| 电站用SA217 | 您所在的位置:网站首页 › 阀体焊接 › 电站用SA217 |
电站用SA217
|
1 概述 随着我国火力发电事业的快速发展,超临界及超超临界机组配套阀门越来越得到广泛应用。由于具有良好的抗高温氧化性能和高温蠕变强度以及良好的塑性和加工性能,铸钢C12A材料便成为其首选材料,它可以大幅度减小壁厚,从而节约大量原材料和焊接材料,从而提高生产效率,缩短生产周期,大大降低生产成本。在生产实践过程中,由于该材料阀体在冶炼和铸造技术上有一定的难度,工艺不是很成熟,导致阀体铸件出现较多缺陷,需要补焊。本文通过工艺性能试验,制定了合理的补焊工艺,取得了良好的效果。 2 焊接性分析 C12A属马氏体耐热铸钢,其标准号为ASMESA217C12A。C12A铸钢是在9Cr1MoV的基础上发展起来的铸钢钢种,目前在我国刚开始使用。 马氏体耐热钢具有明显的空气淬硬倾向,焊后易得到淬硬的马氏体组织,使焊缝金属脆性增加。由于合金元素含量较多,其碳当量为1.475,超过产生冷裂纹的碳当量极限值0.4,所以冷裂倾向较大。在焊接热循环作用下,经高温加热,焊缝及熔合线附近晶粒急剧长大,加上焊接残余应力作用,极易形成冷裂纹。因而对焊接工艺和热处理工艺有严格的要求。根据国内外有关资料介绍,以及借鉴已经较成熟的SA335P91焊接经验,焊接预热温度在200℃以上,最高层间温度限制在350℃左右,这样可以保证每道焊缝都转变为马氏体组织,从而在下一道焊缝的热循环下得到部分回火。在实际焊接施工中,经过760±10℃保温2~3h的热处理,可得到合适的冲击韧性,而且也保证了整个焊接接头区的硬度低于300HV,焊缝金属硬度一般为240~280HV。 大型C12A铸钢阀门壁厚大,结构刚性大,拘束应力大,焊接线能量较大时会造成层间组织过热,出现魏氏体组织,粗大晶粒和网状晶界。这些组织易产生裂纹源,形成裂纹并扩展,从而导致冲程中,应严格控制层间温度。 C12A铸钢件的化学成分及拟定选用焊条CM-96B9的化学成分见表1。
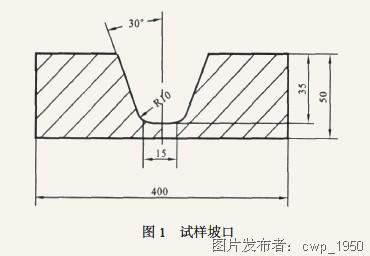
3 焊接试验 3.1 试样 焊接试样采用C12A铸件,正火+回火,规格为600mm×400mm×50mm,该试板经过RT探伤合格。试样坡口形式按图1所示。
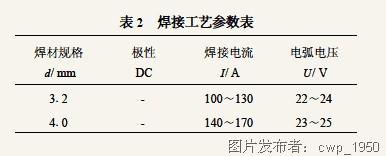
3.2 方法 根据铸钢件的补焊特点,采用手工电弧焊。 3.3 焊材 试验选用日本神户制钢所生产的CM-96B9焊条,规格为Φ3.2mm和Φ4mm,该焊材符合美国AWSA5.5和ASMESFA5.5的E9015-B9规范。焊条经350℃烘干,保温2h后放入保温筒内备用。 3.4 参数 焊接时控制热输入量,不宜过大。采用多层多道焊,每层厚度不超过3mm,每道宽度不超过15mm。焊接工艺参数见表2。
4 预热及焊后热处理 焊接过程中,焊接层间温度过高,接头的冲击韧性有下降趋势。焊接层间温度过低,会增大冷却过程中的组织应力,且不利于氢的逸出。所以,层间温度控制在200~350℃。由于C12A钢含Cr量较高,焊接时在接头和熔合区产生氧化铬,造成未熔合现象,故焊接过程中应注意清理,收弧时应注意填满弧坑以免产生弧坑裂纹。接头应错开50mm,不能有重叠。对马氏体焊接接头,焊后不宜在较高温度下立即升温回火,因为在焊接过程中马氏体组织还未完全转变,立即升温回火热处理时,碳化物会从奥氏体晶界析出,得到粗大的铁素体加碳化物组织,易造成焊接接头脆断。故焊接后必须缓慢冷却至100~120℃,保温1h,然后升温进行回火处理(图2)。 &nb |

【本文地址】