| 智能铸型研究知识讲解 | 您所在的位置:网站首页 › 镂空结构设计 › 智能铸型研究知识讲解 |
智能铸型研究知识讲解
|
(a)大块石头,笨重密实结构,和传统铸型类比 (b)玲珑剔透的太湖石,和新型铸型结构类比
(c)传统的密实笨重铸型
(d)智能镂空铸型示意图 图1 镂空灵巧铸型结构和传统铸型对比
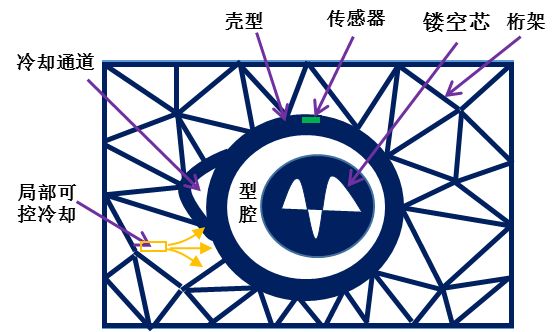
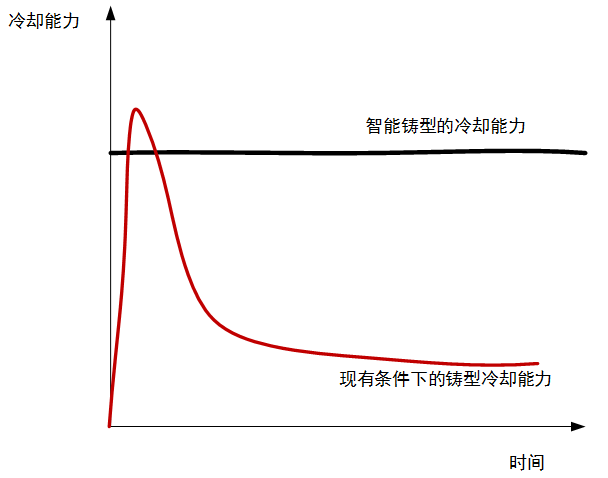
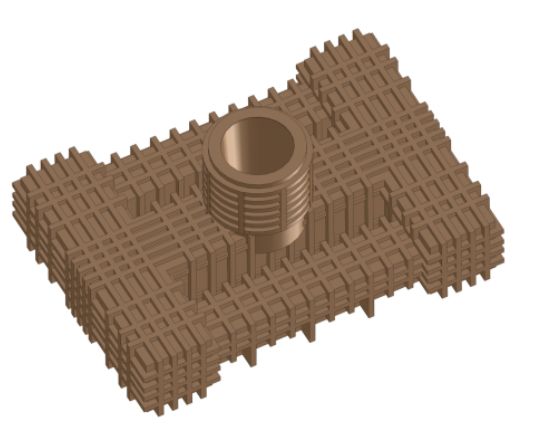
图1.镂空铸型与传统铸型的冷却能力对比示意图 2、 智能铸型结构 基于3D打印实现的镂空砂型,由壳型、桁架支撑和空心夹层类结构组成,主体为形成铸件内腔的壳型和支撑桁架结构。镂空铸型可以采用壳型+桁架结构,桁架又可以采用多种形式,如蜂窝状结构、四面体框架结构、六面体框架结构、不规则骨架结构等。镂空铸型还可以采用壳型+表面加强筋结构。典型的镂空结构设计如图2所示。
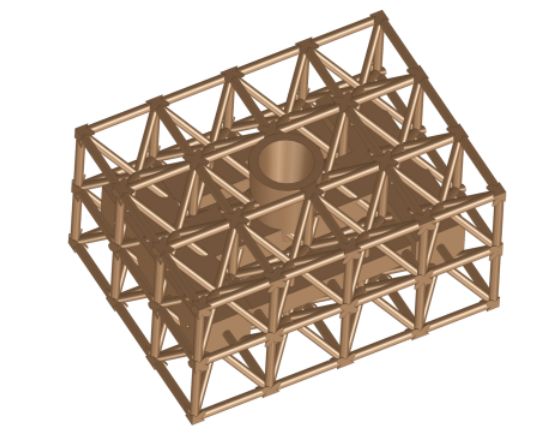
(a) 镂空铸型结构(四面体桁架结构)
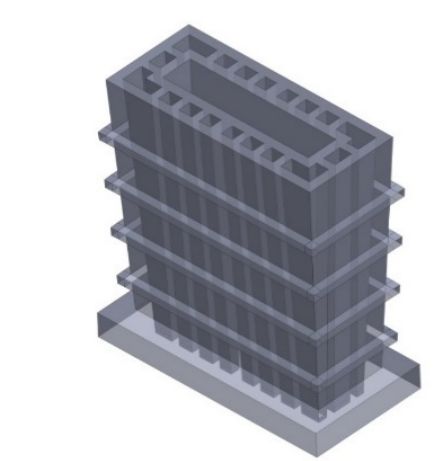
(b)镂空铸型结构(表面加强筋结构)
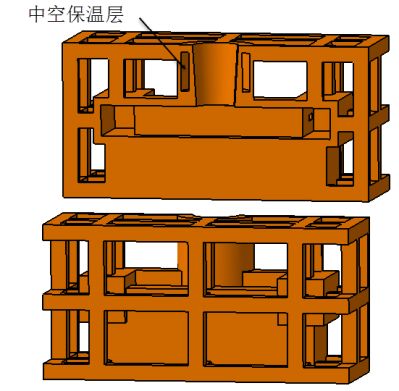
(c) 镂空铸型(冷却通道型)
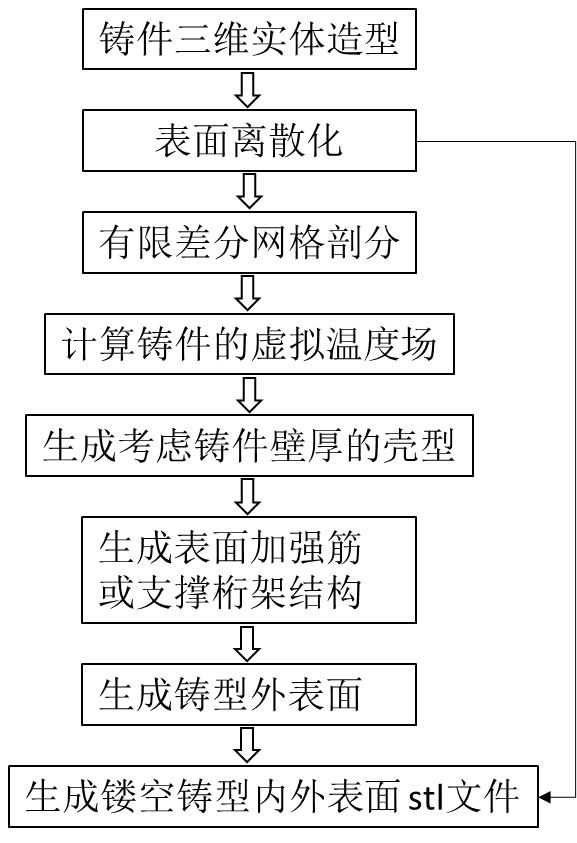
(d) 镂空铸型(冒口处中空保温层) 图2 典型的镂空铸型结构 镂空铸型虽然包括形成内腔的壳型,但是不同于壳型,壳型只是随型形状,而不能形成外部的支撑桁架,也不能形成空心夹层结构。 镂空铸型要求要保证能够有效约束高温液态金属成形,受高温和力的作用。因此镂空壳型厚度、支撑桁架结构的确定是镂空铸型设计的关键。 考虑到3D打印成形复杂结构的便利性,可以设计特殊的结构以满足铸件冷却控制的要求。如采用中空层利用空气的保温性能来延缓铸件局部的冷却,或设计通道,在铸造过程中通冷却介质如气体或水来加强局部的冷却。 可以设计成一体化铸型,也可以设定分型面将铸型分成两部分或多部分设计。一体化铸型将会显著提高铸件尺寸的精度,但是3D打印后型腔内的打印材料的清理要考虑,尤其是细小的型腔处的打印材料的清理,可以设计清理工艺孔以进行清理。采用分开模型,则不存在打印材料的清理难题。 3、镂空铸型设计方法 镂空设计的铸型如何生成?现有在造型软件还没有专门的镂空铸型生成功能。3D打印技术推动了镂空结构的设计,一方面是为了节省时间,因为3D打印的效率还较低,同时节省3D打印材料,降低成本。另一方面3D打印的成形方式对成型件的结构复杂性敏感度不高,能够比较方便的成形镂空结构件。镂空结构设计非常重要,在保证强度的情况下,将大幅度降低零件的重量,因此对制造业具有重要意义。因此出现了很多形式的镂空设计,如网格状、蜂窝状、骨架状等。针对3D打印的设计软件,可以将实体结构生成纯粹的通透镂空结构,但是镂空铸型包括形成铸件的型腔和外部的支撑结构,而不是纯粹的镂空结构。另外虽然很多软件都有抽壳功能,但是也不能直接生成镂空铸型结构。 作者开发了镂空铸型的生成算法和程序,生成算法如图3所示。在铸件三维几何实体造型的基础上,输出表面离散文件stl格式文件,该文件形成镂空铸型的型腔内表面。对stl文件进行有限差分网格剖分,然后在此基础上进行虚拟温度场计算,从而确定铸件各处的壁厚特征(类似于模数)。虚拟温度场计算是指给离散的铸件设定一定的初始温度分布,并设定表面散热条件,计算一段时间后铸件的温度分布,根据其表层单元的温度分布确定表层单元对应的型壳厚度,表层单元温度高,说明铸件该处厚大,对应的壳型要厚大,表层单元温度低,说明该处铸件较薄,对应的壳型可以薄一些,其具体厚度要使壳型在对应温度下的强度满足要求。生成铸件壳型后,在壳型外部生成一定结构的桁架包围壳型,如四面体框架或六面体框图的拓扑结构。将生成的壳型和外围的桁架结构的外表面离散成三角面片构成镂空铸型的外表面。最终镂空铸型的内外表面合并即构成整个镂空铸型的完整表面离散格式,输出stl文件,供3D打印机打印出来。
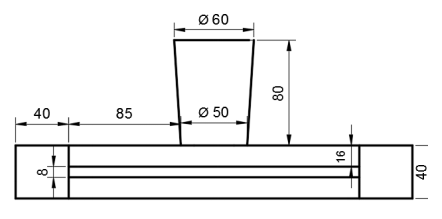
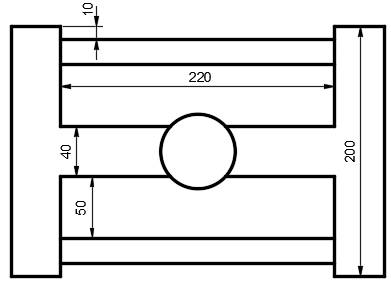
图3 镂空铸型的生成方法 4、智能铸型制造 3D打印在铸造中其意义不仅仅是在某些情况下忠实于原来形状地替代模型、模样、铸型,更重要的是提供了一种可以成形更加复杂形状的手段,这对铸型/铸件的设计产生深远影响。使制造具有复杂结构的铸型(不仅包括复杂的铸造型腔,还包括铸型本身的空心结构)成为可能。3D打印不同于铸造中的精密铸造的层层挂砂的壳型生成方法,也不同于采用芯盒的壳型(芯)制备方法,能方便生产各种镂空结构和中空结构。 常见的砂型3D打印方法有3DP方法和SLS方法。SLS方法为采用激光按照砂型(芯)断面图烧结覆膜砂床的方法使其固化成形,然后层层打印固化成形砂型或砂芯。3DP的方法采用喷头在原砂床上按照砂型(芯)断面图喷射粘结剂的方法使原砂成形,层层打印固化成形砂型或砂芯。也有采用层层喷粘结剂整层固化,然后采用激光烧去砂型(芯)断面轮廓上的粘结剂,从而是砂型(芯)和其它无用部分分离。3DP方法效率高,应用比较广泛,典型的3DP方法有ExOne,Voxljet、Zcast等设备。 这些3D打印方法和设备都接收stl格式文件,因此将本文开发的镂空铸型软件生成的stl文件可直接输入这些3D打印设备打印出铸型(芯)。 该镂空铸型结构不仅可以应用于砂型铸型,还可以应用于金属或其它材料的铸型,相应地采用金属增材制造或其它材料的增材制造方法。 5、智能铸造应用案例-应力框试件 选择应力框铸造试件(如图4)进行了镂空铸型的应用。采用本文开发程序生成了该铸造试件的各种镂空结构,采用ExOne-Smax打印出了镂空砂型,如图5所示。3D 打印中采用呋喃树脂粘结剂,加入量为1.6-1.8%,固化剂为 0.2%,室温强度大于2MPa。这些铸型没有分型面,镂空铸型为一个完整的整体。为了便于铸件型腔的清砂,在难以清砂的部位设置了清砂工艺孔进行清砂,同时采用内窥镜进行内部清砂情况的检查。将熔融的A356铝合金浇入铸型,得到了具有良好外表面的铸件,如图7所示。
图4 应力框的形状尺寸
(a) 镂空铸型1(六面体桁架型)
(b) 镂空铸型2(四面体桁架型)
(e) 镂空铸型3 (表面加强筋型)
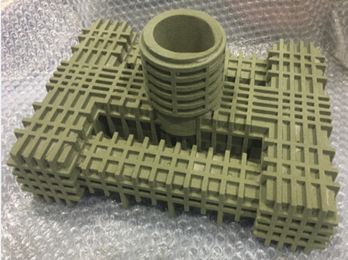
(f) 镂空铸型4 (冒口处中空保温层) 图5 应力框的典型镂空铸型
图6 镂空铸型的浇注
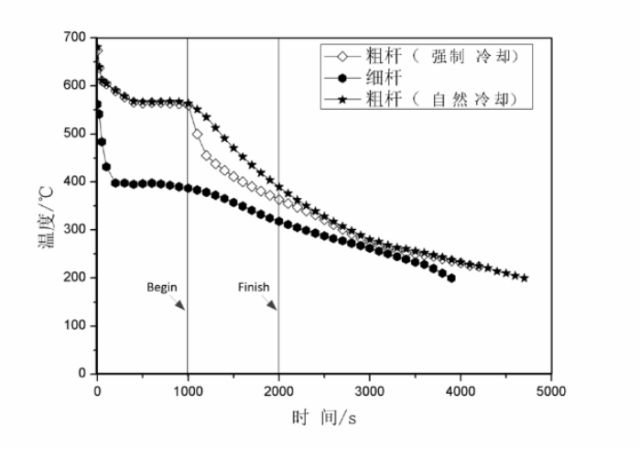
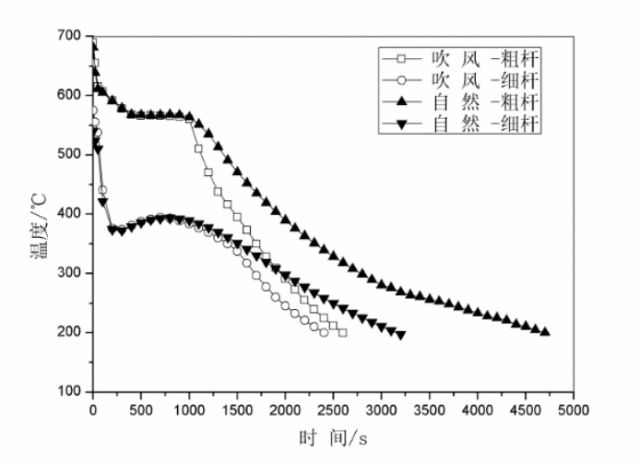
图7 有镂空铸型浇注得到的应力框铸件 由于镂空铸型的结构方便性,为了加快应力框粗杆的冷却,对镂空结构3的应力框粗杆的壳型底部进行了吹风强制冷却,进一步显著加快了粗杆的冷却,如图8所示,从而显著缩小了粗杆和细杆之间的温差,有利于降低应力框的残余应力。这也说明了镂空铸型的灵巧性,使得智能铸造得以实现。 浇注后采用对镂空铸型整体吹风冷却的方法,也显著提高了应力框的整体冷却效果,镂空铸型1和2整体吹风冷却后提高铸件冷却效果至55%左右,如图9所示。
图8 镂空铸型3底部粗杆吹风的结果
图9 镂空铸型1整体吹风强制冷却的结果 6、结论 1) 提出了适应智能铸造的镂空铸型思想。镂空铸型包括随铸件壁厚特征而变化的壳型、特定结构和桁架支撑等结构,彻底改变铸型的密实结构,实现随铸件局部几何特征的铸型设计,实现铸件成形中各部位的控制冷却或差异化冷却,从而提高铸件凝固过程的冷却速度,凝固后的温度均匀性和冷却速率,最终提高铸件性能,并降低铸件的残余应力和变形。 2) 开发了镂空铸型设计软件,实现了多种镂空结构铸型的设计。 3) 针对应力框,涉及并采用增材制造方法制造了多种镂空砂型,浇注铝合金得到了完好铸件。铸件冷却时间缩短28%以上,节省型砂60%以上,整体冷却效率提高约55%,采用强制冷却实现了铸件局部的冷却控制,采用中空夹层结构提高了冒口的保温效果。
铸造全流程解决方案集中展示 行业权威,顶级荣誉 政策解读,热点话题 尖端科技,前沿应用 科技孵化,校企合作 引领发展,标准先行
“亚太展”重磅回归,移师曼谷 东南亚地区首个“铸造”主题工业展 铸造行业生产力促进中心精心打造自办展会品牌 “一带一路”沿线国家和地区成为出展市场新热点,享出展高额补贴。 “亚太展”重磅回归,移师曼谷 东南亚地区首个“铸造”主题工业展 铸造行业生产力促进中心精心打造自办展会品牌 “一带一路”沿线国家和地区成为出展市场新热点,享出展高额补贴。 联系方式 展览 中国机械工程学会铸造分会 曹秀梅 女士 电话:024-25850149 / 25852311-356 纽伦堡会展(上海)有限公司 王青 女士 电话:021-60361220 会议 中国机械工程学会铸造分会 王云霞 女士 电话:024-25852311-307 中国机械工程学会铸造分会上海办事处 黄蕴 女士 电话:021-5515 5026 返回搜狐,查看更多 |






【本文地址】