| 制定PVC造粒工艺 | 您所在的位置:网站首页 › 软质pvc与硬质pvc的区别 › 制定PVC造粒工艺 |
制定PVC造粒工艺
|
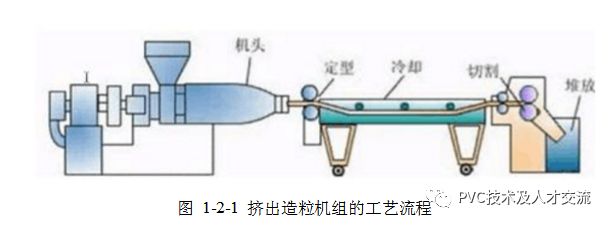
二、造粒方法 PVC造粒基本上有两种方法: ①二辊造粒法,工艺流程即 PVC树脂开包检验→过筛→称重配方→高速捏合→二辊车混炼→二辊车拉片→冷却→平板切粒机切粒。 ②挤出机挤出切粒,工艺流程即 PVC树脂开包检验→过筛→配方→高速混合→冷却混合→挤出机挤出→切粒或挤条冷却→切粒。 目前,PVC收缩膜厂家使用过筛目的是使PVC树脂粉的颗粒大小均匀一致,便于操作。颗粒大,则塑化温度高,时间要长,吸收增塑剂所需时间多;颗粒小,则吸收增塑剂所需时间短,塑化所需温度低,塑化时间短;颗粒粒径分布过宽,则塑化温度和时间不易控制。所以,PVC树脂粉在PVC造粒前应过筛一下,以除去过大的PVC颗粒。 还应当指出的是对于要求高的制品,例如薄膜等,当以固体粉末或粒状添加 剂时,最好应当同增塑剂以1:1(质量份)在三辊研磨机上研磨后再加入到PVC 配方中去,避免添加剂颗粒过大,塑化过程中不易分散均匀而影响制品的质量和正常生产。对于熔点低于PVC加工温度且颗粒又细的固体添加剂,当然不会影响制品质量,也就可以不研磨直接加入。 塑料制品生产厂为了使PVC同各种助剂有良好的混合,可使用Z型低速捏合机和高速捏合机两种设备。Z型捏合机是由一个半圆形状的槽和可开关的盖子以及槽内有Z型的螺旋慢速转动的桨叶组成。槽带夹套可用水蒸气或电加热。工作结束后,可以翻转,将槽内混炼的塑料倾倒出来。高速捏合机是由两部分组成:一个在台架上,是由不锈钢锅、锅盖、带搅拌桨的转动轴,通过同电机直接连接,可以使搅拌桨叶在1408r/min下高速旋转,摩擦力使PVC配方料升温3~5min 后,即可温升到90~100℃,然后进入低位的搅拌锅中,在低速下边搅拌,边用夹套中的冷却水冷却,然后出料。
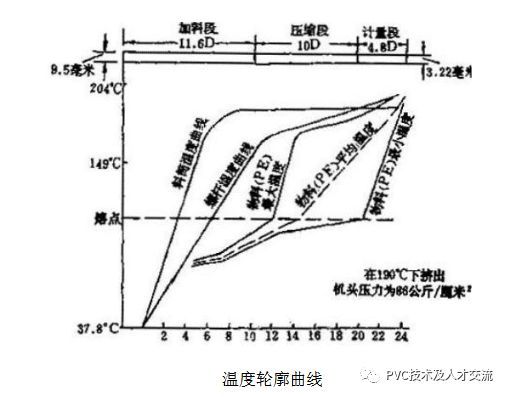
三、挤出成型原理 1.挤出过程分析 描写这一过程的参量有温度、压力、流率(或挤出量、产量)和 能量(或功率)。 下面讨论挤出过程中温度、压力以及挤出过程中的物态变化。 (1) 温度 温度轮廓曲线如图1-1-3所示。由图可见,该曲线有一定的变化规律。
热量的来源主要有两个,一是物料与物料剪切、摩擦产生的热量,另一个是料筒外部加热器提供的热量。应当指出,料筒和螺杆的设计对挤出过程的热量的产生有很大影响。
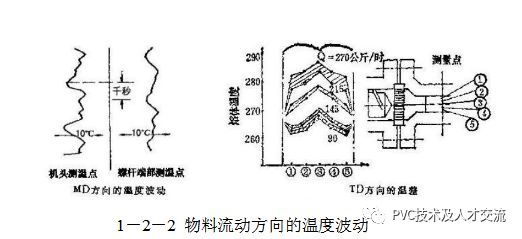
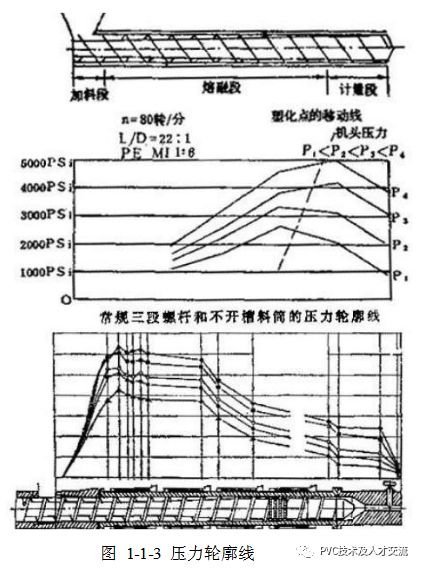
MD 方向波动情况,有的波动达10℃左右,TD 方向波动情况,温差竞达l0 ℃以上。 温差大的原因及对制品质量的影响原因: 加热冷却系统不稳定;螺杆转数的变化等,但以螺杆设计的好坏影响最大。 对制品质量: 会使制品产生残余应力;各点强度不均匀;表面灰暗无光泽等。 尽可能减少或消除这种波动和温差。 (2) 压力 挤出过程压力的建立压力轮廓线,如图1-1-3 所示
常规螺杆压力轮廓线压力峰值位于计量段开始处(或其前后)。新型螺杆压力轮廓线,料筒加料段内壁开了纵向沟槽的IKV 挤压系统的压力轮廓曲线。压力峰值在压缩段。 压力随着时间发生周期性的波动。见图1-1-4,这种波动对制品的质量同样有不利影响。 螺杆、料筒的设计、螺杆转数的变化,加热冷却系统的不稳定性都是产生压力波动的原因。努力的方向应当是减少、消除这种波动。
四、单螺杆挤出机的工作原理 单螺杆挤出机作为一种常见的挤出机设备,用于塑料加工行业,原理和构造是什么呢?下面从挤出机的输送段,压缩段,计量段来对单螺杆挤出机原理做一 个分析。 单螺杆挤出机一般在有效长度上分为三段,按螺杆直径大小、螺距、螺深确定三段有效长度,一般按各占三分之一划分。 单螺杆挤出机原理:料口最后一道螺纹开始叫输送段物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过 证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。 单螺杆挤出机原理:第二段叫压缩段时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比3:1,有的机器也有变化,完成塑化的物料进入到第三段。 单螺杆挤出机原理:第三段是计量段此处物料保持塑化温度,只是象计量 泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。 五、双螺杆挤出机的工作原理 首先双螺杆挤出机具有单螺杆挤出机的挤出机原理:固体输送熔融增压和泵 送混合汽提和脱挥发分,但又不单纯是如此。双螺杆挤出理论的研究开始的晚,再加上它的类型多,螺杆几何形状复杂,挤出过程复杂,这就给研究带来诸多困难。 从整体上说双螺杆挤出理论的研究尚处于初始阶段,这就是所说的“技艺多于科学”。从它的挤出过程的研究,大概分三个环节: 1、聚合物在挤出过程中物态变化规律,输送原理固体熔体的输送排气真相和规律,建立起数学的物理的模型,用来指导双螺杆挤出机的设计和挤出过程的优化。 2、要弄清楚两种以上的聚合物及物料在挤出过程中物态变化真实情况,混 合形态,结构变化的过程,以及最后混合物与性能的关系。 3、做为双螺杆挤出机,挤出反应成型时的反应过程、速度、性能与螺杆构 型、操作条件之间的内在联系,建立模型,用来指导反应成型挤出。 双螺杆挤出机的发展:20世纪30年代首先在意大利研制成功,到60年代末70年代初发展迅速。合异向双螺杆是随着RPVC制品的发展起来的,合同向是随着聚合物改性发展起来的,双螺杆挤出理论的研究不能适应应用的发展,在世界范围内形成了共识,并成为研究热点。 声明:本文来自网络,只为学习交流,无商业目的 因为有你,我们将更加精彩!返回搜狐,查看更多 |

【本文地址】