A320系列老龄飞机的常见损伤与解决方案 |
您所在的位置:网站首页 › 东方航空公司航线结构示意图 › A320系列老龄飞机的常见损伤与解决方案 |
A320系列老龄飞机的常见损伤与解决方案
|
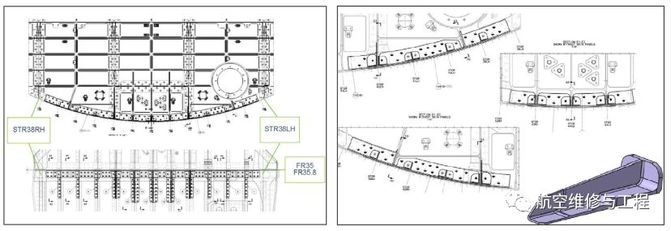
前舱底区域腐蚀情况 b. 预修理方案 针对舱底35框的不同区域,空客已经制定了3套预修理方案,使用修理角片和连接接头进行补强修理。
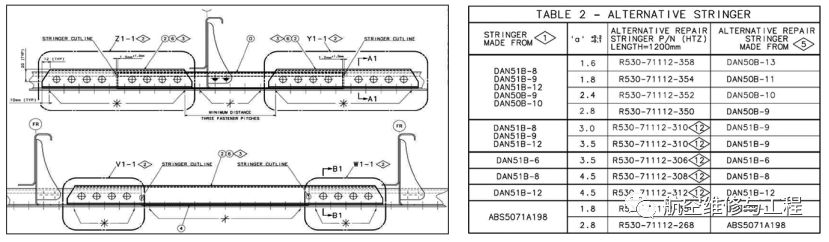
35框区域补强修理示意图 后舱底区域(47隔框到64隔框之间的长桁) a. 损伤情况 后舱底区域的腐蚀原因与前舱底区域类似,区别在于腐蚀的结构大多为长 桁及其接头。47隔框到64隔框之间的长桁材料为DAN51系列材料和其他材料,目前的主要矛盾在于A320结构修理手册中没有适用DAN51材料的修理方案。每次发生腐蚀都需要由空客单独设计修理方案。因此航空公司已多次建议空客研究通用的修理方案。
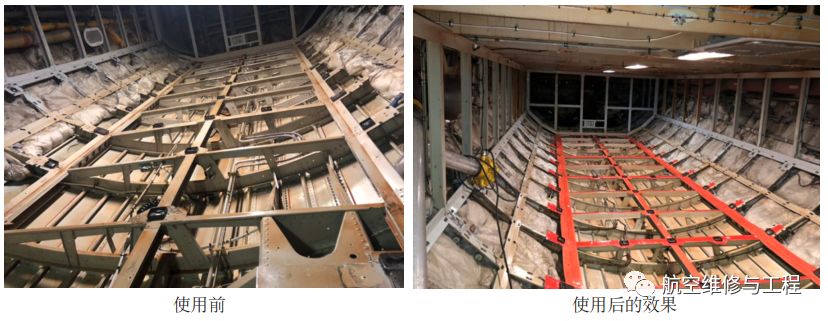
货舱底区域腐蚀情况 b. 预修理方案 空客目前提供了两种方案可供选择。 选择一:如需执行拼接修理,对于没有执行过35081号改装的飞机,可根据修理图纸R530-70180/R530-70181执行修理;对于执行过35081号改装的飞 机,可根据修理图纸R530-70620执行修理。修理图纸中包含了修理所需航材。
长桁拼接修理示意图 选择二:如腐蚀范围较大,可以执行整根长桁的更换。目前空客正在考虑 是否在北京航材库储备这一航材。由于 整根长桁长度可达9 米,无法使用空运,空客正在研究使用分段组合的方式作为 替代方案。
分段更换长桁方案示意图 腐蚀改进措施 腐蚀是金属与环境之间产生电化学反应的一种现象,由液体侵入金属表面 保护层的损坏处导致。针对引起腐蚀的因素,目前主要有三大改进方向。 a. 改进维护方案 目前维修计划文件(MPD)中的腐蚀预防与控制项目(CPCP)一般以6年为间隔。对于沿海城市或经常运输水产的飞机而言,如采用默认检查间隔, 很可能达不到防腐的要求,即将腐蚀等级控制在1级以内。因此空客建议用户可以根据自身经验设置检查间隔,并且定期翻新表面防护。 b. 引入新型密封胶带 由于液体经常由导轨和地板缝隙处渗漏至舱底,因此空客认为在这些地方 使用密封措施将可以迅速直观地改善腐蚀环境。目前已有多种可用产品。例如,Av-DEC Self Leveling Green (SLG), 该产品为绿色可流动性密封胶,能够渗透 进导轨的缝隙处,并且与空气接触一段时间后固化为凝胶状,不易损坏,需要更换时可以整条去除,非常适用于厨房、 厕所等潮湿区域,还可防止液体和垃圾 进入。预计2019年底将加入飞机维修手册(AMM)中。
Av-DEC Self Leveling Green (SLG) 密封胶 另一种推荐的产品为 Av-DEC Hi-Tak Tape。该产品为聚氨酯防水胶带,可以粘贴在货舱地板支撑和地板之间, 防止货舱内液体流入舱底区域。目前该产品仍在取证过程中。
Av-DEC Hi-Tak Tape 防水胶带 c. 设计改进 除使用第三方产品外,空客也在积极研究各种设计改进方案。目前的方向 主要包括:紧固件头部的密封、改进排水系统、变更长桁形状以使液体不容易积聚、优化结构修理手册(SRM)等。这些改进将从根本上减少腐蚀的发生, 但由于涉及到设计变更,方案的研究周期可能较长。 空客将在 ISI 53.00.00086 中汇总并定期更新有关货舱防腐改进措施的进展。 对于航空公司而言,如希望短期内在防腐控制工作上取得较为明显的效 果,建议考虑优化维护方案,或采用新型的密封产品。以东航为例,目前东航要求每个C检(间隔约2年)都需要打开货舱地板,检查并重新涂覆表面防护层。如果发现货舱内有液体或液体渗漏的痕迹,立即对货舱地板进行清洁,并且在下个 A检前(约3个月),打开地板进行检查并重新防腐。与此同时,东航在江苏、宁波等经常运输海鲜的飞机上率先使用AV-DEC防水胶带,以提升货舱地板的密封性。由于目前该产品尚未有空客批准的改装,故东航自行设计编写了实施方案,并通过了国内改装设计委任代表(DMDOR)的批准。 疲劳损伤 此外,针对A320系列飞机老龄化框架的重新评估,还引出了一系列疲劳检查项目,其中主要的高风险检查项目分布在前机身、中机身、后机身、中央翼盒区域和大翼。空客在服务信函(In Service Information,ISI) 53.00.00112中对各类检查项目做了统计,总结出了发现率较高的几个项目:
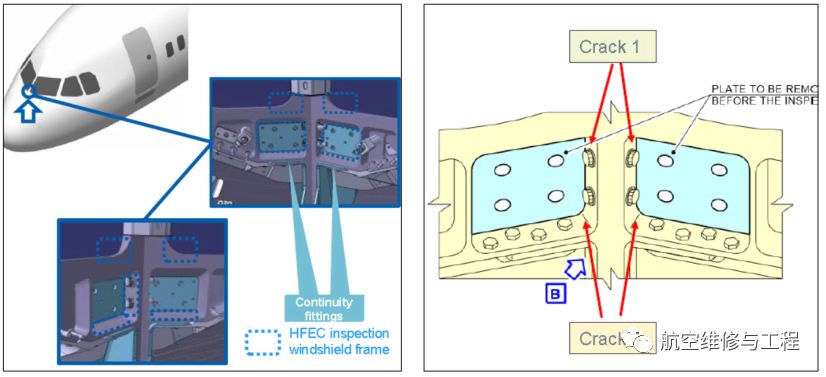
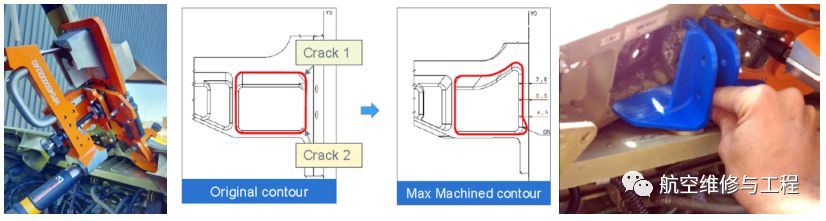
疲劳裂纹高风险区域示意图 驾驶舱风挡窗框区域 a. 损伤背景 在全尺寸疲劳试验和在役飞机上均有裂纹发现。裂纹出现位置位于前风挡 中央区域,裂纹可能扩展到前风挡窗框和固定接头上。
窗框结构裂纹示意图 b. 预修理方案 目前在役飞机通过ISB 53-1331进行重复检查, MSB 53-1329作为改装方案。如果发现裂纹,视裂纹位置和长短, 可以使用接头更换 (R531-12919 /R531-12958 ) 和拼接接头加强修理。 如果裂纹产生在 crack1 的位置,目前的修理方法只有更换框结构。 如果裂纹产生在crack2的位置,除了上述两种方案以外,还可以选择进行打磨修理(最多允许切割8mm),该修理临时性修理寿命为6600FC。
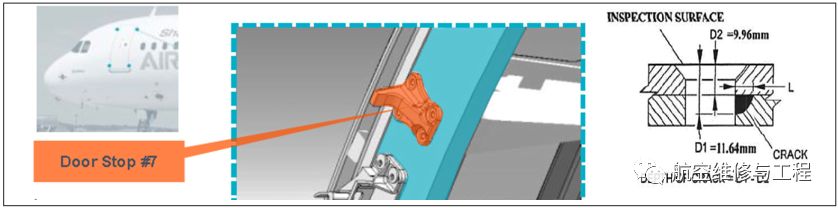
打磨窗框结构并加装拼接接头修理示意图 如果需要更换窗框结构,需要拆除钛合金蒙皮、驾驶舱顶部蒙皮和侧蒙 皮,修理航材包约40万美元,人工时约600MH。鉴于该修理方案的成本太高,空客目前的研究方向为拼接接头加强修理。该修理通过先使用专用设备机加工裂纹区域,再安装加强结构。这种临时性修理可以支持飞机持续运行至设计服役寿命(DSG)。 前客舱门框区域 a. 损伤情况 在疲劳试验和在役飞机上发现16号隔框和20号隔框上的门止挡接头容易产生裂纹,大多数裂纹产生于1号和7号止挡接头上,这些裂纹还会扩展到16和20 号隔框上。因此该位置需要定期做旋转探头检查。
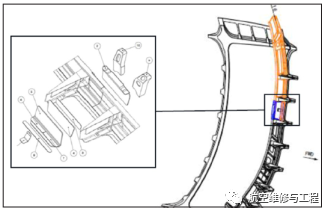
门止挡接头裂纹情况 b. 预修理方案 裂纹大小和位置决定着修理方法。如果裂纹在允许范围内被去除,可以使 用扩孔 / 安装衬套进行修理(通过修理图纸R53113118);如果裂纹无法被去除,那么需要更换止挡接头;如果裂纹扩展到了隔框,那么需要更换隔框。 由于更换隔框所需的航材费用较高,空客目前正在研究一种部分更换隔框方案,以简化修理。
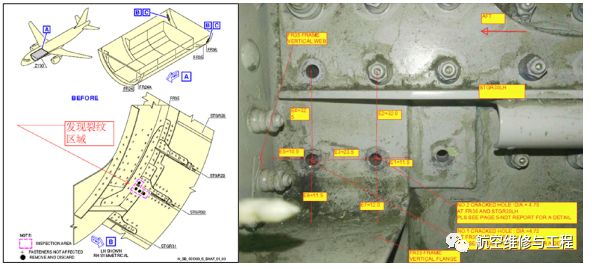
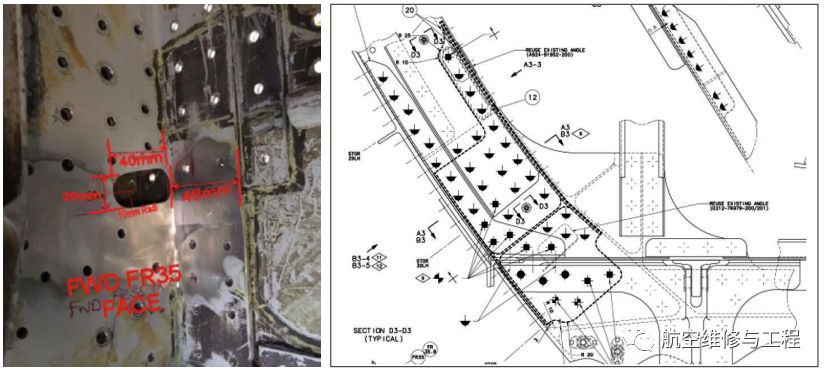
16框部分更换示意图 35 隔框在长桁 STGR28 和 STGR31 之间的裂纹 a. 损伤情况 空客在全尺寸疲劳试验中确认了35隔框(A321 35.8 隔框)在长桁28到 31之间的紧固件孔将会产生裂纹,裂纹发现时间早于ALI tasks 53-21-66和 53-31-86的门槛值。因此颁发了SB 53-1383对该区域进行重复性检查。强制门限值为40000 FC / 80000 FH,推荐门限值为13000 FC / 26000 FH。此外,空客还颁发了SB 53-1372作为终止性改装,包含了对受影响紧固件孔的冷挤压和紧固件干涉配合工作。
FR35 区域裂纹情况 b. 预修理方案 目前约80%的损伤可以通过“扩 孔 + 冷挤压”的方案进行修理。如果不在修理范围内,对于蒙皮上的裂纹,空客提供了更换蒙皮作为一种永久性修理方案,预计人工时需150MH。另外空客也在研究使用部分切割作为一种临时性方案,目前相关分析正在进行中。
需要进行更换的蒙皮 /蒙皮切割修理示意图 对于35隔框上的裂纹,目前可以通过切割加强隔框腹板进行修理,预计人工时需 30MH。
FR35 裂纹的切割补强修理示意图 受篇幅所限,本文仅列举了部分疲劳损伤及处理的案例,空客ISI 53.00.00112 中对常见的多发损伤进行了汇总,并对每个项目建立了相应的技术 跟进(Technical Follow Up ,TFU),每年更新信息。其内容包括了典型损伤 描述、世界机队发现率、相关维修任务、 修理图纸、预修理方案、改装方案、修 理和改装所需航材及人工时等。航空公司或MRO在掌握了这些信息后,就可以评估执行相关改装方案所需的时间、 人力、备用航材、维修成本等。这对于工程管理、维修控制及航材政策都可以起到很大的参考作用。 总结 老龄飞机在高C检中遇到的腐蚀和疲劳损伤具有涉及范围广、影响关键结 构、修理设计难度高、恢复成本大等特点。尤其是A320FAM机型,因其机队规模庞大,实际遇到的几率会更高。针对这个问题,空客目前能够给予的支持如下: 1)制定预修理方案,以便在发现问题后能够及时找到解决方法。 2)对机队状态进行监控,定期统计修理、换件数据以调整航材储备。 3)制定通用修理方案,并引入服务通告(SB),针对换件成本较高的修理,开发维修成本较低的替代方案。 对于航空公司和MRO来说,则需要充分利用空客提供的信息与服务,做好人力与物力的准备,尽量减少老龄化问题所带来的额外影响。同时,在工程管理上定期整理和评估机队的维修方案,按需进行调整以适应动态的机队状态。 从长期来看,飞机老龄化问题必将给行业各界带来新的挑战。对于航空公 司而言,应当抱着不断学习和研究的态 度,与局方和飞机制造厂之间加强交流 与沟通,积极寻求最优的解决方法,以 保证老龄飞机持续安全运行。 杨增文 / 东方航空技术有限公司返回搜狐,查看更多 |





【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |