《液体食品包装用塑料复合膜、袋》国家标准 |
您所在的位置:网站首页 › 复合膜指标 › 《液体食品包装用塑料复合膜、袋》国家标准 |
《液体食品包装用塑料复合膜、袋》国家标准
|
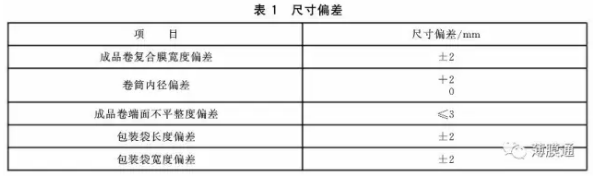
GB/T 1038-2000 塑料薄膜和薄片气体透过性试验方法 压差法 GB/T 2828.1 计数抽样检验程序 第1部分:按接受质量限(AQL)检索的逐批检验抽样计划 GB/T 4789.2 食品卫生微生物学检验 菌落总数测定 GB/T 5009.60 食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法 GB/T 6673 塑料薄膜和薄片长度和宽度的测定 GB/T 8808-1988 软质复合塑料材料剥离试验方法 GB 9683 复合食品包装袋卫生标准 GB 9687 食品包装用聚乙烯成型品卫生标准 GB/T 13022-1991 塑料薄膜拉伸性能试验方法 3 术语和定义 下来术语和定义适用于本标准。 3.1 液体食品 liquid food 可以在管道中流动的食品,例如:液体、带颗粒液体、酱体等。 3.2 无菌包装 aseptic packaging 将经过灭菌的食品(饮料、奶制品等),在无菌环境中包装,封闭在经过灭菌的容器中,使其在不加防腐剂和常温条件下能够进行运输和贮存。 3.3 搭接 lap sealing 材料外表面与和食品接触的材料内表面相互封合连接。 3.4 对接 face to face touch sealing 与食品接触的材料内表面之间相互封合连接。 4 分类 4.1 按用途和材料结构 分为:普通包装用塑料复合膜,简称为SS膜;无菌包装用塑料复合膜,简称为WSS膜;无菌包装用塑料与纸和铝箔(或其他阻透材料)复合膜,简称为WSLZ膜,共三种。 4.2 按产品形式 分为:卷筒和包装袋两种形式。 5 要求 5.1 外观质量 5.1.1 无污染、无尘埃。 5.1.2 印刷图案清晰完整,无明显变形和色差,无残缺和错印。 5.1.3 复合膜表面平整、无皱褶、无孔洞、无裂纹、无分层和无缺损。 5.1.4 复合包装袋封合处基本平直、无气泡。 5.1.5 卷筒管芯内表面应平整、光滑;成品卷的松紧程度均匀,端面整齐、无毛边。 5.2 尺寸偏差 5.2.1 尺寸偏差见表1.
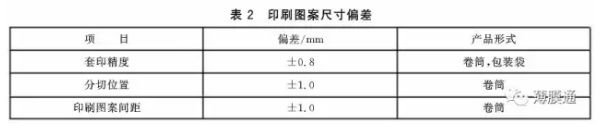
5.2.2 印刷图案的尺寸偏差见表2.
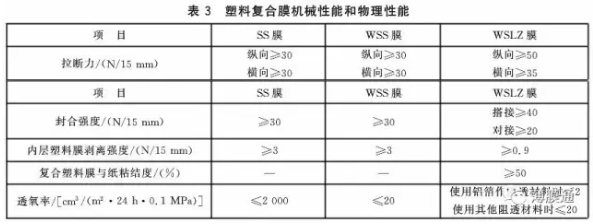
5.3 接头数量、要求和标记 卷筒材料的每卷总长度小于等于600m时,接头数量小于等于3个;每卷总长度大于600m时,接头数量小于等于5个;相邻两接头之间的距离大于25m,接头与两端的距离大于25m;接头处的印刷图案应对正和连接牢固,在使用过程中不应断开,接头处应标有明显标记。 5.4 机械性能和物理性能 塑料复合膜的机械性能和物理性能见表3.
5.5 卫生指标 5.5.1 SS膜和WSS膜的卫生指标应符合GB 9683中规定。 5.5.2 WSLZ膜的卫生指标应符合GB 9687中规定。 5.5.3 表4给出了塑料复合膜与食品接触表面的微生物指标。
5.6 耐压性能 5.6.1 以卷筒形式和包装袋形式供应产品的试验用封合包装袋数量,应由供货方按规定提供,内容物为水,其尺寸由用户方规定。 5.6.2 表5给出了包装袋的耐压性能。
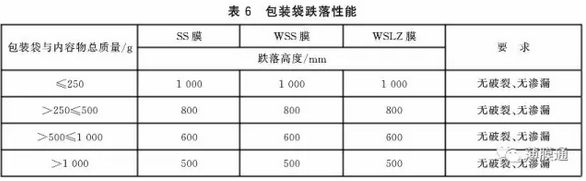
5.7 跌落性能 5.7.1 以卷筒形式和包装袋形式供应产品的试验用封合包装袋数量,应由供货方按规定提供,内容物为水,其尺寸由用户方规定。 5.7.2 表6给出了包装袋跌落性能。
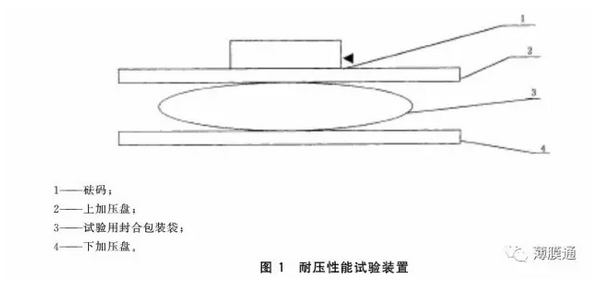
6 试验方法 6.1 外观质量 按5.1在自然光下用目测方法进行。 6.2 供应材料尺寸偏差 6.2.1 卷筒内径偏差、复合膜卷筒端面不平整度偏差 按GB/T 6673进行。 6.3 印刷图案尺寸偏差 6.3.1 套印精度 用10倍刻度放大镜进行。 6.3.2 分切位置、印刷图案间距 用分辨率为0.02mm的游标卡尺进行。 6.4 拉断力、拉伸强度 按GB/T 13022-1991试样为Ⅲ型、试验速度为100mm/min±10mm/min进行。 6.5 封合强度 试验用封合包装袋数量,应由供货方按规定提供,按附录A进行。 6.6 内层塑料膜剥离强度 按GB/T 8808-1988进行。 6.7 复合塑料膜与纸粘结度 按附录B进行。 6.8 透氧率 按GB/T 1038-2000进行。 6.9 塑料复合膜的卫生指标 按GB/T 5009.60进行。 6.10 塑料复合膜与食品接触表面微生物指标 按GB/T 4789.2及卫生检疫部门规定进行。 6.11 耐压性能 6.11.1 图1所示为耐压性能试验装置。
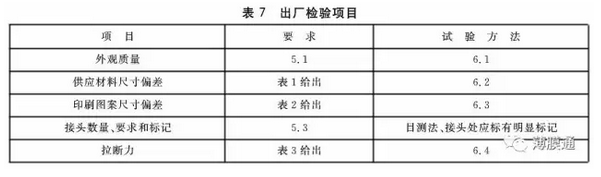
6.11.2 试验用封合包装袋数量大于等于5个。 6.11.3 耐压时间大于等于1min,试验用封合包装袋不应渗漏和破裂。 6.12 跌落性能 6.12.1 试验面应为坚硬、光滑的水平面(如:压光水泥地面或水磨石地面等),不应有尖锐物体。 6.12.2 试验用封合包装袋数量大于5个。 6.12.3 试验用封合包装袋不应渗漏和破裂。 7 检验规则 7.1 检验形式 7.1.1 分为:出厂检验、型式检验。 7.1.2 在下列之一情况下,应进行形式检验: a) 首批生产 b) 质量监督机构提出质量检查要求; c) 供需双方发生质量纠纷; d) 原材料、工艺或结构明显改变; e) 停产6个月以上,重新生产时; f) 连续每生产一年时。 7.2 出厂检验和型式检验的内容。 7.2.1 表7给出了出厂检验的项目。
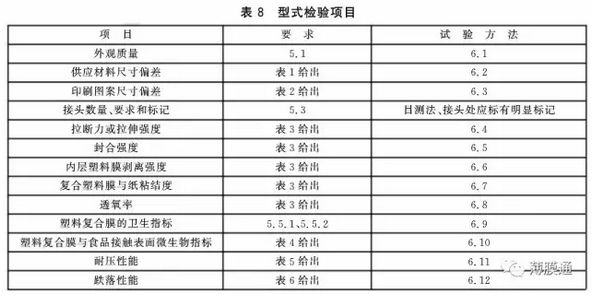
7.2.2 表8给出了型式检验项目
7.3 检验的组批 同一品种、同一规格为一批。以包装袋形式交货的,每批数量不超过1 000 000个。以卷筒形式交货的,每批数量不超过50 000m。 7.4 抽样和质量判定 7.4.1 产品的外观质量,尺寸偏差,接头数量、要求和标记检验按GB/T 2828.1中一般检查,1L=2,二次抽样方案,AQL=0.65进行抽样和质量判断。 7.4.2 以卷筒形式交货的产品折合成袋总数抽取试样。 7.4.3 产品的卫生指标检查,每项检查内容从样本中抽取一组试样进行检查,如有1项以上指标(含1项指标)不合格时,该批产品即判定为不合格。 7.4.4 产品的机械性能、物理性能、耐压性能和跌落性能检查,每项检查内容从样本中抽取一组试样进行检查,如有1项以上指标(含1项指标)不合格时,需要加倍截取试样进行复验。 7.4.5 复验后,如所有项目指标都合格时,则判定该批产品为合格,如仍有1项以上指标(含1项指标)不合格时,则判定该批产品为不合格。 8 标志、包装、运输和贮存 8.1 标志 8.1.1 每批交付货物的外包装表面明显处,应有中、英文标志,内容为: a) 订货号; b) 收货地点和收货单位; c) 产品名称; d) 产品规格、数量; e) 产品体积、重量; f) 生产日期; g) 发货生产厂商。 如发货单位和收货单位都是国内单位,可以不用英文标注。 8.1.2 防雨、防晒、防潮、防污染、防碰撞标志按GB/T 191执行。 8.2 包装 8.2.1 以复合膜卷筒形式供应材料的包装 8.2.1.1 每卷筒均用收缩膜进行一次包装。 8.2.1.2 按8.2.1.1包装后,可用纸箱或托盘进行二次包装,每批包装内应附有该批《合格证明书》或标有“合格”字样的标签。 8.2.2 以包装袋形式供应材料的包装 8.2.2.1 按用户规定的数量,用纸箱进行一次包装。 8.2.2.2 按8.2.2.1进行一次包装后,可用收缩膜进行二次包装。每批包装内应附有该批《合格证书书》或标有“合格”字样的标签。 8.3 运输 8.3.1 运输中应注意防雨、防晒、防潮、防污染、防碰伤。 8.3.2 搬运中严禁碰撞,不允许从高处扔下或就地翻滚。 8.4 贮存 8.4.1 应保持清洁、阴凉、干燥,应远离热源和污染源,严禁与有害和有毒物品同一仓库混合放置。 8.4.2 从生产之日起,贮存期限不能超过一年。 附录 A (规范性附录) 封合强度的试验方法 A.1 要求 测量符合宽度要求的封合试样在断裂时的最大载荷。 A.2 测量仪器、测量器具 A.2.1 试验机:读数误差应为±1%。 A.2.2 游标卡尺:分辨率为0.02mm。 A.2.3 直尺:分辨率为1mm。 A.3 试样 A.3.1 取样 A.3.1.1 WSLZ膜 沿垂直横封合方向截取试样,作对接封合强度试验;沿垂直纵封合方向截取试样,作搭接封合强度试验,并允许将符合使用条件的保护封条同时封上。 A.3.1.2 SS膜、WSS膜 先封合成包装袋形式,然后沿与封合垂直方向截取试样作封合强度试验。 A.3.1.3 封合形式 可由生产厂商规定。 A.3.2 尺寸 影视长度为100mm±1mm、宽度为15mm±0.1mm的长方形;如不能取到展开长度为100mm±1mm的试样时,允许粘接带从两端粘接同样材料,达到试样规定尺寸。 A.3.3 数量 每次截取试样数量大于10个,试验结果为10个试样数据的平均值,取三位有效数字,单位为N/15mm。 A.4 试验步骤 A.4.1 试样应在温度23±2℃条件下作4h状态调节。 A.4.2 将景观状态调节的试样,以封合部位为中心线,展开呈180°,把试样的两端分别夹在试验机的夹具上,应使试样纵轴与上下中心线相重合,并要求松紧度适宜,以防止试样滑出脱落或断裂在夹具内。夹具间距离为50mm,试验速度为300mm/min±20mm/min,读取试样断裂时最大载荷。 A.4.3 若试样断裂在夹具内,则此试样作废,重新截取试样补做试验。 附录 B (规范性附录) 复合塑料膜与纸粘结度的试验方法 B.1 范围 本附录仅适用于以卷筒形式,由塑料与纸和铝箔(或其他阻透材料)复合而成的材料。 B.2 试验步骤 B.2.1 从试样上截取长度为1m、宽度为幅宽的二次试样,将其放置在平面上,内层PE面向上放置。 B.2.2 从二次试样的一角开始,用刀在纸和复合PE层之间剥离开,慢慢撕下一条,宽度为30mm~50mm,穿过整个幅宽。视觉检查暴露的复合层表面,判断塑料表面上粘有纸纤维的面积百分率,从对角反向重复此试验步骤。 B.2.3 继续用刀将试样正幅分成宽度为80mm的条若干,手慢慢将其从机器方向及反向剥离开,视觉检查其暴露的复合层表面,判断塑料表面上粘有纸纤维的面积百分率,以较差的结果为准。 薄膜通是一个专注于薄膜上下游产业链的技术服务平台。平台以塑料薄膜成型配方工艺技术为核心,通过内置算法,向行业上下游产业链企业和用户提供专业的自动在线配方指导,成本估算,性能对比,数据查询,市场信息,人力资源,薄膜监测和品牌推广服务。 截止2017年,薄膜通数据平台统计,拥有约1万多家薄膜相关企业,3万多从业人员,30多个行业专家和顾问,通过我们不断的技术创新,产品创新,服务创新,立志驱动薄膜行业创新发展。返回搜狐,查看更多 |


【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |