| 【技术文摘】高炉炉缸温度异常分析与诊断 | 您所在的位置:网站首页 › 高炉内衬设计 › 【技术文摘】高炉炉缸温度异常分析与诊断 |
【技术文摘】高炉炉缸温度异常分析与诊断
|
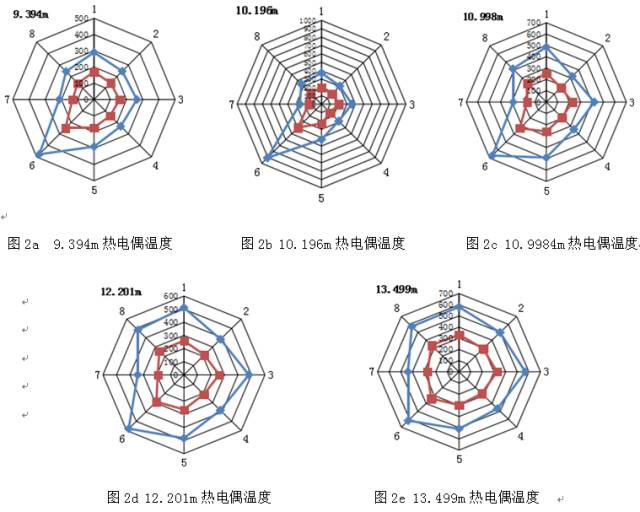
1.2 冷却设备 冷却系统设计为全冷却壁结构型式,采用最新的砖壁合一技术,高热负荷区域采用铜冷却壁,冷却壁取消凸台。炉底至炉喉共设置14段冷却壁。按照炉内纵向各区域不同的工作条件和热负荷大小,采用不同结构型式和不同材质的冷却壁。风口区域采用光面球墨铸铁冷却壁,共28块,冷却壁水管为6进6出,水管直径均为φ76×6mm。风口以下采用共3段冷却壁,均为光面低铬铸铁冷却壁,每段42块, 每块冷却壁水管为4进4出,竖直排列,铁口区域的铸铁冷却壁,水管为7进7出水管直径均为φ76×6,炉缸冷却壁比表面积1.04,满足长寿高炉1.0的设计。下部冷却壁由于炉底炉缸温度波动范围小,采用4点螺栓固定型式,但冷却壁水管与炉壳间设置变形补偿套管,防止因炉壳与冷却壁间的温差不同导致水管剪断而出现破漏的现象。 2 炉缸侧壁温度分布状况 炉衬温度是炉缸工作状况的最直观的表现,可以定性地评价炉缸径向侵蚀趋势和圆周方向上的均匀性。炉缸部位设置5层热电偶,每层设置16个热电偶,分8个方向,每个方向设内环、外环两个热电偶。2013年12月前,炉底炉缸部位生产状态及炉缸各点温度基本都在正常范围。2014年1月份铁口(标高11.5m)下方约1.3mm位置,标高10.196m处第六点炉缸温度热电偶显示开始飙升。从图2可以直观的看出,9.394m、10.196m、10.998m三层当中六点方向温度最高,且与周向上其它点温度相差悬殊。10.196m处内环温度最高达到906℃,圆周方向上其它测温点温度多在350℃左右,均属于正常范围;9.394m处六点方向内环温度接近500℃,圆周上其他测温点只有260℃左右。这三层的温度表现出不均匀分布状态。12.201m和13.499m两层炭砖内环最高温度在六点钟方向,整环平均温度维持在440℃和510℃,温度分布较为均匀。
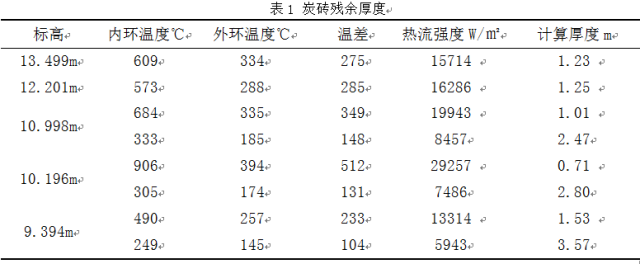
由测得的内外环温度,根据两点测温法即可计算出炭砖剩余长度,计算结果见表1。可以看出,13.499m、12.201m处炭砖保持完整性,还残存少许陶瓷杯;10.998m处6点已经发生炭砖侵蚀,对面侧壁形成稳定渣铁壳;10.196m处6点位置炭砖严重侵蚀,对面侧壁形成渣铁壳;9.394m处炭砖保持完整状态,陶瓷杯完整。西铁口方向侵蚀严重,炉缸交界处侵蚀很少,对面侧壁的环碳没有发生侵蚀,属于典型的“蘑菇状”侵蚀[1]。目前国内高炉炉缸侵蚀调查结果来看,大多数高炉出铁口下方~1m处炉缸侧壁局部大量侵蚀,炉底侵蚀很少或基本没有侵蚀,并且在圆周方向呈不均匀侵蚀。
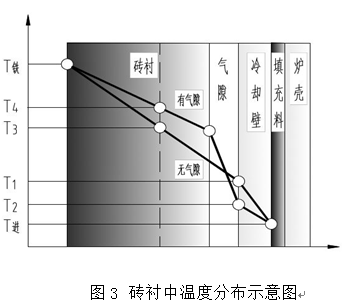
3 温度异常的原因分析与诊断 炉缸温度升高的原因是多方面的,首先查找产生异常的可能性,然后根据全面观察、排查、证实各种原因,最后研究解决的方法。很多企业在高炉生产出现问题时,首先将原因归结于冷却强度不够等原因,这种观点过于片面。由于炉缸有较厚的炉衬,依靠冷却壁冷却耐材,传热体系的限制在于炉衬。正常生产状态下,软水总循环水量3742m3/h,其中冷却炉底550m3/h,冷却壁直冷管3192m3/h,进水温度控制在 40±1℃。炉缸侧壁温度升高后,认为冷却强度不够,将冷却水量增至4400m³/h,炉底水量640℃,单根管水量已达到22.4m³/h,但炭砖温度并没有得到遏制,表明并非冷却壁与冷却水之间的传热影响,当传热体系被破坏后单纯提高冷却水量对于炉缸温度控制并无明显效果。 3.1炉缸气隙的判断 炉缸传热过程简单来讲热量通过陶瓷杯、炭砖、捣打料传给冷却壁,由冷却水带走热量,部分热量再由冷却壁传给炉壳由大气带走,因此炉缸由内到外导热系数越来越高。当炉衬与冷却壁之间存在气隙,两者失去关联性,传热受到阻碍,局部炭砖热量无法及时导出,致使炭砖热面温度升高,炭砖无法给对应部位的陶瓷杯提供保护,局部陶瓷杯被侵蚀掉,铁水直接接触炭砖。 治病讲究对症下药,正确判断温度异常的原因对于炉缸维护和治理措施十分重要。根据图3可以判断,当砖衬出现气隙时,阻碍了砖衬中热流传向冷却壁,砖衬冷面与冷却壁产生温差,砖衬中测温点温度由T2上升至T4,而冷却壁温度下降到T2,在一定的冷却强度条件下,冷却壁温度下降,导致水温差变小。通过该方法可以判断出炉缸温度升高有否与气隙有关[2]。针对炉缸温度异常区域的水温差进行专门测量,测得三根冷却壁联管水温差为0.2℃,一根冷却壁连管水温差为0.3℃,炉缸温度正常区域水温差0.6℃,结果说明在温度异常部位的确出现了气隙。
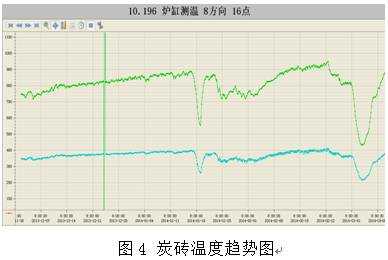
3.2气隙产生的原因 炭砖与冷却壁之间设置有90mm膨胀缝,采用碳素捣打料填充,捣打料有传递热量的重要作用,又有吸收炭砖膨胀的作用。炉壳在炉内压力作用下产生弹性变形[3],直径膨胀,而冷却壁采用4点螺栓固定在炉壳上,炉壳带动冷却壁脱离捣打料,此时如果捣打料不严密,炭砖膨胀量无法迫使捣打料贴紧冷却壁,间隙随之产生,传热体系受到破坏。 图4为5个月中炭砖温度变化趋势,图中分别出现两个波谷,根据生产记录显示,1月17日-19日高炉休风计划检修;3月1日-3月3日休风检修。分析表明,由于温度的变化滞后于压力变化,在两次休风过程初期,耐材温度逐渐下降,冷却壁温度随之上升,随后炉内热负荷下降,炭砖温度减小。复风后,炉内压力上升,间隙再次出现,炭砖温度逐渐上升。这一对应变化表明了气隙产生的规律。
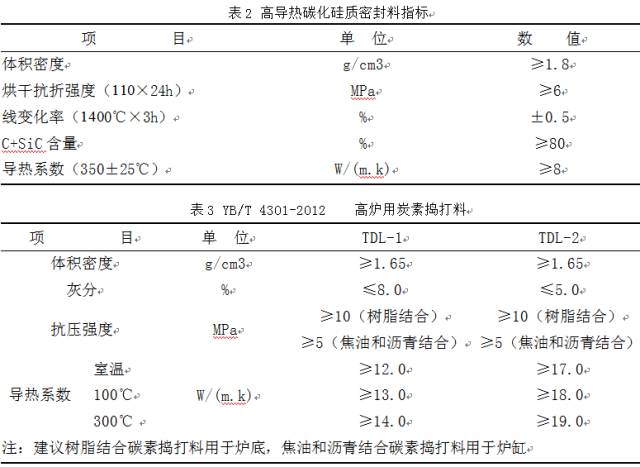
3.3 捣料层对炉缸温度的影响 对于炉缸气隙的治理,最有效的手段就是压力灌浆,通过灌浆来消除炉墙间隙,恢复传热体系。该高炉经过压浆处理后温度有所下降但仍在700℃左右,处理效果不佳,国内多家钢铁厂在灌浆后也出现同样情况。一方面由于局部侵蚀后一直无法形成渣铁保护层,高温铁水不断侵蚀炭砖。灌浆用碳素捣打料导热系数偏低也是一方面原因。高炉内碳捣料紧靠冷却壁,工作温度仅为100℃左右,温度不可能升的很高。表2给出的灌浆所用耐材,其检测的导热系数并不能真实反映实际工作温度下的导热系数。对比表3给出的高炉用炭素捣打料标准,可以看出两者差距。灌浆料相对于气隙导热系数大得多,但对于超微孔炭砖而言成为新的热阻,加之无法形成渣铁保护层,所以温度下降幅度有限。 随着我国高炉炭砖的进步,超微孔炭砖导热系数大幅提高,常温时≥16W/mK,所以碳素捣打料应与炭砖相匹配,避免碳素捣打料成为传热体系中的绝热层,影响炉缸寿命。对炉缸压力灌浆时材料的选择也要充分考虑这点。建议在炉缸炭砖与冷却壁之间使用煤焦油结合碳素捣打料,因其固化温度高,在一代炉龄中都不会固化,可以保持较好的柔软性。而树脂结合碳素捣打料适用于炉底,在低温下可以固化,不易变形。
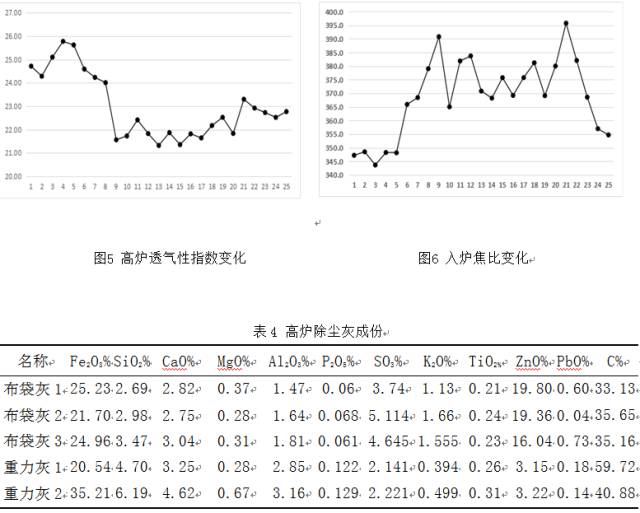
3.4 陶瓷杯对炉缸温度的影响 陶瓷杯加大块炭砖结构的炉缸设计在武钢、首钢、鞍钢等企业高炉上得到广泛应用。陶瓷材料的保温性能较好,炉缸热损失小,炉缸热量充沛,依靠良好性能抵抗铁水溶蚀,渗透和化学侵蚀。理论上讲陶瓷杯结构比全碳砖结构更加长寿,但实际使用情况远未达到期望值。 侧壁使用的小块塑性相刚玉砖抗炉渣侵蚀、抗碱性好,但不是微孔结构,抗铁水和碱金属渗透性欠佳。而且小块砖砌筑缝隙多,砖块之间的缝隙为直接贯通的连续直线砖缝,熔融铁水容易通过砖缝进入到陶瓷杯冷面。虽然多环部分的放射缝为多环阻隔,但全部的水平砖缝仍然直接贯通至炭砖热面,数量众多。而且环间三角缝的阻隔作用会使得内环过热,影响内环的隔热能力。 由于侧壁陶瓷砌体相互间以及与炭砖之间采用顶紧砌筑方式,陶瓷砌体膨胀系数800℃达到8×10-6m/℃,大于炭砖的4×10-6m/℃,难于消除热应力和膨胀的影响。笔者认为炉底、炉缸部位采用陶瓷杯结构时,必须选择性能优良的炭砖相配合,这样即使陶瓷杯损坏,也能保证炭砖热面形成稳定渣铁保护层。 3.5原燃料变化对炉缸温度的影响 随着市场形势严峻,为降低生铁成本,国内高炉普遍实施经济料冶炼,烧结矿品位下降,有害元素增多,渣比升高,硫负荷升高,原料成本大幅降低,但高炉逐渐不适应。渣比增加,透液性降低,高炉透气性下降。对入炉原料进行Zn含量分析,烧结矿中Zn含量为0.06%,炉料结构为70%烧结矿,入炉Zn量为0.714kg/t,根据《高炉炼铁工艺设计规范》要求[4],Zn≤0.15kg/t,大大超出国标值。在炉内循环的Zn有条件渗入炉衬缝隙中,破坏炉缸。在风口区富集造成风口小套和中套上翘。部分还原出来的Zn气化后随煤气进入除尘系统,堵塞荒煤气管道。除尘灰中含有很高的ZnO,因为缺乏有效的解决手段只能重新参与烧结配料工序当中,造成Zn的循环。除尘灰成份见表4. 焦炭质量对高炉生产稳定顺行、技术指标和炉缸寿命至关重要。该厂所用焦炭全部外购,入炉焦炭由三种焦炭配比,质量参差不齐,为了进一步降低成本,将60%一级焦入炉改为60%二级焦。焦炭质量下降,整体灰分高,特别是热强度和热反应性指标降低,严重影响高炉软熔带和滴落带中的骨架作用,降低高炉透气性,恶化炉缸死料柱的透气性、透液性。渣铁穿越炉缸中心能力下降,同时出现低炉温的状况,炉缸中心点炭砖热面温度由634℃不断下降到360℃,侧壁温度最高点由547℃不断上升到906℃。炉缸活跃度下降、渣铁流动性变差,铁水环流越强烈,炉缸侧壁侵蚀加速。图5、图6为炉缸温度异常期间高炉透气性指数、入炉焦比变化趋势。 喷入高炉的煤粉要求在回旋区充分燃烧,应具有很高的燃烧效率,特别是在高煤比的情况下,未燃煤粉大量增加会严重影响高炉下部透气性,引起压差升高。从除尘灰分析结果来看煤粉燃烧并不充分,存在大量未燃煤粉,不仅恶化料柱透气性,还增加喷煤成本。
4 结语 导致炉缸侧壁温度异常的因素有很多,如何正确判断异常的原因对于炉缸维护和治理措施十分重要。当炉衬与冷却壁之间存在气隙时,原有的传热体系被破坏,局部炭砖热量无法及时导出,致使炭砖热面温度升高,炭砖无法给对应部位的陶瓷杯提供保护,局部陶瓷杯被侵蚀掉。因此,建立起可靠的炉缸传热体系,防止气隙是炉缸长寿的关键。生产维护中对灌浆料、灌浆孔的选择及灌浆过程控制要恰当,避免出现新的热阻。在生产操作上要坚持精料入炉,控制有害元素,优化操作制度,采取活跃炉缸死料堆的措施,保持适当的炉底中心温度尽可能的减缓铁水环流的影响。同时采取高钛矿护炉,定期检修灌浆,保证炮泥质量,加强铁口维护,完善检测手段,强化炉缸冷却等措施,确保高炉长寿、稳定、顺行。 5 参考文献 [1] 朱建伟,王再义等.鞍钢4号高炉炉缸炉底破损调查[J].炼铁,2001(2):11-15. [2] 项钟庸,王筱留等.高炉设计—炼铁工艺设计理论与实践[M].冶金工业出版社,2015:619-620. [3] 邹忠平,郭宪臻.高炉炉缸气隙的危害及防治[J].钢铁,2012(6):9-13. [4] 中国冶金建设协会.GB50427-2008《高炉炼铁工艺设计规范》[S].中国计划出版社,2008. 文章来源:中国炼铁网返回搜狐,查看更多 |
【本文地址】