常见注塑成型不良原因分析及解决对策 |
您所在的位置:网站首页 › abs塑料产品缩水原因分析 › 常见注塑成型不良原因分析及解决对策 |
常见注塑成型不良原因分析及解决对策
|
二、凹痕/缩痕 不良现象:凹痕是指在塑胶肉厚之处如肋部,筋条,内镶件区域在塑件局部表面上形成的凹陷。肉厚厚的区域在冷却时没有得到足够的塑料补偿而产生的现象。 解决对策: 1:可以在胶厚之处进行减胶处理,减少缩水风险; 2:适当加大保压补缩; 3:加强水路冷却。
图:凹痕/缩痕 三、应力痕 应力痕是由于原始设计的组件中存有厚度有明显变化的地方,造成塑件成品产生有变形的应力痕迹缺陷。通常应力痕在塑件成品背面会较明显。 解决对策: 1:结构设计时注意肉厚一致性,不能有肉厚突变; 2:模具加强冷却,比如增加水路;
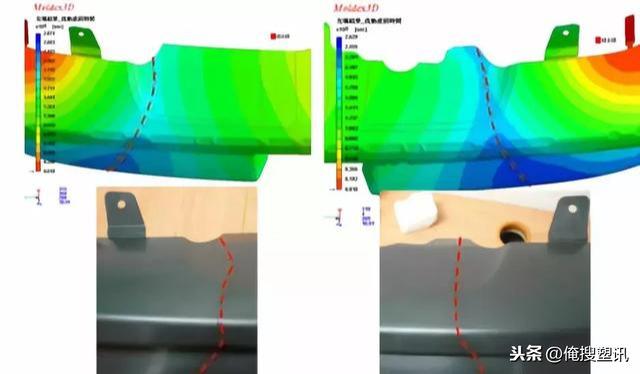
图:应力痕 四、熔接线 不良现象:熔接线是熔胶在充填过程中,因为两个以上方向的流动波前所相汇集所产生,熔接线影响外观问题,严重时会导致结构件强度问题。
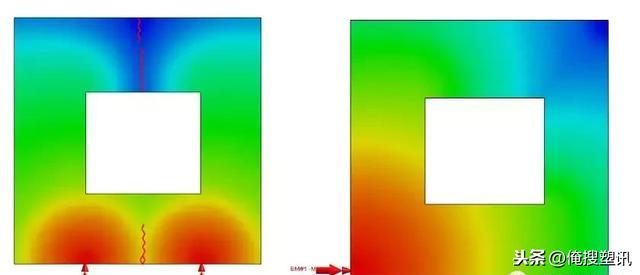
图:熔接线 解决对策: 1:变更浇口位置
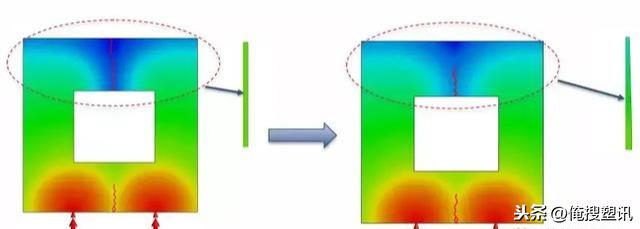
2:渐变壁厚
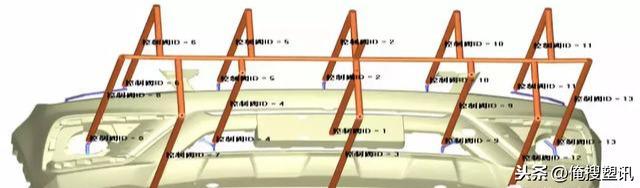
3:针阀浇口顺序控制
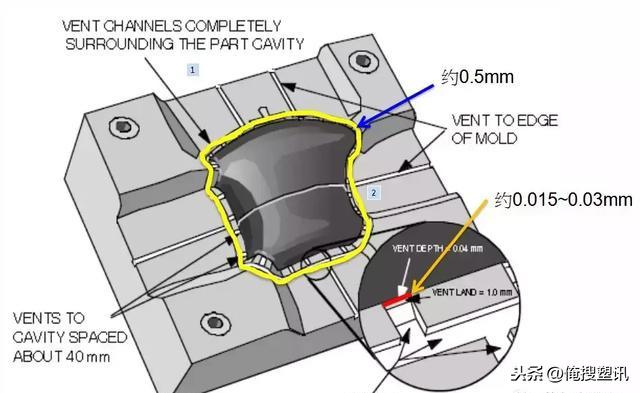
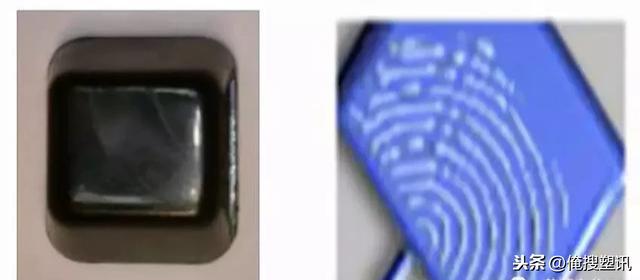
五、烧焦 不良现象:如下右图有注塑烧焦不良,注塑困气导致;
解决对策:在分模面上加开排气,位置如下图
六、流痕 不良现象:流痕是塑件在浇口附近的表面产生水波状的瑕疵。此缺陷通常发生在浇口设置于模穴中间而发生 解决对策:可以通过模流分析模拟注塑成型,选择最佳的流道,并修改射压曲线来解决流动纹的问题
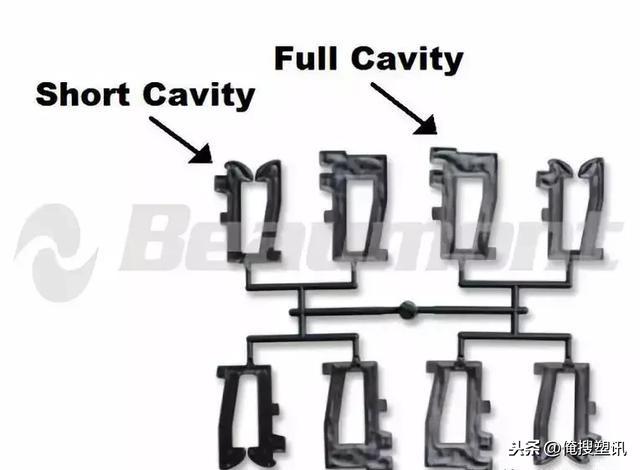
七、短射 不良现象:短射是由于完成生产过程后,熔胶仍然无法将模穴完全填满,造成最后塑件成品外型有缺陷的现象。短射最容易发生在厚度较薄的区域或是流动末端。 解决对策: 1:结构设计注意肉厚控制,建议最薄肉厚不少于0.5mm; 2:更换射出量较大的注塑机台; 3:增加螺杆前进时间。
八、浇口印 不良现象:出现在潜浇口或牛角浇口背面,进浇口处剪切率较大引起 解决对策:在不影响装配的前提下,在进胶口出加一个胶口凸包,凸起胶厚约0.2厚度。
以上为常见注塑不良分析,作为工程师处理注塑不良问题时,一般以望,闻,问,切四步曲,由表及里综合分析,抓到主因后才能采取行之有效的解决措施。返回搜狐,查看更多 |





【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |