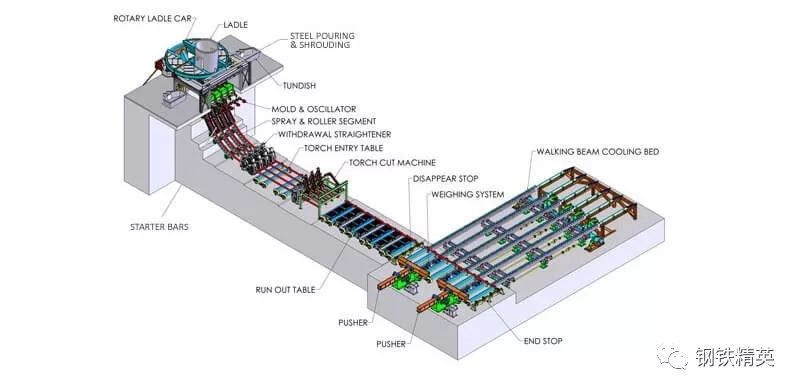
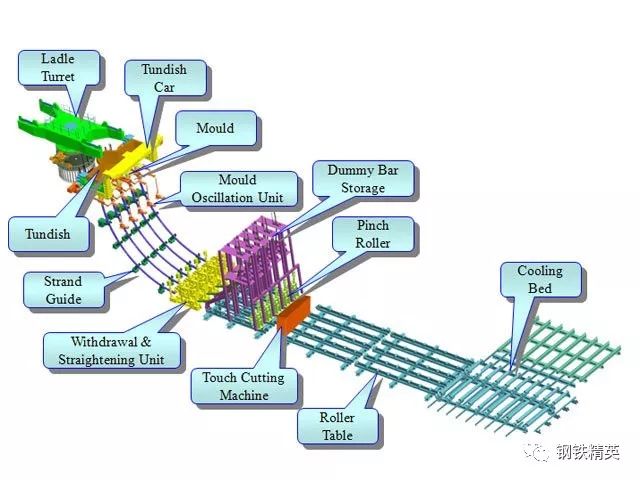
连铸是连接炼钢和轧钢的中间环节,是炼钢厂(或车间)的重要组成部分。连铸生产的工艺流程为:钢包→中间包→结晶器→二次冷却→拉坯矫直→切割→辊道输送→推钢机→铸坯。连铸工艺流程如何?小编搜集了国外常用连铸流程工艺图,与各位一起学习进步。 (字数:1183字,估计阅读时间:5min) 1 概述 连铸是连接炼钢和轧钢的中间环节,是炼钢厂(或车间)的重要组成部分。连铸生产的工艺流程为:钢包→中间包→结晶器→二次冷却→拉坯矫直→切割→辊道输送→推钢机→铸坯。连铸技术的应用彻底改变了炼钢车间的生产流程和物流控制,为车间生产的连续化、自动化和信息技术的应用以及大幅度改善环境和提高产品质量提供了条件。此外,连铸技术的发展,还会带动冶金系统其他行业的发展,对企业组织结构和产品结构的简化与优化有着重要的促进作用。 2 连铸的特点 连铸过程是在连续状态下,钢液释放显热和潜热,并逐渐凝固成一定形状铸坯的工艺过程。钢在这种由液态向固态的转变过程中,体系内存在动量、热量和质量的传输,相变、外力和应力引起的变形,这些过程均十分复杂,往往耦合进行或相互影响。与模铸—初轧开坯工艺相比,连铸工艺具有如下优点。 (1)简化了铸坯生产的工艺流程,省去了模铸工艺的脱模、整模、钢锭均热和开坯工序,基建投资可节省40%,占地面积可减少30%,操作费用可节省40%,耐火材料的消耗可减少15%。 (2)提高了金属收得率,一方面大幅度减少了钢坯的切头切尾损失;另一方面生产出的铸坯更接近最终产品形状,省去了模铸工艺的加热开坯工序,减少了金属损失,可提高金属收得率约9%。 (3)降低了生产过程能耗,可省去钢锭开坯均热炉的燃动力消耗,可减少能耗1/4~1/2。 (4)提高了生产过程的机械化、自动化水平,为劳动生产率的提高及企业的现代化管理升级创造了有利条件。 3 我国连铸技术的发展 中国是世界上研究和应用连铸技术较早的国家。从20 世纪50 年代起, 就开始了连铸技术的研究, 60 年代初, 进入到连铸技术工业应用阶段。但是, 从60 年代末到70 年代末, 连铸技术几乎停滞不前。1982 年统计数字表明, 世界平均连铸比为30%左右, 而我国的连铸比仅为6.2% 。80 年代后, 我国连铸技术进入新的发展时期, 从国外引进了一批先进水平的小方坯、板坯和水平连铸机。80 年代中期, 我国拥有了第一个全连铸钢厂———武钢第二炼钢厂。近年来, 我国连铸技术飞速发展, 到2005 年, 全国除海南、宁夏、西藏外, 其他各省( 市、自治区) 都有了连铸生产, 连铸比已经达到了97.5% 。 我国是薄板坯连铸技术开发较早的国家之一, 在薄板坯连铸结晶器、浸入式水口、保护渣三大核心技术方面取得了重大突破. 开发了双弧形、椭园形及锥形内腔曲面薄板坯连铸结晶器, 并用于工业生产。 展开全文4 连铸技术展望 在生产能力方面: 随着电磁组合结晶器、非正弦振动、轻压下、凝固动态控制技术的工业化, 板坯连铸机产量达到200 万吨/流·年, 方坯连铸机产量达到40 万吨/流·年, 形成单台铸机对单台连轧机的生产流程.在品种结构方面: 随着电磁技术及凝固控制技术的应用, 连铸品种将有望实现品种的100%, 而且实现组织控制、内部及表面质量控制, 达到全无缺陷坯高效生产.在电磁连铸方面: 随着超导技术的发展, 用于浇注钢的电磁约束结晶器、电磁激震装置的工业化将成为可能, 在此基础上, 将有望开发无模、无振动、断面形状可任意组合的连铸机. 以下是国内外常用连铸工艺流程结构图:
参考文献: [1] 我国连铸技术的发展,张成元等 [2] 连续铸钢在钢铁生产流程中的作用及现代连铸技术简介,干勇等 来源:钢铁精英 免责声明:本公众号所载文章为本公众号原创或根据网络搜集编辑整理,文章版权归原作者所有。转载请注明来源;文章内容如有偏颇,敬请各位指正;如标错来源,请跟我们联系!返回搜狐,查看更多 责任编辑: |

【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |