金属3D打印零件的热处理工艺 |
您所在的位置:网站首页 › 3d打印前处理后处理的区别是什么 › 金属3D打印零件的热处理工艺 |
金属3D打印零件的热处理工艺
|
图2热等静压设备系统原理示意图
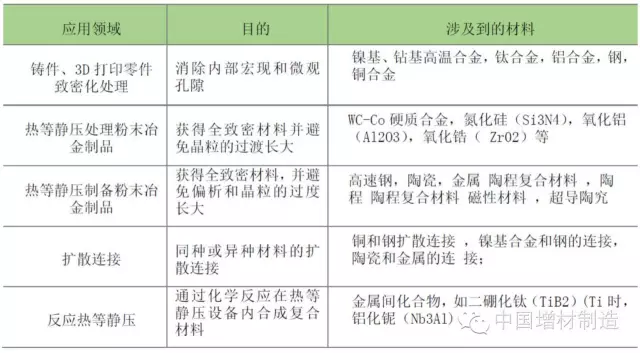
图3热等静压设备 热等静压技术的出现要远远早于3D打印技术的诞生,可以说它已经是一项很老的热处理技术了。上世纪50年代,美国Battelle研究所为研制核反应堆材料开展HIP 技术研究,首先用于原子能反应过程中燃料元素的扩散粘结。1955年美国Battelle研究所第一台热等静压机的问世,标志着热等静压技术设备的诞生。1963年传入欧洲,瑞典ASEA公司用预应力钢丝缠绕结构制造高压容器,其结构紧凑,安全可靠,奠定该技术大力发展的坚实基础。后经肯纳金属公司、北京钢铁研究总院、美国AE公司等多家机构的不断改善,大大地拓展了HIP设备的发展及应用。 经过近半个世纪的发展,热等静压设备和技术不断改进完善,目前HIP技术现已在硬质合金烧结、钨铝钛等难熔金属及合金的致密化、产品的缺陷修复(比如3D打印金属零件)、大型及异形构件的近净成形、复合材料及特种材料的生产加工等方面得到了广泛应用,如表1所示。
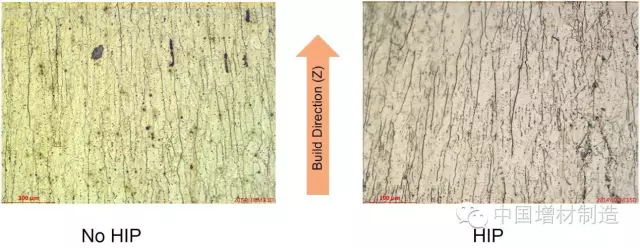
表1 热等静压技术的应用领域 热等静压对3D打印金属零件的作用 热等静压可以消除内部缺陷。正如上面所讲,热等静压在3D打印领域中的应用就是为了消除最终零件内部的缺陷。如图4所示,是热等静压前后的对比金相照片,左图中黑色“块”和“条”是3D打印过程中形成的气孔和未熔合缺陷,经过热等静压后的右图中没有发现较大的缺陷。
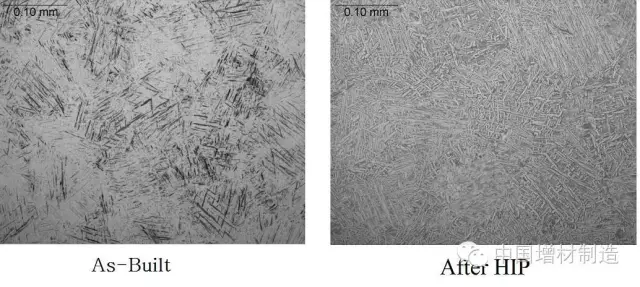
热等静压可以改善冷却速度过快形成的过冷组织或者亚稳定组织。热等静压通常要在非常高的温度下加热,相当于一个高温退火的过程。热等静压完全可以消除快速成形过程由于冷却速度快形成的马氏体等组织,从而转变形成高温退火形态的组织。如图5所示,是Ti-6Al-4V钛合金经激光SLM形成的金属零件热等经验前后的金相照片对比。左图是未做HIP的,黑色针状是快速冷却造成的马氏体组织,右图中经过HIP后马氏体组织全部分解为交错分布的α+β网篮组织。
图4 Ti-6Al-4V钛合金激光SLM形成金金相照片对比 热等静压可以改善力学性能。热等静压前后材料的力学性能也发生明显的变化,如表2所示,无论是激光SLM成形还是电子束EBM成形,热等静压后材料的强度都有下降的趋势,塑性会升高,尤其是对SLM技术的材料更为明显。造成这一现象的原因是SLM成形过程冷却速度较快,成型零件形成了更多的马氏体组织,HIP退火后马氏体分解,引起材料的强度下降塑性上升。同时,材料的硬度也会随着HIP发生变化,HIP后硬度会下降5~10%。整体上,热等静压可以改善材料的韧性和抗疲劳裂纹扩展的能力。
表2 Ti-6Al-4V热等静压前后拉伸力学性能 热等静压处理的局限性 热等静压并不是对任何材料和任何缺陷消除都有很好的效果,并且热等静压工艺设置不当也会造成很严重的后果,因此使用热等静压时需注意以下事项。 (1) 对开放性缺陷(从零件内部延伸至零件表面与且外界气体介质相通的缺陷)热等静压起不到任何消除缺陷的作用; (2) 当零件内存在较大缺陷时(超过2mm)会在零件表面形成凹坑,如图5所示,需要焊接修复。当凹坑出现在无法进行焊接修复的位置时可能会造成零件报废,比如一些薄壁零件、薄壁部位或叶片。 (3) 对裂纹和夹杂物缺陷的消除没有任何作用; (4) 热等静压可能会造成零件表面氧化,形成一层较薄氧化膜,最好在精加工之间进行; (5) 热等静压可能会造成零件严重变形,做热定静压前一定要考虑防止变形的措施; (6) 工艺温度和压力设置不当可能会造成零件壁厚减薄,严重时会造成零件晶粒严重粗大,导致材料性能变差,零件报废; (7) 对于合金元素熔点差异较大的合金可能会造成低熔点化学元素烧损; (8) 对于共晶合金不适用,容易形成液化裂纹;
图5 热等静压后在钛铸件表面出现的凹坑 结束语 尽管热等静压技术具有独特的消除金属3D打印零件内部缺陷的功能,切不可将热等静压当做解决一些材料内部缺陷的救命稻草,使用不当也会造成严重后果。我们仍然要不断研究金属3D打印的技术,力争做到3D打印零件零件内无缺陷,这才是出路。 需要了解更多3D打印相关信息,请登录印梦园3D打印服务网站:返回搜狐,查看更多 |



【本文地址】
今日新闻 |
点击排行 |
|
推荐新闻 |
图片新闻 |
|
专题文章 |