《电焊机》好文推荐|基于单面焊双面成形的大型拼板焊接专机设计 |
您所在的位置:网站首页 › 大型焊网机 › 《电焊机》好文推荐|基于单面焊双面成形的大型拼板焊接专机设计 |
《电焊机》好文推荐|基于单面焊双面成形的大型拼板焊接专机设计
|
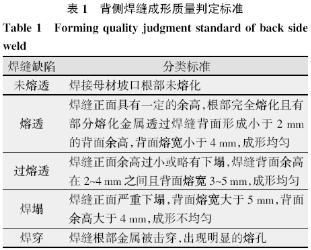
本文参考文献引用格式:孟令涛.基于单面焊双面成形的大型拼板焊接专机设计[J].电焊机,2020,50(2):49-52. 摘要:针对大型钢板在焊接过程中具有耗时长、背面焊接变位困难、焊缝质量难以控制等问题,设计了一台大型拼板专用焊接专机,并介绍了其设计思路、主要组成和关键技术参数等。通过优化现有的拼板焊接工艺流程和控制背面焊道成形,可实现良好的单面焊双面成形。通过现场焊接试验和企业应用,验证了该焊接专机的设计能够满足大型拼板焊接需求,提高焊接效率和焊缝质量。 0 PART 前 言 大型整体钢板具有性能优异、便于装配等优点,被广泛应用于飞机、轮船、火车、集装箱和其他大型设备的壳体及蒙皮等位置[1-3]。随着需求量的增加以及大型整体钢板整体加工困难等制造难点,其制造目前通常采用将多块普通异型钢板对接拼焊组成的方法[4]。 近年来,国内科研院所大量引入焊接机器人以保障和提高焊接质量[5-8],投入资金大、操作培训难度高、配合设备复杂等,给企业带来较大的负担。特别是在集装箱、铁路车辆产品结构相对固定且成批次的制造行业,焊接机器人仍需配合变位装置进行施焊作业[9]。 由于对接钢板体积大、焊缝长,机械手或工人在大批量、连续焊接过程中工作量大、效率低,且无法保证焊接质量,经常出现因焊缝某处质量不合格而导致整体钢板产品报废或花大量时间返修的情况。但目前许多大型钢板产品都是依靠焊接进行连接,因此产品的整体质量直接取决于焊缝质量,如何优化焊缝成为大型整体钢板生产的关键。 保证背侧焊缝质量的难点在于,熔池冷却时应正好处于熔透判定标准范围内,如表1所示。当焊接熔池温度过低时,冷却的熔融金属未能流至焊缝背面,致使焊缝背面无熔融金属连接,进而产生未熔透缺陷。反之,当焊接熔池温度过高时,冷却的熔融金属会全部淤集至焊缝背面,致使焊缝顶部连接处塌陷或焊缝底部产生焊瘤,进而破坏焊缝连接强度,产生过熔透缺陷。
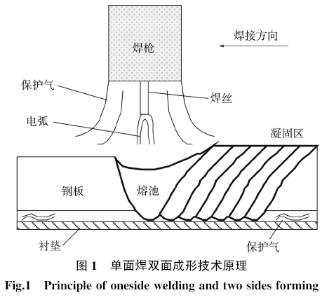
针对上述问题,本文设计了一种基于单面焊双面成形的大型钢板焊接专机,如图1所示。该专机可一次性完成定位、预留焊缝、夹紧等操作,提高焊接工作效率,降低成本,更利于实现自动化[10]。
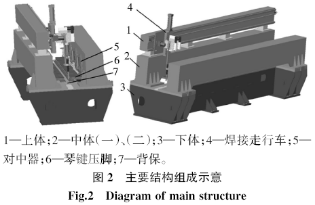
0 1 PART 单面焊双面成形焊接专机总体结构 单面焊双面成形焊接专机采用型钢板材焊接而成。专机主要由上体组成、中体组成、下体组成、焊接走行车、对中器、琴键压脚、背保7部分组成,其中对中器、琴键压脚、背保分布在各体中,如图2所示。
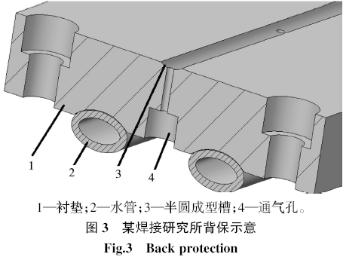
1.1 下体组成 下体由型钢板材组焊而成,在下体平台面的中间镶嵌有紫铜条垫,用于散热和通背部保护气体,紫铜条垫中间加工一沟槽,控制背面焊道成形,并形成区域气体保护(简称“背保”)。 1.2 中体组成 中体由型钢板材组焊而成与下体组成用螺栓连接,其内安装有琴键式压脚用于压紧焊板,另一侧的中体组成(二)安装有3组对中器。 1.3 上体组成 上体组成由方型钢管和钢板组焊而成,上体安装直线导轨,焊接小车通过直线导轨及伺服电机驱动,沿水平方向(纵向)在梁上移动。上体与中体组成通过螺栓连接。 1.4 焊接走行车 焊接走行车由钢板加工成型,走行车上装载有垂向直线导轨,升降构架由风缸驱动,沿垂向直线导轨快速升降。升降构架上安装有微调电动滑块,微调焊枪横向和垂向与焊缝距离。在微调电动滑块上装有摆动器,设定焊枪摆动焊接。 0 2 PART 焊接专机关键结构设计 2.1 背保 单面焊双面成形核心技术在于背部气体保护和焊道成形控制及快速散热。背保一直是双面成形研究的优化方向。目前,双面焊机背垫普遍采用半圆成型槽和伏贴钢管通水冷却,以控制背面焊道成形。它有两个缺点:一是焊接时背面无保护气体,二是钢管压扁伏贴在背垫下热交换率低,散热能力差。国内某焊接研究所提出了双面焊机采用半圆成型槽内钻孔通保护气的方式,解决了焊道背面无保护气体的缺点,但同时也带来铁水涌入通气孔的问题。当溶滴下垂较大时焊道背面易出现焊瘤,严重时会粘连到孔内。某焊接研究所背保示意如图3 所示。
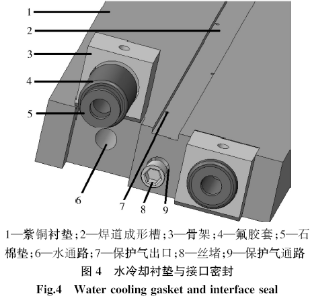
本设计采用导热性良好的纯铜(紫铜)制成衬垫,在铜衬垫中对称加工两路通孔过循环水,由于水直接在铜衬垫内流动使得热交换率最大,可快速降低焊接热量达到焊缝冷却成形和连续焊接。在衬垫中间加工有方型沟槽,沟槽内两侧均布钻有小孔通保护气体。沟槽深度控制背面焊道余高,边孔通气避开下垂溶滴托扶区域。由于紫铜平面加工极易扭曲,深孔加工也困难,导致冷却衬垫无法制成长单根,需分段组合。本装置采用骨架(骨架上有螺纹孔利于拔出)内含耐高温氟胶密封体,密封体两端有薄石棉隔热垫,分别插入分段接口处密封。有效解决了接口处于焊接高温下密封件烫毁;水冷深孔加工不同心;可快速检查和更换易耗密封体。水冷却衬垫与接口密封如图4 所示。
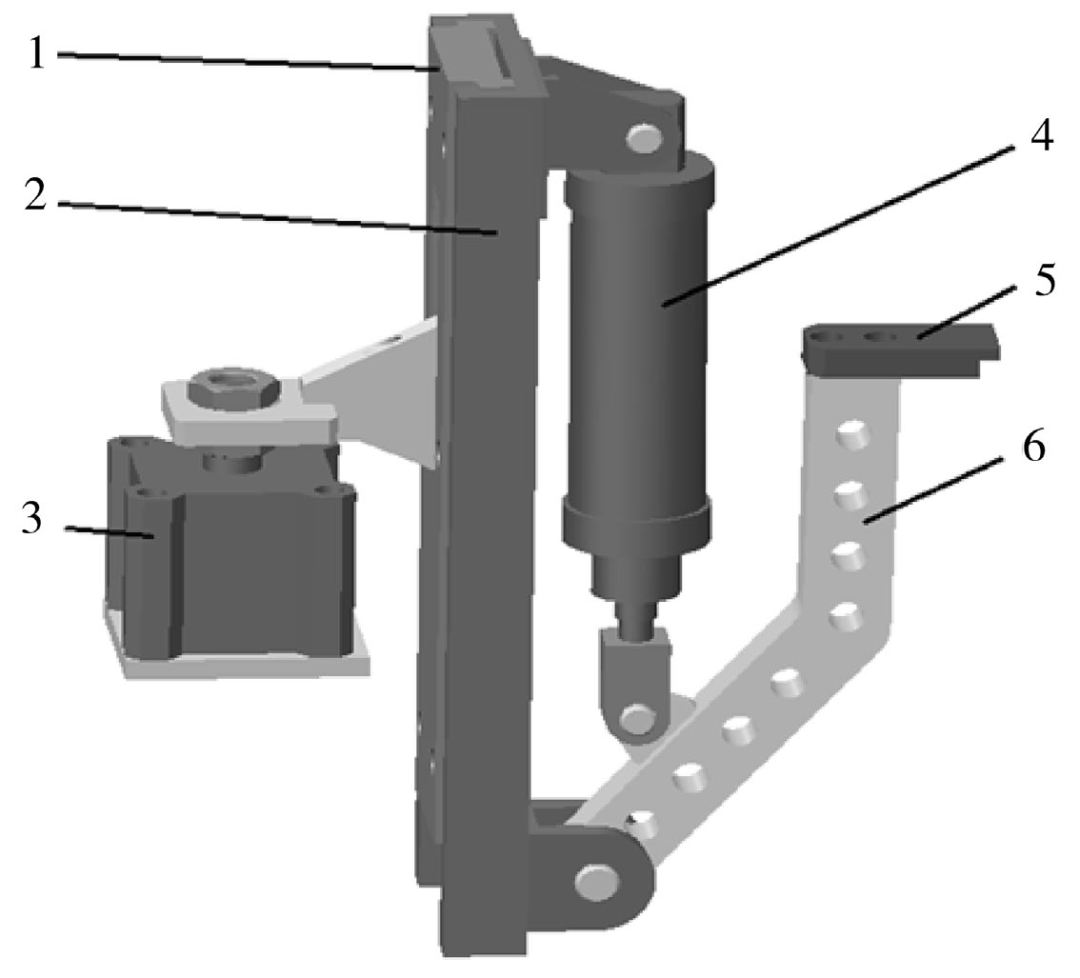
2.2 对中器 对中与焊缝预留间隙机构是拼板焊接专机自动化的体现,准确、快速、可靠完成这一动作[13]对于专机焊接质量和效率及稳定性有着重要意义。由于焊板对中时会将专机上下部空间分隔开,因此对中器机构布置困难。某厂家采用在专机下体布置升降和旋转风动机构带动对中顶头,将一侧焊板边顶住定位。焊缝预留间隙机构则采取直线导轨上移动小车安装风缸,风缸活塞杆升降带动间隙钢板片插入焊缝,预留出间隙量。该方式的缺点:一是当间隙尺寸不同时,下面定位顶头与插缝钢板片之间要有位置调整;二是钢板片受到另一侧焊板组对撞击,长期撞击会导致直线导轨和焊接车受损。 本案设计机构采用升降风缸底座与中体腹板焊接,滑板固定座与中体腹板螺栓连接,两个风缸安装在中体腹板两侧,分别控制滑板升降和转臂旋转。在转臂端部,螺栓连接可换对缝顶头,控制预留焊缝。当两侧拼接焊板靠紧对缝顶头后,升降滑板带动转臂垂直向上拔出对缝顶头,转臂风缸带动转臂翻转回位。对中器结构如图5 所示。
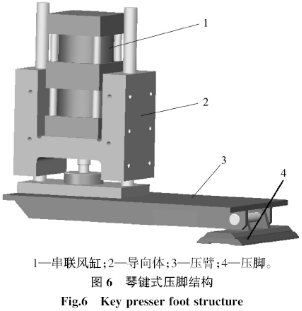
2.3 琴键式压脚 目前施压方式有气囊和气缸两种。由于气囊行程短,烫伤易损坏,多在小型专机上采用;气缸施压应用较广的有横推转臂式,即在L型转臂直角处铰轴连接,风缸横推L转臂上端转臂转动,L转臂下端压紧焊板。其缺点是:在压紧过程中压脚有滑移趋势,焊板易串动或划伤,且压脚升降距离小,不适合波纹板拼接焊。 本设计采用在中体内固定多组琴键式压脚,脚底为黄铜材料。每组琴键式压脚有两个标准串联双向风缸(双倍输出力),通过导向体导向,风缸驱动压臂垂向升降,压臂通过轴销与压脚连接,对焊板施加压紧力。琴键式压紧方法可对焊板各处均匀施压,避免钢板焊接时产生波浪弯。压臂垂向升降避免与焊板滑移,且压脚抬高距离大。压臂与压脚轴销连接可使压脚对焊板获得面接触,而脚底黄铜材料易于导热和防止飞溅粘接。琴键式压脚结构如图6所示。
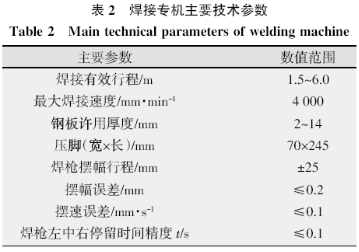
2.4 焊接控制系统 焊接控制系统采用PLC控制电气元件、气动元件、行程开关、储存单元等,配备有示教编程功能的触摸屏式人机交互界面、数字化程序控制,可预置记忆8组以上参数。电动十字型微调节控制摇杆(上、下、左、右4个方向)在自动焊接过程中可以对焊枪进行实时点动微调,微调速度可自行设定,有效行程x=±50 mm,y=±50 mm,保证了焊道外观成形。控制系统分为手动和自动控制,可根据需要进行切换,专机技术主要参数如表2所示。
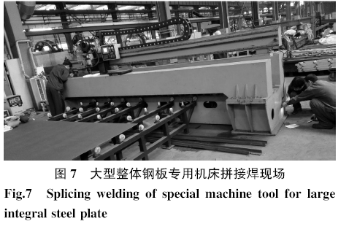
0 3 PART 大型拼板焊接试验过程 将两块焊板依次通过滚道输送至专机两侧,两侧焊板分别向对中器传动,两侧焊接边被对中器阻挡,对齐并停止,同时预留出焊缝间隙。两侧琴键式压脚分别下落压紧焊板,对中器提升脱离压紧焊板缝隙后翻转回位。焊枪通过垂向快速升降机构下落,焊接小车纵向匀速移动焊接,同时微调电动滑块实时跟踪焊缝,焊枪端安装有摆动器控制焊枪摆幅。完成拼接后的焊枪,通过垂向快速升降机构上升复原,焊接小车回移到焊接原点,准备下一次焊接。现场焊接过程如图7 所示。
0 4 PART 结 论 大型拼板焊接专机通过结合单面焊双面成形技术,重新设计背保装置、对中器、琴键式压紧夹具、耐高温密封接头等关键部件。实际焊接测试效果符合DL/T 868-2014《焊接工艺评定规程》要求[14]。在澳大利亚GWA和BMA公司、阿根廷粮食漏斗铁路车辆的侧墙板,以及各种集装箱侧墙板生产中的应用均取得了良好效果,其成本低、质量好、效率高,超过了昂贵复杂的机器人焊接,具有较好的推广价值。 参考文献 [1] 吴雄斌,鄢志勇,冯涛,等. 大型水轮机蜗壳用780 MPa级高强钢焊接工艺研究[J]. 水电与抽水蓄能,2019,5(1):26-30. [2] 茅洪菊,周晓翔,曹恒泰. 针对两工件焊接的变位机结构设计与分析[J]. 电焊机,2018,48(12):28-33. [3] 谢小宝,林健力. 焊接机器人应用现状与研究发展趋势[J]. 海峡科技与产业,2018(6):86-88. [4] 董利颖. 飞机用板材抗烧穿特性及试验方法研究[D]. 辽宁:沈阳航空航天大学,2018. [5] 贾华东,金伟红,杨超,等. MAG单面焊双面成型自动化焊接[J]. 一重技术,2017(3):68-71. [6] 霍厚志,张号,杜启恒,等. 我国焊接机器人应用现状与技术发展趋势[J]. 焊管,2017,40(2):36-42. [7] 程丙贵,刘东升. 大型集装箱船用EH47止裂钢板的研制[A]. 中国金属学会低合金钢分会第三届学术年会论文集[C]. 中国金属学会,2016:12. [8] 吕金波,孟宪飞,李连成. 工程机械焊接技术发展趋势[J]. 金属加工(热加工),2013(20):27-29. [9] 闫德俊,刘雪松,周广涛,等. 大型底板结构焊接顺序控制变形数值分析[J]. 焊接学报,2009,30(6):55-58,115-116. [10] 王娟霞,李建华,李卫华,等. 单面焊双面成形操作技术[J]. 金属加工(热加工),2008(22):75-76. [11] 曾元松,黄遐. 大型整体壁板成形技术[J].航空学报,2008(3):721-727. [12] 朱学忠. 板对接单面焊双面成形操作技术的探讨[J]. 焊接技术,2008(2):66-69. [13] 陈立德. 工装设计[M]. 上海:上海交通大学出版社,1999. [14] DL/T 868-2014 焊接工艺评定规程[S]. 北京:中国电力出版社,2014:7-9. 本文编辑:唐凰 来源:《电焊机》杂志2020年第2期 作者:孟令涛 ❤ ❤ ❤ |
【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |