技术贴|库卡机器人标定板补偿方式的选择和设定――库卡机器人新闻中心KUKA工业机器人品牌经销商 |
您所在的位置:网站首页 › 库卡机器人焊枪 › 技术贴|库卡机器人标定板补偿方式的选择和设定――库卡机器人新闻中心KUKA工业机器人品牌经销商 |
技术贴|库卡机器人标定板补偿方式的选择和设定――库卡机器人新闻中心KUKA工业机器人品牌经销商
|
电极补偿设置是点焊机器人应用中的一项重要设置。电极磨损的补偿对机器人的焊接质量有非常重要的影响。今天,我将向我的朋友介绍Kuka机器人校准板补偿设置的方法和程序。
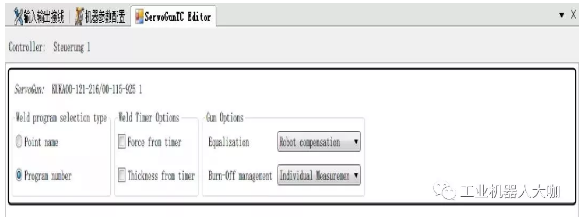
01、补偿方式选择 进入workvisual——激活项目——点击外部轴设备,进入编辑器—option packages—ServoGunTC Editer选项——选择Gun Options中的Burn-off management,有两个选项(百分比Relation in %和标定板Individual Measurement),选择标定板如图所示:
02、第1个电极补偿基准设定 第1电极补偿基准设置是为将来的磨损设置一个补偿基准,如换帽和磨削。
原理是:首先得到总磨损量,然后通过测量运动电极的磨损量来计算静止电机的磨损量。
教学必须设置两个补偿参考点:
第1点:
总磨损量将在这一点上测量。
条件如下:显示一个正常的移动点,放置在距离第二点不超过100mm的位置。
第二点:
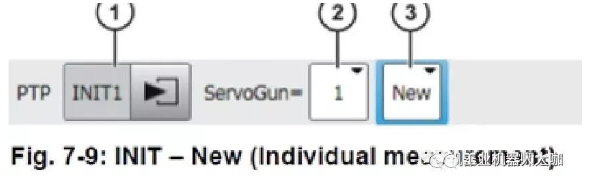
在这一点上,出线电极磨损是测量,并显示联机形式INIT新。如图所示:
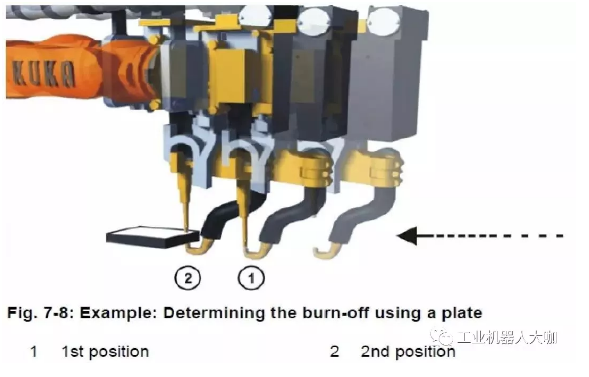
条件如下:磨床上安装校准板;校准板必须能承受500N的压力;在教学过程中,静电极和静电极应接触校准板,而不是按下校准板。
两点示教如下图所示:
前提条件: 1、当前选择的焊***做过压力标定及压力测试合格。 2、外部焊***以压紧的新帽来校零。 3、设定配置—ServoGun Torque Control—Configuration: First Init force(初始化压力一般为2.5KN), TCP orientation(补偿方向)。 4、标定板必须能承受至少500N的压力。 5、设定配置—ServoGun Torque Control—Gun Parameters:Software limit(mm)软限位=Max,fkexion (mm,蕞大形变量,压力标定得出的值)+Tip wear(burn off,蕞大磨损量)+reserve(approx,预留3mm) 示教步骤: 1、移动焊***到第1点。 2、示教一个普通的PTP、LIN或CIRC点。 3、移动至第二点,动静电极要接触但不压标定板。 4、选择选项顺序如下Commands > ServoTech > INIT. 5、在这inline form中,编辑point data、选择抢号和NEW。 6、Touch Up来记录第1个电极的补偿基准。 注意事项: 1、两点的Collision detection必须为FALSE并且BASE要一致。 2、第二点切记先Touch Up再Cmd OK,否则会发生碰撞。 3、第1点可以打开或关闭,距第二点至多100mm。 4、运行这两点时必须以手动T2模式。
运行补偿基准点时以下会按顺序发生: 1、焊***移动至第1点。 2、焊***会以恒速加压直到达到初始化压力,使两个电极帽压紧。 3、焊***打开。 4、焊***再以初始化压力加压两次。 5、总的磨损量保存在EG_WEAR[ ](总的磨损量)变量中。 6、焊***移动至第二点。 7、动电极以初始化压力加压标定板。 8、此时变量 EG_WEAR[ ](总的磨损量) 、EG_WEAR_FLEX[ ](动电极磨损量)和EG_WEAR_FIX[ ](静电极磨损量)都接近于0且>0。使变量EG_WORN=FALSE(新电极帽请求变量)和New electrodes=FALSE (新电极帽请求输出口,即O[65]:PLC_O_END_ELECTRODE1。
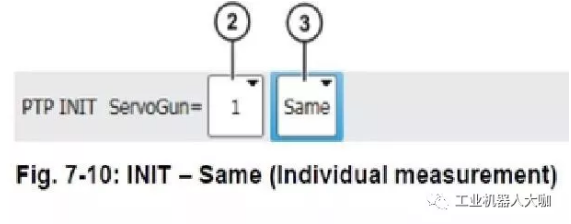
03、测量磨损电极补偿量设定 测量磨损电极补偿设置:根据基准测量换帽和修磨引起的磨损量,使电极补偿相应的磨损量。 其原理是:磨损量是参照第1电极补偿基准来测量的,因此第二点与第1电极补偿基准设定的第二点相同。 前提条件: 1、当前选择的焊***做过压力标定及压力测试合格。 2、第1个电极补偿基准设定已执行,基准已确定。 示教步骤: 同第1个电极补偿基准设定相同,只是inline form中选择SAME。如图所示: 运行补偿基准点时以下会按顺序发生: 1、焊***移动至第1点。 2、焊***以初始化压力加压两次。 5、总的磨损量保存在EG_WEAR[ ] 变量中。 6、焊***移动至第二点。 7、动电极以初始化压力加压标定板。 8、此时变量EG_WEAR_FLEX[ ] and EG_WEAR_FIX[ ]都>0且和实际磨损值相同。
04、程序框架 offset_cal(补偿基准程序) 为未来的磨损设定一个补偿基准,如换帽、磨帽等,并保存在KUKU robot中。补偿参考点必须用第1个新的电极帽来教,位置不能随意改变,程序不能运行,否则补偿参考点会改变,导致所有焊点移位。 INI ;CHECK_TOOL (1) ;ROBOT IN offset_calPOSITION 1 PTP CONT Vel=100 % H Tool[1]:TOOL1 Base[0] ;First initialization——示教补偿基准点 PTP P1 CONT Vel=100 % PDAT1 Tool[1]:TOOL1 Base[0]——第1点,测出总的磨损量 PTP INIT1 ServoGun=1 New——第二点,设定补偿基准 PTP……to HOME END
Tipchange1(换帽程序) 参考补偿基准,来测量换帽带来的磨损量,使电极补偿相应的磨损量。必须更换对应的新电极帽。 INI ;CHECK_TOOL (1) ;ROBOT IN CHANGEPOSITION 1 PTP in_change_pos CONT Vel=100 % H Tool[1]:TOOL1 Base[0] O_CHANGE_POS=TRUE ;WAIT RELEASE TO GO HOME WAIT FOR I_RETHP == TRUE ; After tipchange1 Pos ; Cyclical initialization PTP P1 CONT Vel=100 % PDAT1 Tool[1]:TOOL1 Base[0] PTP INIT1 ServoGun=1 Same——和第1个电极补偿基准设定的第二点是同一点 eg_worn[1]=false——新电极帽请求变量复位 O_CHANGE_POS=FALSE WAIT FOR NOT I_WATERFLOW PTP……to HOME END
Tipcalibrate1(标定程序) INI ;CHECK_TOOL (1) O_Calipos=TRUE ;ROBOT IN Calipos 1 ;Cyclical initialization PTP P1 CONT Vel=100 % PDAT1 Tool[1]:TOOL1 Base[0] PTP INIT ServoGun=1 Same ——和第1个电极补偿基准设定的第二点是同一点 O_Calipos=FALSE WAIT FOR NOT I_WATERFLOW PTP ……to HOME END
Tipdress1(修磨程序) 参考补偿基准,来测量修磨带来的磨损量,使电极补偿相应的磨损量。 INI ; To tipdresser ; Before tipdress_ position PRE-Tipdress: Comm with firmware O_TIPDP1=TRUE wait sec 0.5 ; In Tipdress_ positie 1 ;CLOSEGUN AND OPENGUN AND DRESS FOR 2 SEC PTP SG0000003 Vel=100 % PDAT10 TipDress ProgNr=15 ServoGun=1 Part=6 mm Force=1.5 kN ApproxDist=5 mm SpotOffset=0 mm Tool[1]:TOOL1 Base[0] ; After Tipdress Pos ;Cyclical initialization PTP P1 CONT Vel=100 % PDAT1 Tool[1]:TOOL1 Base[0] PTP INIT ServoGun=1 Same ——和第1个电极补偿基准设定的第二点是同一点 After Tipdress: Comm with firmware wait sec 0.5 O_TIPDP1=FALSE WAIT FOR NOT I_WATERFLOW PTP……to HOME END
05、测量误差解决方案
在测量磨损补偿值时,发现存在测量误差,现有以下解决方案,如下所示: 一、测量第1个电极补偿基准设定时,变量 EG_WEAR[ ](总的磨损量) 不接近于0。 解决方案:先验证新帽校零是否正确、标定板是否能承受至少500N的压力和补偿基准点示教是否正确;再检查First Init force(初始化压力)、 TCP orientation(补偿方向)的值是否正确;然后验证Software limit(mm)软限位是否=Max,fkexion (mm,蕞大形变量)+Tip wear(burn off,蕞大磨损量)+reserve(approx,预留3mm)。若此时仍有误差,则可能是Max,fkexion (压力标定得出的值)的问题,需要用压力标定仪验证压力标定值是否正确。在各方面设置都正确的情况下,问题即可解决,否则肯定是其中一个环节有问题。
二、两极补偿负值、标定结果两极补偿一正一负、修磨补偿值往负方向增长。 解决方案:在第1个补偿基准设定合格的基础上,确保测量基准点和第1个电极补偿基准设定的基准点是同一点,然后验证Software limit(mm)软限位是否=Max,fkexion (mm,蕞大形变量)+Tip wear(burn off,蕞大磨损量)+reserve(approx,预留3mm)。若此时仍有误差,则可能是Max,fkexion (压力标定得出的值)的问题,需要用压力标定仪验证压力标定值是否正确。在各方面设置都正确的情况下,问题即可解决,否则肯定是其中一个环节有问题。
三、修磨补偿值两极差距过大。 这通常是由于设置第1电极补偿基准时补偿基值过大造成的。当PTP INIT1 ServoGun=1 New配合第1电极补偿基准运行时,磨损补偿值均匀分布在静电极和静电极上。然后运行PTP INIT1 ServoGun=1相同,则EG_WEAR_FLEX[](动态电极磨损)=0,所有的磨损值将累加到静态电极。如果设置第1电极补偿基准,而补偿基准过大,则在电极磨损后补偿值两极之间的间隙过大。
此外,在各方面设置是否正确合理的情况下出现错误,可能是服务器包底层的程序有问题。您可以找到EG_lib_tc。点焊包ServoGun_TC在TP上的src文件,并将其导入到相应的机器人程序中,而不是EG_lib_tc。src(要备份原始文件),以验证问题是否可以解决。 以上内容转载于网络 更多:库卡机器人 |
【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |