注塑成型飞边:9 大原因及解决方法 |
您所在的位置:网站首页 › abs注塑缩水原因分析报告图片高清 › 注塑成型飞边:9 大原因及解决方法 |
注塑成型飞边:9 大原因及解决方法
飞边是注塑成型中最常见的缺陷之一。 它是分型线上的薄塑料层或模具的两个不同表面相遇并形成边界的任何其他部分。 这些区域会在扩展和其他参数方面产生差异,这可能有助于增加闪光的机会。 处理注塑成型飞边很简单,但它需要额外的资源并影响流程的整体效率。 此外,去飞边——手动或自动去除飞边——也会对产品质量产生负面影响,并可能损坏模具,从而导致更高的成本和其他损失。 这就是为什么在注塑项目中尽量减少飞边缺陷如此重要的原因。 要解决注塑成型飞边,重要的是首先识别它们,然后使用有针对性的方法有效地解决它们。 这样做将确保最快的结果,并帮助您指明优化注塑成型工艺和消除所有缺陷的正确方向。 什么是注塑成型中的飞边?注塑成型飞边是一种缺陷,其中零件在分型线、边界或模具的不同形状和区域相交的任何其他区域有多余的塑料。 一般来说,塑料成型上的飞边是最常见的 分型线. 然而,其他地区也会受到影响。 无论位置如何,它们的因果都是一样的。 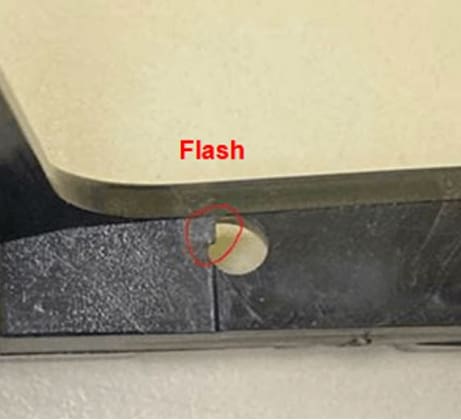 在当今的行业中,模塑部件中的飞边很常见,大多数制造商都会显着减少它,但不会完全消除它。 主要原因是 注塑成型总成本. 无飞边模具非常昂贵,但大多数企业会在成本、质量和美观之间找到权衡。 注塑飞边的主要原因由于一系列原因,可能会发生注塑飞边。 有时,问题的根源可能不止一个。 您可能会遇到分型线不匹配以及错误的流动,从而导致相同的结果——注塑成型零件出现飞边缺陷。 关于注入移动闪烁问题需要注意的重要一点是它不限于单个实例或子进程。 飞边有多种原因,并且可能由于多种原因而发生,从注射阶段的问题到固定设备的缺陷,或其他原因,如粘度、压力或速度。 以下是塑料模塑毛边的最常见原因以及它们实际发生的时间。 注塑阶段的模具毛边1 – 分型线不匹配分型线不匹配的最大原因之一是存在灰尘和碎屑等环境污染物,这些污染物会使模具保持打开状态。 结果,多余的材料漏出并导致飞边缺陷。 此外,模具中的缺陷也会导致此问题。 这些缺陷主要是因为使用而随着时间的推移而传播。 旧的、磨损的工具会导致泄漏,并由于分型线不匹配而导致飞边。  即使您拥有完美的模具并确保没有污染物,当您处理不当的锁模压力或极其复杂的形状时,飞边仍然会发生。 空腔和其他复杂特征会增加模具承受的整体压力,并导致某些区域出现泄漏和缺陷。 2 – 通风不当注塑成型是一个复杂的过程,您需要注意整体温度、压力、气穴和其他特性。 例如,困住的气泡是任何产品的巨大缺陷 注塑设计 这会影响零件的整体机械和承载能力。 同样,注塑成型部件具有特定的温度范围以实现出色的成型。 通风口负责确保所有这些组件的平稳运行。 其中的任何问题都会导致多种缺陷,而不仅限于闪烁。  包装或保持期间的模具毛边3 – 低夹紧压力 包装或保持期间的模具毛边3 – 低夹紧压力在包装和保存过程中都可能发生飞边。 保压过程考虑了冷却过程中的材料收缩。 最好的方法是添加过量的,同时保持过程使整个系统保持压力平衡,直到冷却。 在这两种情况下,夹紧压力都需要精确。 不正确的夹紧力会扰乱分型线并使进入的液体流出并导致飞边。 4 – 浇道衬套问题浇口衬套是模具的一部分,负责将熔融塑料转移到型腔中。 随着时间的推移,它们可能会失去支撑以维持注射压力的力量并恶化其功能。 在这种情况下,您的注塑件会出现缺陷,其中最常见的是飞边。 由于流动特性,工艺过程中的模塑毛边除了工艺阶段外,由于工艺和流程的特点,还有一些因素可能会导致注塑飞边。 由于工艺特性,您的塑料零件会有多少飞边取决于以下工艺特性。 5 – 粘度粘度是任何液体流动的特性,是注塑成型过程的核心。 较低的粘度意味着熔融液体很容易从模具形状中流出并产生飞边形式的变形。 通常,该粘度是温度、材料特性、压力和速度的函数。 6 – 机筒和喷嘴温度压力并不是增加粘度并导致注塑部件出现毛边的唯一因素。 机筒和喷嘴温度也对其有直接影响。 由于较低的粘度,较高的温度使流体更容易泄漏,从而增加注塑成型飞边的机会。 7 – 过度填充任何注塑成型设置都会有基于尺寸和几何形状的限制。 如果熔融塑料填充过多,注射压力自然会超过锁模压力并导致泄漏。 这会增加闪存和其他默认值的机会。 但是,在调整进料设置时必须小心,因为冷却会使塑料收缩,并且您不希望由于注塑成型中的射料不足而导致零件不完整。 8 – 高压压力是最常见的工艺特性之一,可能会增加闪蒸的可能性。 基础物理学表明,高压会导致封闭环境中的温度和流动特性更高。 增加的压力和由此产生的粘度增加会导致多种违约,包括闪蒸。 9 – 过度包装设计的复杂性和模具中错综复杂的路径也会在注塑成型零件中产生飞边。 在狭窄的领域,有限量的熔融液体会凝固并阻塞流动。 从而在模具内产生局部压力。 由此产生的缺陷不仅仅止于闪光。 相反,您将不得不处理其他问题,例如翘曲、不均匀密度和多个其他相关问题。 注塑成型中控制飞边的 5 种有效方法毫无疑问,防止闪光非常重要,因为闪光会导致许多功能和美学问题。 然而,注塑成型飞边去除是可能的。  这里有 5 种最有效的方法,可帮助您控制模塑零件中的飞边。 可制造性设计确保您的注塑成型零件没有飞边的最有效方法是针对可制造性进行设计。 这意味着确保执行功能的简单和最有效的功能,而不是专注于复杂的系统。 要从注塑工艺的角度更好地理解这一点,请考虑分型线。 该领域的专家建议在边缘而不是表面使用分型线。 这既有美学上的好处,也有功能上的好处,因为在边缘上看不到分型线。 该设计还将减少飞边的可能性,因为接缝会抵消任何分型线不匹配。 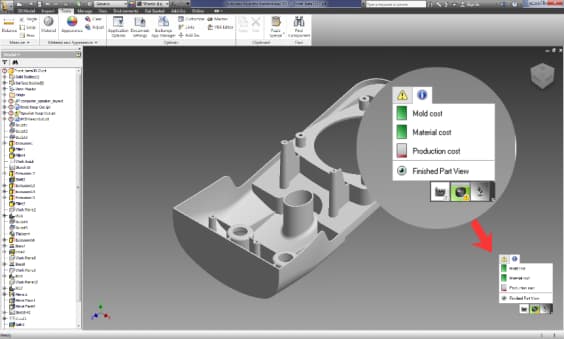 今天,使用 DFM 分析是任何工业注塑成型项目的重要组成部分。 有一些特殊的软件工具可以有效地模拟结果并向您展示流动特性并预测注塑成型中的常见问题,如翘曲、飞边和热通量。 例如,在 RapidDirect,您可以将零件设计文件上传到在线制造平台,然后免费获得零件的 DFM 分析。 立即试用 RapidDirect! 所有信息和上传都是安全和保密的。 获取报价 减慢注射速度另一个减少注塑成型飞边的好方法是控制工艺变量。 注射速率对可能导致飞边的粘度、压力和温度有直接影响。 这通常是许多专家在处理飞边时做的第一件事,因为大多数过程变量都与注入率有关。 指定无飞边模具完全消除注塑成型零件飞边的一种出色但昂贵的方法是使用无飞边模具。 它保证了最好的结果,但代价高昂,这对许多企业和应用程序来说是不可行的。 对于美学、功能和所有其他元素都非常重要且成本不是问题的敏感应用,这可能是确保部件无缺陷的最佳方法。 适当的模具清洁分型线不匹配的主要原因之一是模具中积聚了灰尘、碎屑和其他污染物。 此外,狭窄模腔中的微粒甚至会导致过度保压,进一步加剧零件的整体缺陷。 保持模具清洁和维护有助于最大程度地减少出现这些问题的可能性并确保获得最佳结果。 适当的模具维护和工艺改进最后,模具维护和工艺优化对于获得一致和可靠的结果至关重要。 合模吨位和压力有时会损坏模具并留下一些变形,可能导致零件出现多种缺陷。 熟练的合作伙伴可以帮助您的注塑成型项目注塑成型飞边是不可避免的现实,减少它的最佳方法是通过持续的工艺优化和密切关注所有迹象。 无飞边模具是一种选择,但它们的缺点是成本增加。 相反,更可行的做法是通过改进设计、维护模具和优化注塑工艺来解决最常见的原因,以确保获得最佳结果。  合适的合作伙伴 注塑服务 RapidDirect 可以帮助您完成所有这些工作,而不会浪费任何时间和资源。 我们是一家通过 ISO 认证的服务机构,凭借我们多才多艺的团队和严格的质量检查,可提供无与伦比的结果。 从最复杂的设计到最简单的元素,我们的团队与国内众多单位合作,精简设计阶段的每一步,在最短的时间内满足您的所有要求。 让 RapidDirect 与众不同的是我们提供的最先进的 DFM 平台。 我们的在线门户允许您访问我们无数的设计模板,并从我们的专家团队那里获得帮助来创造最好的产品。 使用 RapidDirect 启动很简单。 只需上传具有所需规格和特性的设计,即可获得即时报价并开始体验制造业的未来。 |
【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |