车铣中的G83和G87指令 |
您所在的位置:网站首页 › 数控铣床g83的使用方法 › 车铣中的G83和G87指令 |
车铣中的G83和G87指令
数控编程、车铣复合、普车加工、行业前沿、机械视频,生产工艺、加工中心、模具、数控等前沿资讯在这里等你哦 在指定工件的外圆或端面钻出指定深度的孔,为后续攻丝做准备。 使用条件: 若执行非中心钻孔,需满足以下条件: 配备轴向伺服主轴,否则钻头无法转动。 夹工件主轴须为伺服驱动或者具有脉冲位置控制的变频器,否则夹工件主轴无法准确定位,导致加工孔偏移。 若使用轴向伺服主轴钻孔,夹工件主轴须配备刹车装置(刹车盘),否则钻孔过程中工件主轴位置发生偏移,导致加工孔偏或断刀。 指令格式 G83 [C/H_] Z/W_ [X/U_] [R_] [Q_] [P_] [F_] [K_] [M_] G87 [C/H_] X/U_ [Z/W_] [R_] [Q_] [P_] [F_] [K_] [M_] 描述 C/H:C 轴定位点坐标,缺省值为当前位置。 Z(W):G83-孔底 Z 轴坐标;G87-起始点平面 Z 轴坐标。缺省值为当前点坐标。 模态地址字,G80 指令重 G83-孔底 Z 轴坐标为未指定状态。 X(U):G83-起始点平面 X 轴坐标;G87-孔底 X 轴坐标。缺省值为当前点坐标。 模态地址字,G80 指令重置 G87-孔底 X 轴坐标为未指定状态。 R:初始点到 R 平面的增量值。小于等于孔长度,缺省值为 0。 模态地址字,G80 指令重置为缺省值。 Q:每次进给深度。必须为正数, 缺省值为 R 点到孔底长度。 模态地址字,G80 指令重置为缺省值。 P:孔底暂停时间(ms)。必须为 0 或正数,缺省值为 10。 模态地址字,G80 指令重置为缺省值。 F:进给速率。大于等于 0.001,缺省值为当前系统进给速率。 K:重复次数。大于等于 0,缺省值为 0。 M:C 轴抱紧的 M 代码, M + 1 为 C 轴松开的 M 代码,必须为正整数。省略时 C 轴不抱紧。 刀轨说明 钻孔流程示意图: 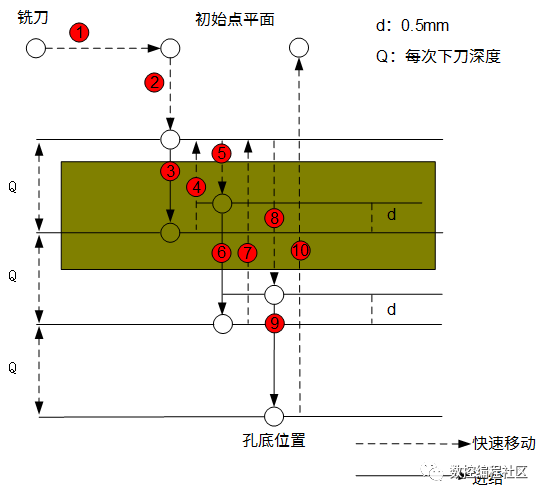 1、加工开始时刀具以 G00 快速移动到初始点平面位置。 2、以 G00 快速下降至所设定的 R 点。 3、以 G01 钻孔下降 1 个切削量 Q 的深度后,以 G00 快速移动至所设定的 R 点。 4、以 G00 快速移动至钻孔深度 Q 上方 0.5mm 处,以 G01 钻孔下降到 2 个切削量 2Q 的深度后,以 G00 快速移动至所设定的 R 点。 5、以 G00 快速移动至钻孔深度 2Q 上方 0.5mm 处,以 G01 钻孔下降到 3 个切削量 3Q 的深度,以 G00 快速移动至所设定的 R 点。 6、重复上述的攻丝动作直到到达孔底 Z 位置。 7、以 G00 快速移动至初始点平面。 执行完钻孔指令后,主轴位置控制模式恢复成钻孔前模式。执行钻孔时,旋转的主轴由最近一个启动主轴正反转的 M 代码指定(如 M3、M4、M203、M204 等)。旋转主轴转速由刀路中相应主轴的转速指定(如 S、S2、S3 等),缺省值为 1000。G83 指定 X/C,先执行 X/C 轴定位,再开始执行钻孔。G87 指定 Z/C,先执行 Z/C 轴定位,再开始执行钻孔。G83/G87 为模态指令,需使用 G80 指令取消钻孔固定循环,否则后续刀路 X/Z 将会以 G83/G87 指令规则执行。R 平面和孔底平面一致时,重复次数 K 大于 0 无效,只执行一次到 R 平面和返回的定位动作。范例 G97 S500 M03 //主轴正转为 500 rpm,转数恒定 G00 X50.0 //快速定位至 X50 G98 G83 Z-40.0 C0.0 R-5.0 P10.0 Q500 F600 M31 // 孔底位置为 Z-40,初始点到 R 点平面距离 5mm,孔底暂停时间为 10ms,每次进给深度为 500,进给速率为 600mm/min,C 轴 0 度钻第一孔 C90.0 M31 // C 轴 90 度钻第二孔,G83/G87 打孔为模态指令 C180.0 M31 // C 轴 180 度钻第三孔 G80 // 取消循环 M30 // 结束程序 |
【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |