木门典型制造工艺流程及现代木门制造技术 |
您所在的位置:网站首页 › 自动生产线涉及到的主要技术指标是 › 木门典型制造工艺流程及现代木门制造技术 |
木门典型制造工艺流程及现代木门制造技术
|
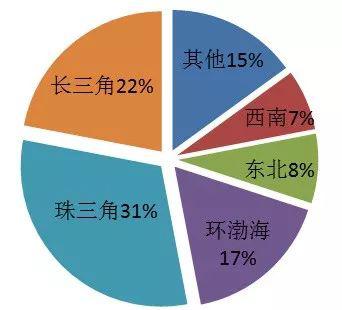
我国木门企业区域分布 •TATA 木门: 37.5 亿元 • 梦天木门: 20 亿元 • 江山欧派: 12 亿元 >>>> 形成多个木门产业集中的城市
同时也出现了一些木门产业比较集中的城市,如“ 中国套装门之都—重庆”、“ 中国木门之都—浙江南浔、江山”、“ 中国原木门之乡—厦门同安区”、“ 中国门业重镇—中山市东升镇”以及浙江永康、重庆万寿等地区。 02 PART 木门制造工艺与装备概述 木门的分类 (一)按材料分 1) 实木门 2) 实木复合门 3) 木质复合门 (二)按表面装饰分 1) 油漆饰面门:透明饰面、不透明饰面; 2) 油蜡饰面门:木蜡油等饰面; 3) 其它饰面门:浸渍胶膜纸、油漆饰面装饰纸、聚氯乙烯(PVC )、CPL 、聚丙烯(PP )、聚乙烯(PE )等。 (三)按结构分 1) 拼装式木门(木镶板门)
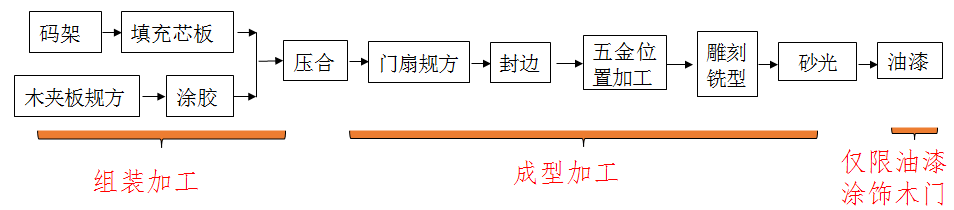
2) 层压式木门(木夹板门)
木门典型制造工艺流程 (一)层压式木门工艺流程
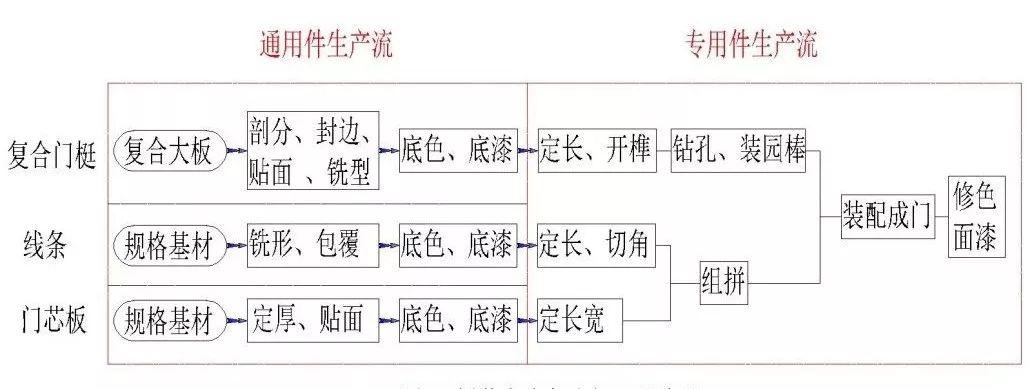
(二)拼装式木门工艺流程
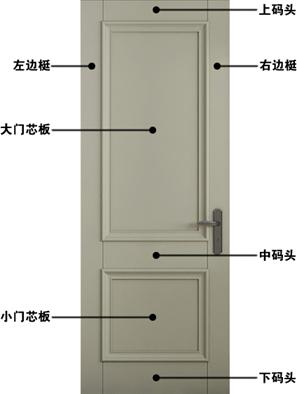
木门的结构和工艺较为复杂 木门门芯材料/ 油漆方式
门扇部件的连接方式
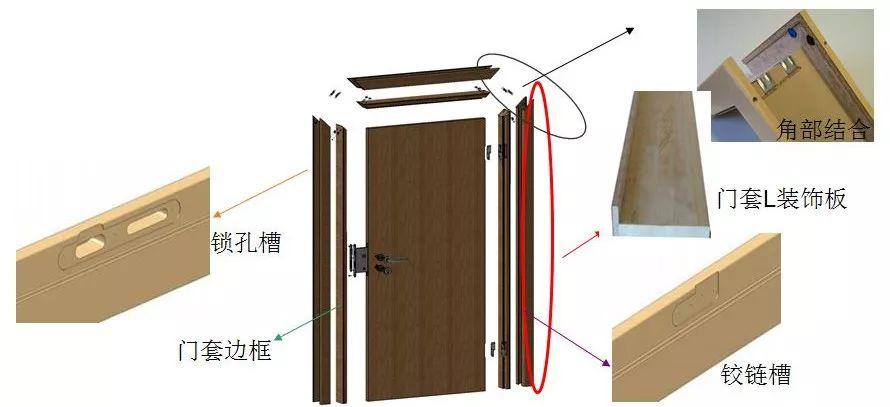
木门门套加工
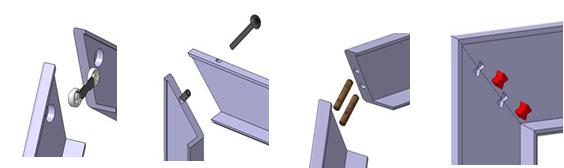
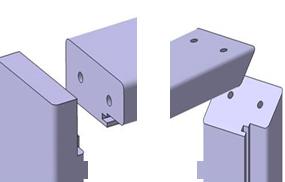
门套角板的连接方式
门套主板的连接方式 9 个部件形成门框 加工 9 个部件
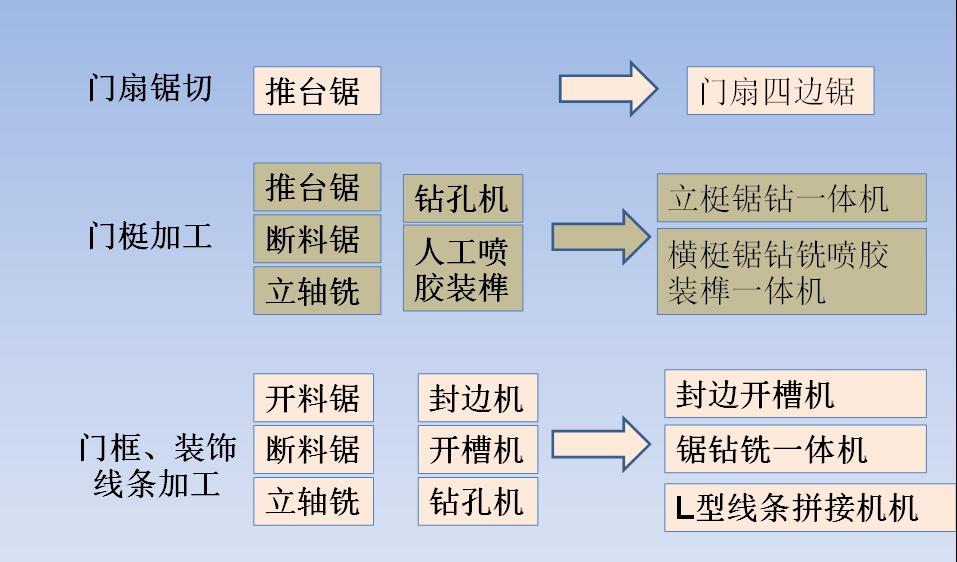
木门专用加工装备
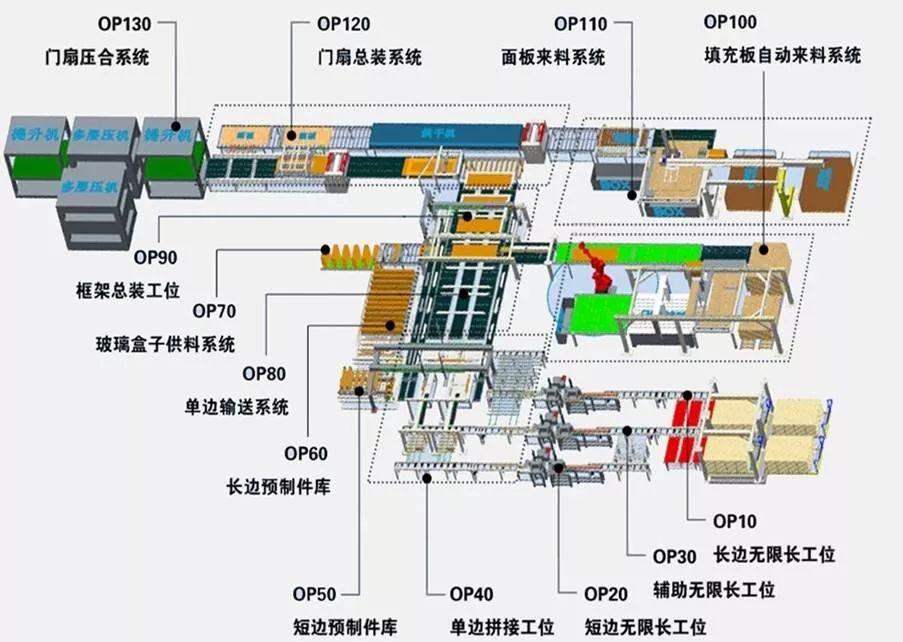
03 PART 木门制造技术与装备发展 单机自动化/ 局部产线自动化向全工序流水线自动化/ 智能化发展 截至2018 年,已建在建的自动化生产线近100 条
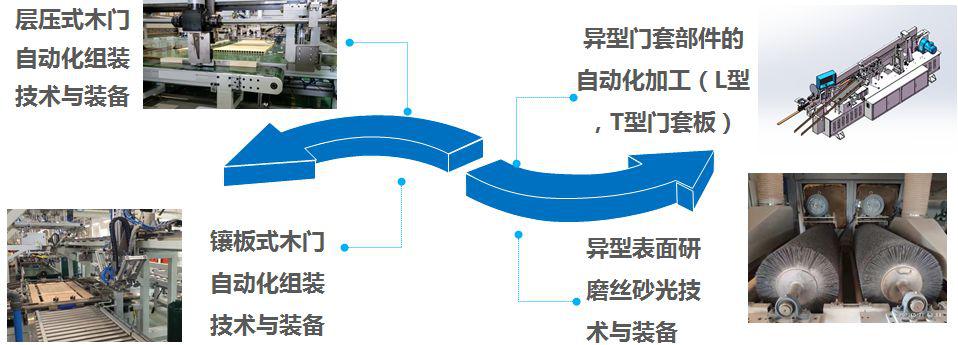
关键技术 层压式/ 拼装式木门门扇成型前自动化组装技术 异型表面门扇成型后的高效自动化砂光技术 异型门套部件自动化加工技术(L 型装饰板,T 型门套板) 层压式/ 拼装式木门门扇成型前自动化组装技术 异型表面门扇成型后的高效自动化砂光技术 异型门套部件自动化加工技术(L 型装饰板,T 型门套板)
0 1 层压式木门自动化组装技术与装备
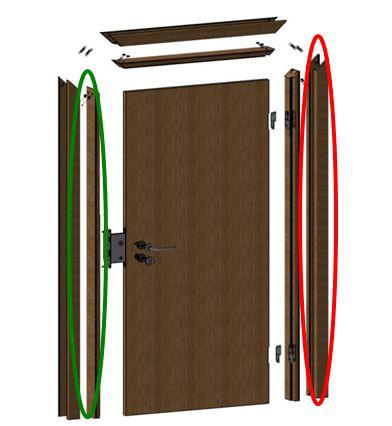
节拍:30s/扇 02 拼装式木门自动化组装技术与装备
拼装式木门结构
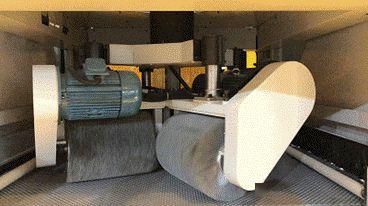
自动化组装 实现的功能: 1 、门芯板组装 2 、各部件上、下料和转运 3 、实现码头、门芯板、边梃各部件总装,成为门扇 节拍: 60s/扇 03 门扇异型表面研磨丝砂光技术与装备 优点: 1. 砂带/ 砂辊更换不方便、辅助作业时间长 2. 砂具寿命较低,一套砂具正常工作使用寿命15 天 3. 砂光效率低:80%左右、使用中会出现过砂或漏砂等问题 4. 砂粒直接暴露于砂纸,砂纸表面的砂粒在与板面摩擦中,极易脱落 缺点: 1. 高分子纤维树脂作为研磨丝基材,直径0.5~2mm ,粗细不等的金钢砂作为研磨材料 2. 根据表面不同的材质硬度选用不同的金钢砂 3. 既有一定的柔韧性又有很好强度,可以打磨雕花件缝隙 4. 使用寿命在1 年左右 5.金刚砂被包裹在高分纤维内,金刚砂在使用过程中只有局部与板面接触;不会把工件棱角打磨成圆角,不易透砂 6. 机器砂光效率: ≥85%
04 门扇异型表面喷射式砂光技术 利用空气压力将金刚砂直接作用于工件表面,喷枪在喷射时产生扇形砂面,无死角对板面进行摩擦,可配合研磨丝一同使用,对于线型凹槽或比较窄的铣型,有较好的砂光效果,砂光效果可根据气压大小或金刚砂的粗细进行调节。具有较好的砂光均匀性和强度;由于研磨丝的耐磨性和喷射砂光机砂粒的可回收循环利用,成本大大降低,更绿色、节能、高效、环保。 05 木门门套L型线条组合加工技术与装备
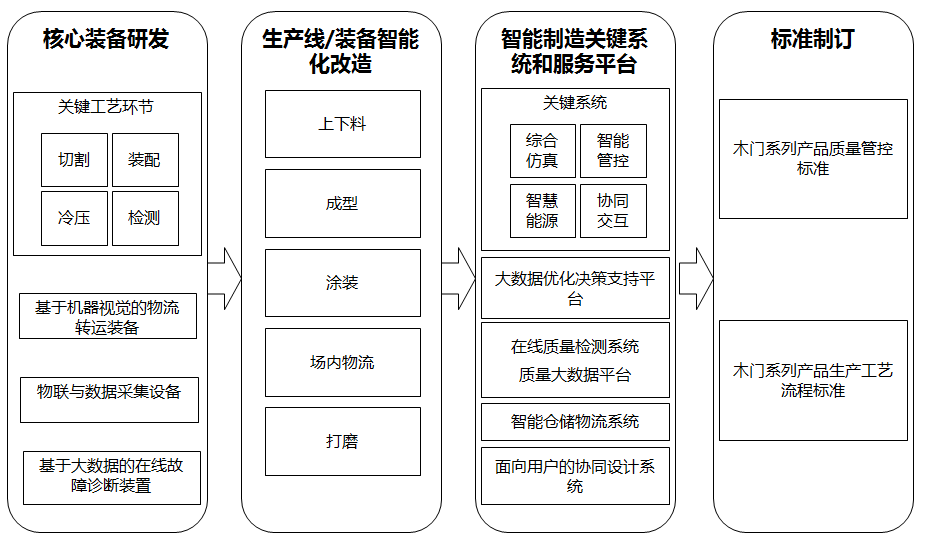
主要技术参数: 主线条厚度:12-40mm ;主线条宽度:50-100mm 侧线条宽度:18-55 mm ;侧线条厚度:3-5mm 加工速度(可调):20-24m/min 04 PART 存在的问题和发展方向 《中国制造2025 》战略任务和重点中明确指出全面推进轻工等传统制造业绿色改造升级,积极推行集约化,提高制造业资源利用效率。 推进智能制造是培育我国经济增长新动能的必由之路! 存在的问题 1. 我国木门制造企业多以中小企业为主,装备多以自动化/ 半自动化设备为主,急需进行生产线及设备智能升级改造 2. 关键短板装备研发能力不足,不同产品系列的柔性定制生产存在问题 3. 现场数据采集和数据融合困难,各设备间信息交换不畅 4. 决策过程数据分析支持和设备远程运维能力不足 5. 终端用户、建筑商、设计人员多方交互的协同设计存在问题 发展方向 智造可控, 质量可视
来源:木头君 版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。返回搜狐,查看更多 |









【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |