生产线平衡率优化 – 思斋 |
您所在的位置:网站首页 › ct节拍怎么计算 › 生产线平衡率优化 – 思斋 |
生产线平衡率优化 – 思斋
|
生产线平衡率优化
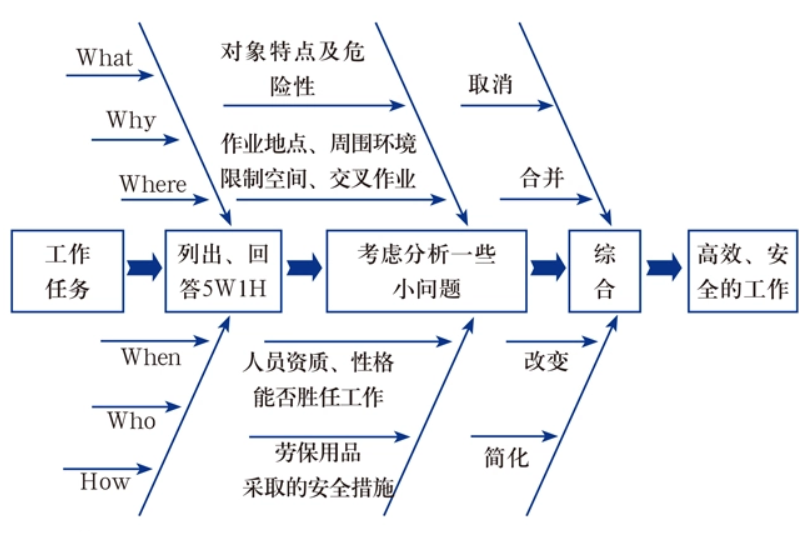
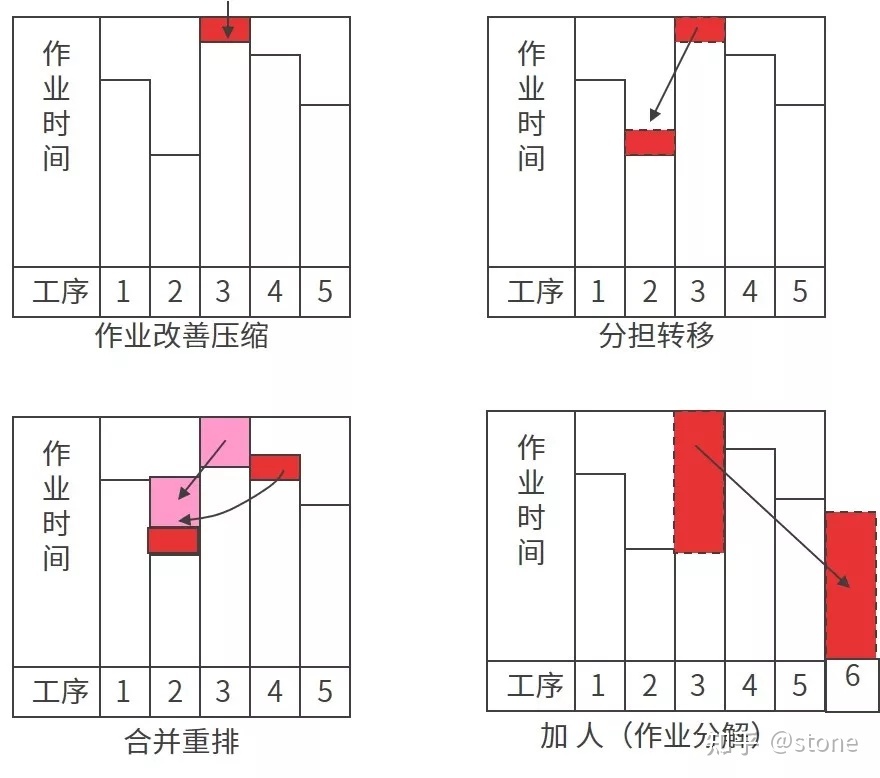
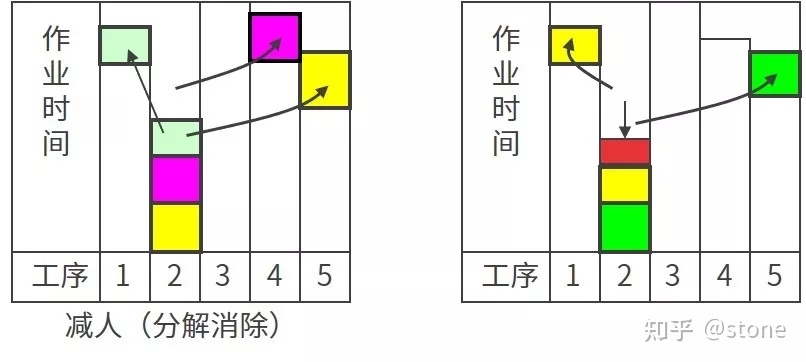
目录 关键词与概念节拍(单位产出时间)净时间瓶颈时间线平衡率计算公式线平衡优化优化方法粗算实例优化方案小结 关键词与概念生产线平衡即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近以提高整体效率、消除浪费的技术手段与方法,目的是消除作业间不平衡的效率损失以及生产过剩。 在进行生产线平衡优化的时候,首先需验证各工序的循环时间,与每个工序动作拆解后各环节的节拍。其中,生产速度最慢的工序将成为瓶颈,限制了流程速度与其他环节发挥。 当一个流程中各个工序的节拍不一致时,瓶颈工序以外的其它工序就会产生空闲时间,即工作时间内没有执行有效工作任务的那段时间,可以指设备或人的时间。 节拍(单位产出时间)流程的“节拍”(Cycle time,CT)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间,即循环时间/平均时间。由于客户实际需要的产品单位以一袋/一包/一盒等小单位计量,而生产加工中将涉及到包装、加工等环节将直接以一箱/一罐/一车等大单位计量,因此在计算时间时需将各环节节拍统一单位。 生产节拍(Takt Time,TT)由客户需求而定,又称客户需求时间,即客户需求一件产品的市场必要时间。也就是总有效生产时间/客户需求数量。 理想的情况下,即CT=TT,也就是生产能力与客户的需求匹配,既不出现生产过剩也不出现供不应求的状况称为"Just in Time",准时生产。 净时间净时间是生产线中各工序的节拍,即生产线在该环节单位产能所耗费的时间,即 $净时间=\frac{单人实际时间}{相同工序人数\times单位工件数}$ 例如,A工序总共有2个人进行产品装箱的工作,每8盒产品一箱,每人20s能够装1箱。那么,该工序的净时间则为 $\frac{20}{2\times8}=1.25s$,即该产品在装箱环节的生产线产能为1.25秒/盒。 瓶颈时间瓶颈时间,即将完整的生产线流程按工序划分后用时最长的环节时间。 正如木桶理论中影响木桶能装多少水的是最短的那块木板,决定生产线最大产能的也是作业速度最慢的工位。因此,提高整体生产效率的其中一大方向就是缩短瓶颈时间。 线平衡率计算公式生产线平衡率,即理论作业总时间与产线理论产能时间的比值。因此,理论上的生产线最高效率是由瓶颈时间所决定的。 $线平衡率=\frac{\sum ti(各工序作业时间总和)}{作业人数\times瓶颈时间}\times100\%$ 通常来说,平衡损失率在5%-15%内是可以接受的,即线平衡率应尽量达到85%以上,否则需尽可能进行改善。 线平衡优化线平衡的优化,并非只有线平衡率一个指标,还应考虑到场地、人工、设备折旧等开销。同时,产能过剩也将带来仓储、排期等各类问题,因此在优化时应尽量在保证线平衡率的同时降低成本,缩短CT与TT的差值。 在对生产线进行线平衡优化前,我们需先测算当前的线平衡率,并明晰当前产线的CT与TT差异值。比较高效的数据获取方式是进行视频拍摄记录生产状况。通过拍摄视频对整个生产线工位布置、动作拆解、工序节拍进行记录与测算,可以得到当前的理论线平衡率以及可能的改善方向。 由于实际的需求是由用户决定的,因此在满足TT的前提下,线平衡优化除了本身的线平衡率数值上升,人力的削减、人均产能的上升等成效同样是成功的优化。 优化方法线平衡优化,通常会按以下流程进行: 1.首先分析瓶颈工序寻求改善 2.寻找高耗时工序优化点 3.寻找短耗时工序调整作业分配 程序分析法(ECRS)根据生产线的运转逻辑,由此而出的一套常用分析方法称为程序分析法(ECRS,取消 Eliminate、合并 Combine、调整顺序 Rearrange、简化 Simplify),即根据整体制造过程作业通过剔除、合并、重排、简化使之合理。 取消(Eliminate) 首先考虑该工作有无取消可能性。若工序、操作取消不影响半成品质量与组装则为最有效的改善。例如,不必要的动作、搬运、检查等都应取消,针对工作量大的装配作业寻找有无部分取消可能。 合并(Combine) 合并就是将两个或两个以上的对象变成一个,如工序或动作的合并、工具的合并等。合并后可以有效地消除重复现象,能取得较大的效果。当工序之间的生产能力不平衡,出现人浮于事和忙闲不均时,就需要对这些工序进行调整和合并。将工序按动作拆分,把相同动作分配到产能过剩的工序或者合并到同一工序都为有效的思考方向。 重排(Rearrange) 重组也称为替换,即通过改变工作程序,使工作的先后顺序重新组合,以达到改善工作的目的。例如,前后工序的对换、手的动作改换为脚的动作、生产现场机器设备位置的调整等。 简化(Simplify) 经过取消、合并、重组之后,再对该项工作作进一步更深入的分析研究,使现行方法尽量地简化,以最大限度地缩短作业时间,提高工作效率。简化就是一种工序的改善,也是局部范围的省略,整个范围的省略也就是取消。 除了程序分析法外,关注作业者人机交互的操作分析法、关注操作者身体细微动作、双手状态的动作分析法都是常用的排除浪费、提高生产效率的有效方法。 六何分析法(5W1H)5W1H,即对选定的项目、工序或操作,都要从原因(何因Why)、对象(何事What)、地点(何地Where)、时间(何时When)、人员(何人Who)、方法(何法How)等六个方面提出问题进行思考,部分时候还会根据需要加上多少(How much,成本多少、效果多好)构成5W2H。作为一种思维方式或者说是创造技法,以此为出发点分析有助于方案构思设计时思维更加开阔,更具创造性。
包含各工序各动作节拍的柱状图,通过图像变化将更直观的了解到当前的生产线平衡状况与改善后的效果,便于理解思考优化方向与成效。
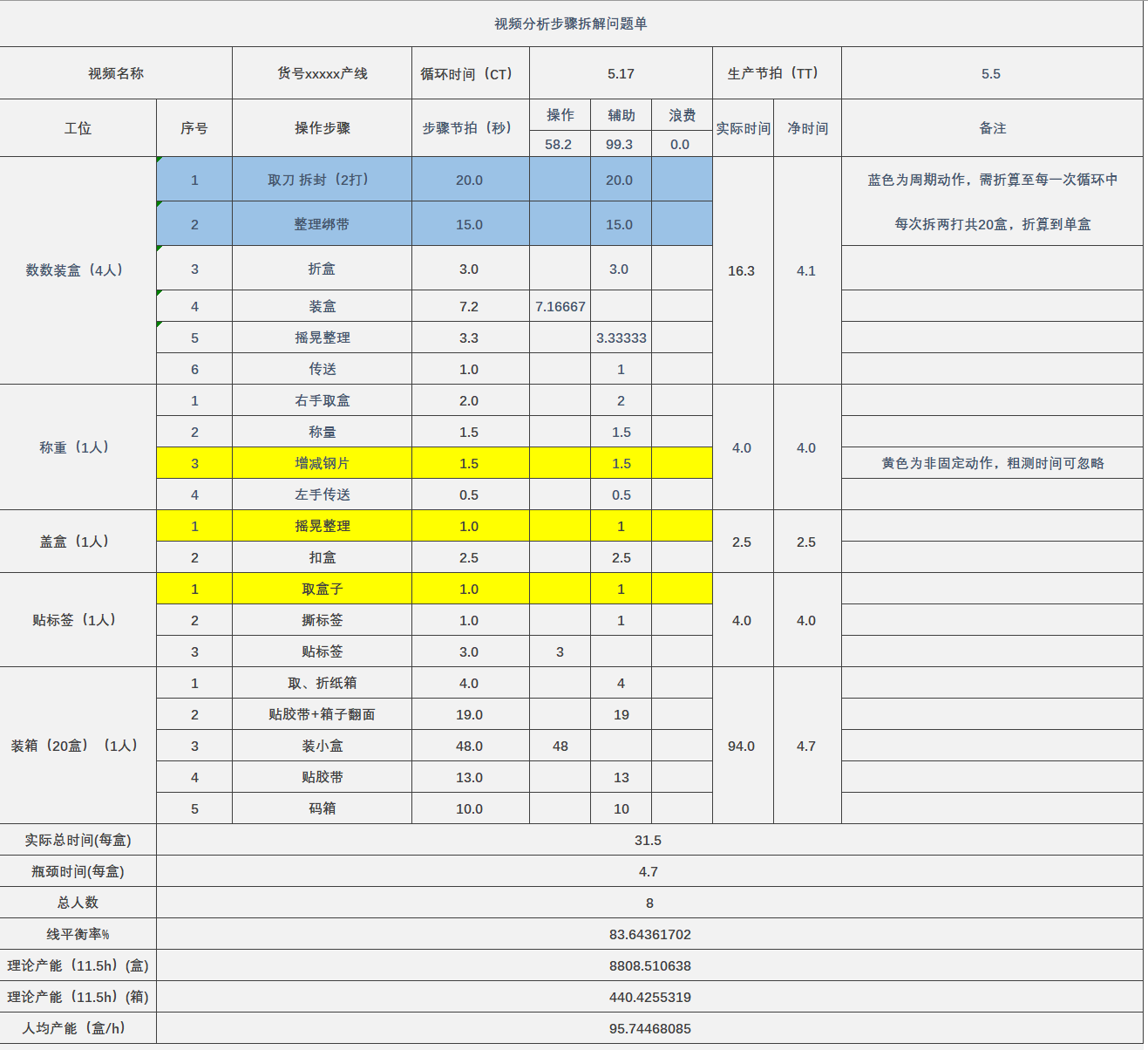
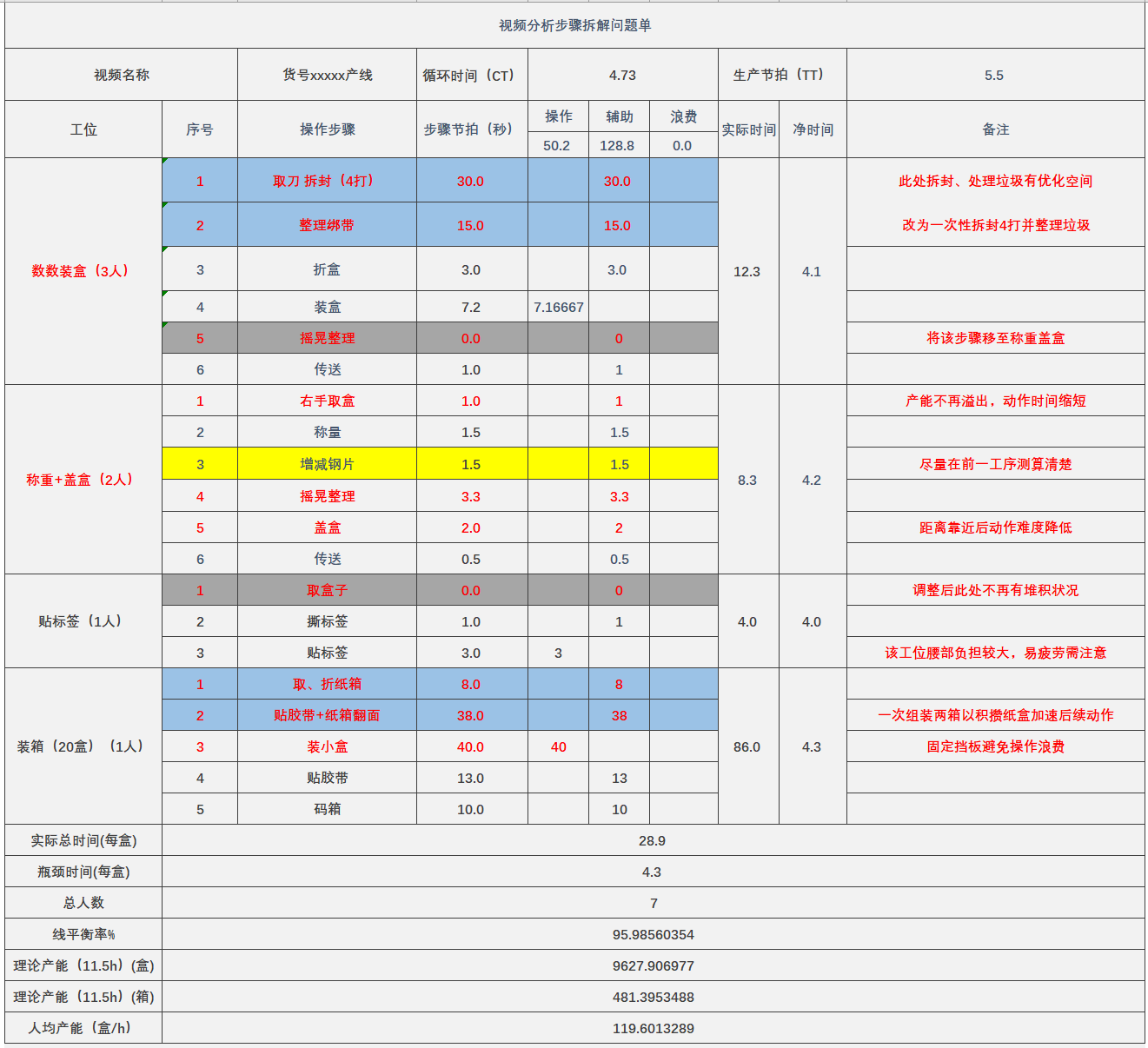
以某品牌盒装垫片的包装流水线为例,该生产线将生产出来的垫片由散装定量包装为盒装后装箱发往商家。商家订购数量为3万盒,经排期后留给该款产品的包装时间为4天。假定良品率为100%,以下是改善前的生产实际状况: 该生产线共有八个工位,并根据实际任务进行分工: 工位1、2、3、4负责将捆装纸盒拆封折叠,塞入定量垫片摇晃整理后置于传送带; 工位5取下纸盒秤量检验前一工序垫片数目有无差错,并放回传送带; 工位6摇晃无法直接盖住的纸盒,并将盒盖盖上; 工位7在盖好的纸盒上粘贴标有产品信息的贴纸; 工位8组装快递纸箱,将20盒纸盒装入一箱封装后码垛于垛板。 完成环节任务分工后,将各个环节按实际动作拆解测算,根据各个工位的循环操作流程进行均算,可得各工序的动作节拍与净时间。通常情况下,采用视频录像回放的方式能够较好的发现当前所存在的问题,并能在测定时相对精确的对动作时间进行测算。
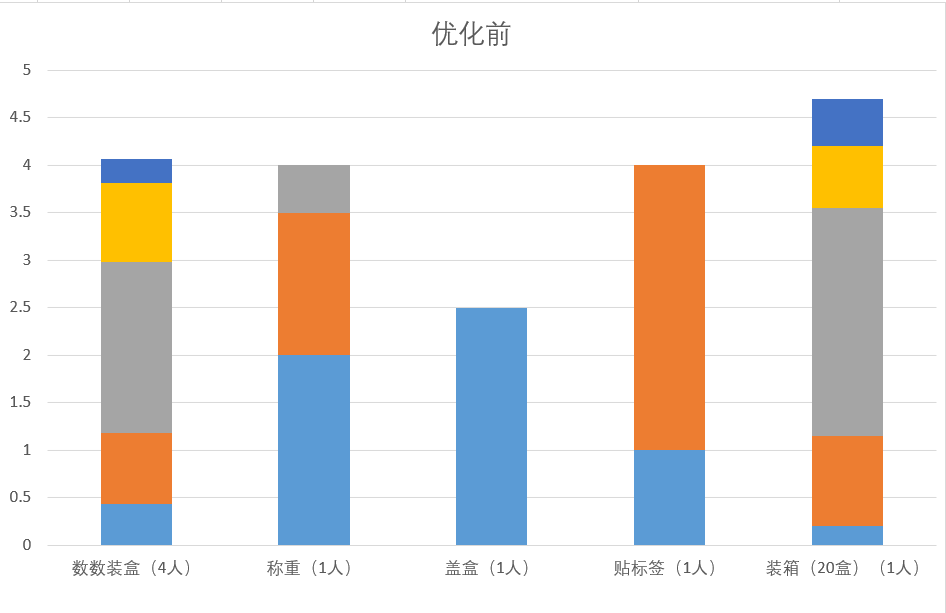
以工位1-4 数数装盒的任务分工为例,通过视频回放,可将动作拆分为: 1.取刀、拆封——20s 2.整理绑带垃圾——15s 3.折叠纸盒——3s 4.计数填装垫片——7.2s 5.摇晃整理——3.3s 6.置于传送带——1s 其中,步骤1与步骤2并非每次折叠填装纸盒时都需进行,当前状况为一次拆封2包(1包10个纸盒),并在拆封后紧接着收拾包装的绑带,在装填完后进行下一次的拆封整理。因此,将当前步骤1、2的工时分配到每个纸盒后为1s与0.75s,单人每盒平均耗时16.3s。由于该任务耗时较长,因此调用了四人进行相同的作业,则当前净时间(单位产能)为4.1s。 同理,对各个任务进行动作拆解与测算,即可得出当前的各工序步骤节拍与净时间。其中,工位5、6、7的实际时间分别为4s、2.5s、4s,由于单位均为盒因此净时间与实际时间相同。工位8动作循环总耗时94s,但一次循环的计量单位为箱,一箱种有20盒产品。将单位进行统一,可得该工序最终净时间为4.7s。 综上可知,当前的瓶颈时间为5项任务中的净时间最大值4.7s,工序总时间为各环节净时间之和31.5s。根据线平衡计算公式,当前的线平衡率: $线平衡率=\frac{ 31.5}{8\times4.7}\times100\%=84\%$ 在得到瓶颈时间后,即可根据额定工时推算得出理论产能,即 $理论产能=\frac{额定工时}{瓶颈时间}=\frac{11.5h\times3600s}{4.7s}=8809盒/天$ $人均产能=\frac{理论产能}{工时\times作业人数}=\frac{8809}{11.5\times8}=96盒/小时$ 然而,这一数据为不考虑任何人为因素与上游环节的干扰的结论,即所有工位均为完美情况下无故障机器无缝工作的理想状况。实际生产中,对于传统以人力为主的加工通常应预留适当的产能缓冲与疲劳/异常等裕量,通常根据经验值约为10%左右。 以10%的裕量计算,实际的循环时间CT约为$4.7\times(1+10\%)=5.17$s,实际产能约为$8809\div(1+10\%)=8008$盒/天。而客户需求为4天3万盒,即1天7500盒,生产节拍$11.5\times3600\div7500=5.5$s,满足当前的客户需要。 优化方案在进行生产线平衡优化时,根据现有数据我们可以作出优化前山积表:
根据山积表,可以清晰的发现目前的瓶颈工序出现在装箱环节,而产能过剩出现在盖盒环节。 瓶颈工序 随后,我们针对瓶颈工序进行研究。通过观察视频和动作拆解,可以发现目前的装箱工序在流程上并没有过多浪费,但出现了不必要的操作浪费,如码垛时前工序产生的工件是用简陋的木板架在流水线上进行拦截,而在小盒装填时碰撞经常导致木板移位需额外花时间调整,这部分时间实则都可以改良避免。 若将可分解的环节动作如折箱、贴胶过程分配到其他人员部分,则易产生工序过渡时搬动、无用操作带来的时间浪费,如置于产能过剩的盖盒环节,无用动作增加则盖盒环节将成为新的瓶颈,得不偿失。 若增加人员,当前产能已满足客户需求,增加人员并没有较高的实际价值,且人员的增加与工序过渡时的无用操作将降低生产平衡率。 因此,本例的瓶颈时间从环节分配上较难优化,主要的优化空间在动作效率上。例如,当前装箱环节中耗时最久的动作为小盒填装,我们可以进行动作细化寻找优化点。目前的操作方式为码垛完后将积攒的小盒一次两盒进行赛箱,随后将后续的纸盒一次一盒进行装填,而一次两盒的效率是高于一次一盒的。因此,我们首先需固定挡板以避免操作浪费,并可以通过一次组装两箱从而堆积部分产品优化动作时间,进而优化环节时间,缩短瓶颈时间。 高耗时工序 在优化瓶颈工序后,我们应对各高耗时环节均尝试进行相应的基本动作优化。例如,装盒工序在垫片计数与填装环节耗时较长但并不容易优化,但在拆封、处理垃圾部分耗费的时间过多,与装箱环节一样可以通过增加前置工作的任务量,拉长循环周期以提高生产效率。 对于贴标签环节,由于贴标签需要持续一手持标签,另一手撕标签并贴上,且目前已在传送带上进行,基本没有优化空间。 对于称重环节,最大的问题在于该环节产能过剩导致取盒的动作浪费较大,花费更多时间向前一工位获取已填装垫片的纸盒。因此,尝试给该工位分配临近工序的部门动作任务是一大思路方向。 低耗时工序 在完成基本的动作优化后,下一目标通常是将净时间最短的工序尝试与相邻工序进行合并、重排。例如,将低耗时工序与前后工序进行合并重排,往往可以减少过程浪费,例如一些不必要拾取、放置等过程动作将可能取消。 例如,称重环节存在从流水线取到身前称量再放回的必要操作,而摇晃环节却需要俯身在流水线上取挪盒子进行作业,若将摇晃工序与称量工序合并,则将有效减少过程浪费。同时,由于工序合并后工序的总时长将会增加,原本摇晃工序中产能过剩导致的动作浪费也将得到优化。 此外,原生产线在填装垫片与盖盒环节均出现了摇晃盒子整理的动作,而这一状况完全可以通过调整工序环节从而取消重复动作。由于摇晃整理的最终目的是成功盖住盒子,因此取消掉填装时的摇晃动作,并将其移动至盖盒工序可以有效的避免重复动作的浪费。 经以上的优化整理,数数装盒的实际时间从16.3s降到了12.3s,可以削减一人的劳动力,净时间将变为4.1s同样低于瓶颈时间。而称重与盖盒工序合并后,实际时长达到了8.3s,成为了新的瓶颈时间。因此,原本负责盖盒的人应当一同参与到称重+盖盒的新工序中,可将净时间缩短至4.2s。
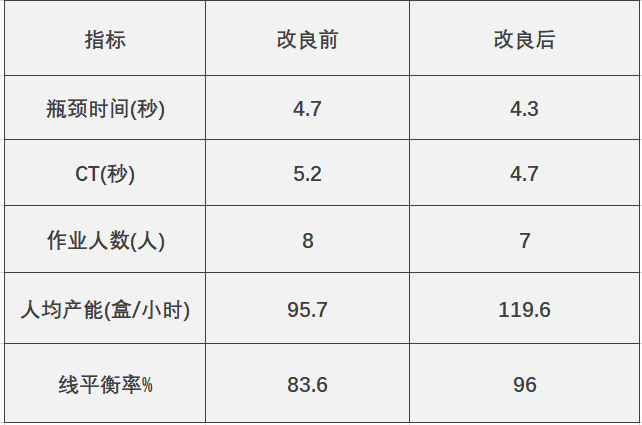
经以上一系列的取消、重排、合并、简化后,通过对整个生产过程的环节、动作优化,最终的优化成果如下:
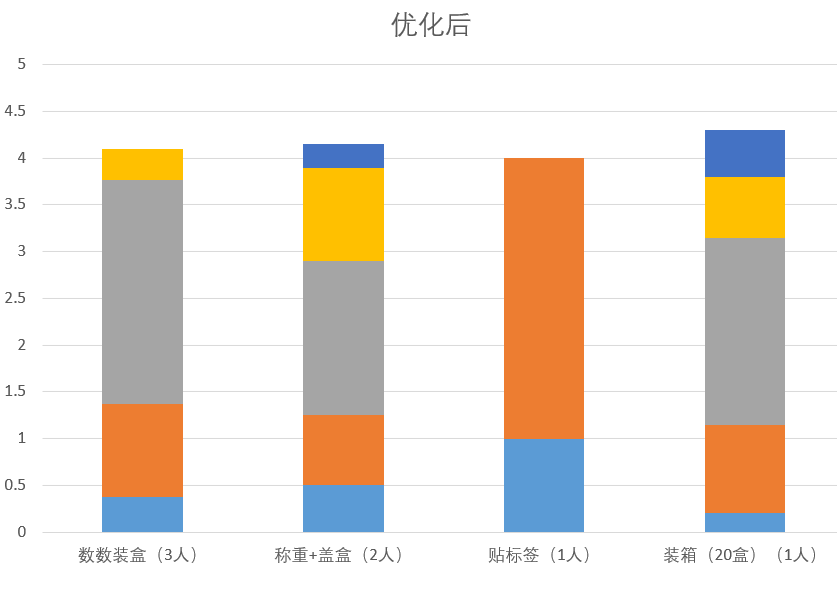
优化后山积表:
通过山积表,可以直观的了解到通过线平衡优化,整个生产线在各个环节工序的平衡性,了解生产线的当前工序合理度状况与环节间的工时利用率。 小结作为IE工程中生产优化的核心部分,生产线平衡对于企业的成本控制、交期把握与仓库周转等方面均有着重大意义,因此企业的利润与生产线平衡状况息息相关。通过科学的优化方法,不断的提高企业的结构形态,并逐步推进自动化改造,将传统低效的低级劳动力转变为高效科学的人机协作形态,并最终步向全自动化转型,将会是本世纪的重大课题与时代趋势。 |
【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |